第一講
國家標準《技術製圖》和《機械製圖》的一般規定 與介紹、手工繪圖工具和儀器的使用
(一)國家標準《技術製圖》和《機械製圖》的一般規定
1.圖紙幅面及格式(GB/T 14689—1993)
(1)圖紙幅面尺寸
為適應生產發展和技術交流的需要,對圖樣的繪製方法、繪圖格式及繪圖規則等作出統一的規定,為此我國在1959年發布了國家標準《機械製圖》,之後又作了幾次重大修改,使其進一步向國際標準化組織靠攏,有利於工程技術的國際交流。【用標準圖紙演示圖紙的大小】基本幅面尺寸見表1—1:
表1—1:圖紙基本幅面尺寸 (單位mm)
幅面代號 | A0 | A1 | A2 | A3 | A4 | |
尺寸B×L | 841×1189 | 594×841 | 420×594 | 297×420 | 210×297 | |
邊框 | a | 25 | ||||
c | 10 | 5 | ||||
e | 20 | 10 | ||||
(2)圖框格式
分為留裝訂邊的圖框格式(如圖1—1所示)和不留裝訂邊的圖框格式(如圖1—2所示)兩種形式。
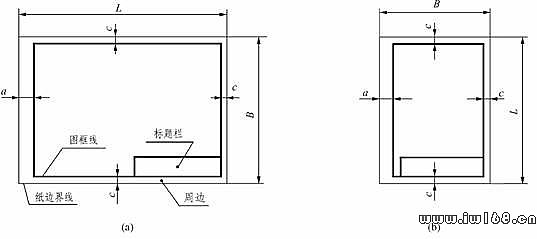
圖1—1留裝訂邊的圖框格式
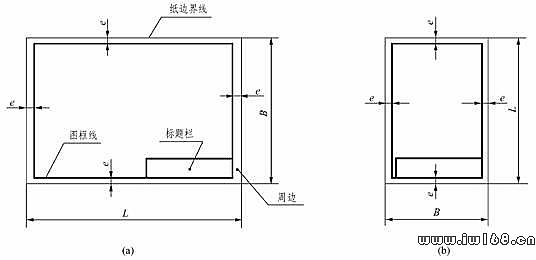
圖1—2 不留裝訂邊的圖框格式
(3)標題欄
通常標題欄位於圖框的右下角,看圖的方嚮應與標題欄的方向一致。
GB/T10609.1-1989《技術製圖 標題欄》規定了兩種標題欄格式,圖1—3是第一種標題欄的格式及分欄,這種格式與ISO7200-1984相一致。
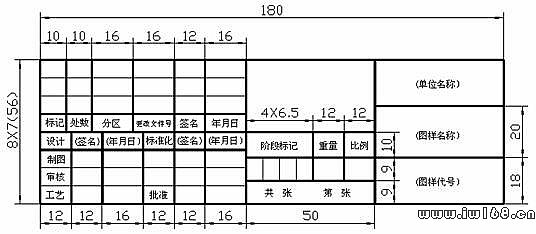
圖1—3標題欄格式、分欄及尺寸
作為在校學習期間,建議採用圖1—4所示的標題欄格式。
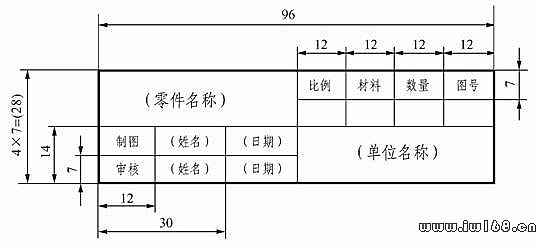
圖1—4 標題欄格式
2.比例(GB/T 14690-1993)
比例是指圖樣中圖形與其實物相應要素的線性之比。具體數值見表1—2。
表1—2:繪圖比例系列
種類 | 比 例 | |
第一系列(優先選用的比例) | 第二系列(允許選用的比例) | |
原值比例 | 1:1 |
|
縮小比例 | 1:2 1:5 1:10 1:1×10n | 1:1.5 1:2.5 1:3 1:4? 1:6 |
放大比例 | 2:1 5:1 1×10n:1 | 2.5:1 4:1 2.5×10n:1 |
註:n為正整數
3.字體(GB/T 14691-1993)【板書演示作業簽名字體寫法】
圖樣上的漢字應採用中華人民共和國國務院正式公布推行的《漢字簡化方案》中規定的簡化字,字體格式長仿宋體字,書寫字體必須做到:字體工整、筆畫清楚、間隔均勻、排列整齊。
字的大小應按字型大小的規定,字體的號數代表字體的高度。常用字體的高度尺寸h為1.8、2.5、3.5、5、7、10、14、20mm。
字寬一般為h/1.5。圖樣中的西文字元可寫成斜體或直體,斜體字的字頭向右傾斜,與水平基線成75°,字寬一般為h/2。
在工程圖樣上填寫標題欄、明細表和技術要求等欄目時,要按國標要求書寫長仿宋體的漢字,材料牌號、尺寸數字等西文字元要按ISOGP字體書寫。
在剛開始學習時,可以按照下述方法練習:
(1)用H或HB鉛筆寫字,將鉛筆修理成圓錐形,筆尖不要太尖或太禿。
(2)按所寫的字型大小用H或2H的鉛筆打好底格,底格宜淺不宜深。
(3)字體的筆畫宜直不宜曲,起筆和收筆不要追求刀刻效果,要大方簡潔;
字體的結構力求勻稱、飽滿,筆畫分割的空白分佈均勻。如圖1—5所示。
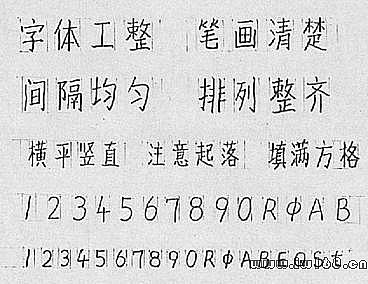
圖1—5 鉛筆手寫字體示例
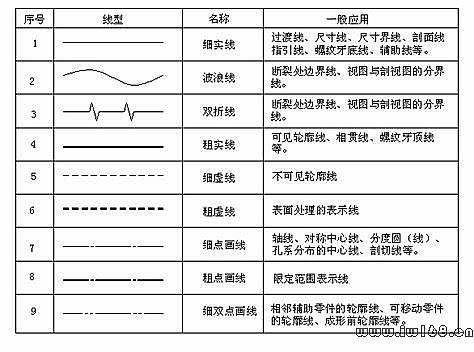
4.圖線(GB/T 4457.4-2002和GB/T 17450-1998)
(1)圖線的代碼、名稱、尺寸及應用
國家標準技術製圖中規定了機械圖樣中常用的八種基本線形,如表1—3所示。
表1—3:機械製圖的線型及應用
各種圖線的應用示例見圖1—6所示。
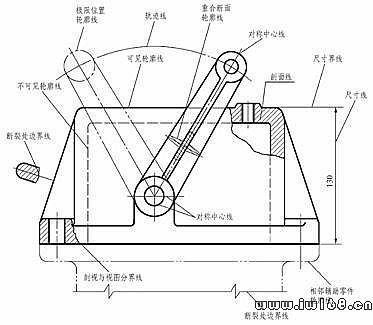
圖1—6 圖線的應用示例
(2)圖線寬度
機械圖樣中圖線的寬度分粗細兩種,其比例為2∶1,可以按照圖樣的類型和尺寸大小選用。見表1—4:
表1—4:圖線寬度
線形名稱 | 線形寬度 | ||||||
粗實線、粗虛線、粗點劃線 | 0.25 | 0.35 | 0.5 | 0.7 | 1 | 1.4 | 2 |
細實線、細點劃線、波浪線等 | 0.13 | 0.18 | 0.25 | 0.35 | 0.5 | 0.7 | 1 |
(3)繪製圖線時的注意事項
在繪製虛線、點畫線時,線和線相交處應為線段相交。當虛線在粗實線的延長線上時,在分界處要留空隙。點畫線超出輪廓線的長度約為3mm~ 5mm。當要繪製的點畫線長度較小時,可用細實線代替,見圖1—7所示。
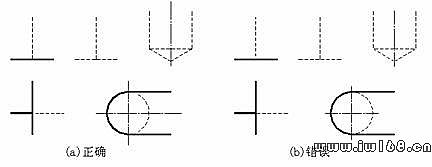
圖1—7 圖線的畫法
圖線的畫法應用舉例見圖1—8所示。
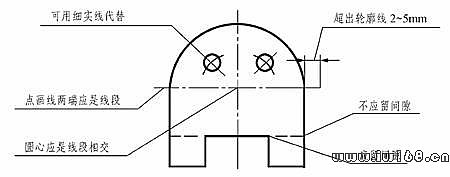
圖1—8 圖線畫法應用舉例
5.尺寸注法(GB/T 4458.4—1984、GB/T 16675.2—1996)
一張圖樣,不但需要用圖形表達機件的形狀,還必須用尺寸表達機件的真實大小。
(1)標註尺寸的基本規則
1)機件的真實大小應以圖樣上所注的尺寸數值為依據,與圖形的大小及繪圖的準確性無關。
2)圖樣中的尺寸凡以毫米為單位時,不需標註其計量單位的代號或名稱,否則需標註其計量單位的代號或名稱。
3)圖樣中所標註的尺寸,為該圖樣所示機件的最後完工尺寸,否則應另附說明。
4)機件的每一尺寸,在圖樣上一般只標註一次,並應標註在反映該結構最清晰的圖形上。
(2)尺寸的組成
尺寸的組成見圖1—9所示。
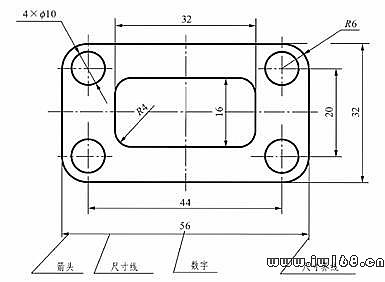
圖1—9 尺寸的組成
1)尺寸界線
允許利用輪廓線、軸線、對稱中心線作為尺寸界線。
尺寸界線一般與尺寸垂直,必要時要傾斜。如圖1—10所示。
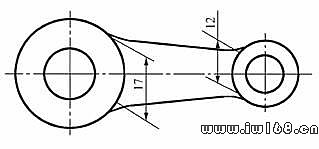
圖1—10 尺寸界線與尺寸線傾斜
2)尺寸線
尺寸線必須單獨畫出,不能用其他圖線代替。如圖1—11所示。
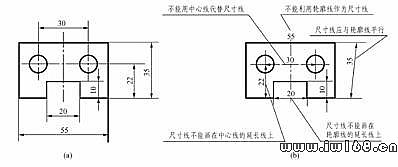
圖1—11 尺寸線的畫法(a:正確?b:錯誤)
3)終端形式
見圖1—12所示(有a箭頭、b斜線二種形式)。
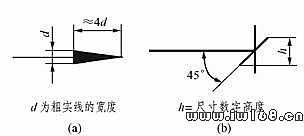
圖1—12 尺寸的終端形式
4)尺寸數字
線性尺寸數字一般要注寫在尺寸的上方,也可以注寫在尺寸線的中斷處,同一
張圖樣中要盡量採用相同的標註方法。
光滑過渡處的標註方法見圖1—13所示。
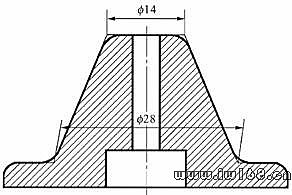
圖1—13 光滑過渡處的標註方法
此外,為了使標註的尺寸清晰易讀,標註尺寸時可按下列尺寸繪製:尺寸線到輪廓線、尺寸線和尺寸線之間的距離取6mm~10mm,尺寸線超出尺寸界限2mm~3mm,尺寸數字一般為3.5號字,箭頭長5mm,箭頭尾部寬1mm。
(3)常用的尺寸注法
1)線性尺寸數字通常寫在尺寸線的上方或中斷處,尺寸數字應按圖1—14所示的方向注寫,並儘可能避免在圖示30°範圍內標註尺寸,當無法避免時應引出標註。對於非水平方向上的尺寸,其數字方向也可水平地注寫在尺寸線的中斷處。另外尺寸數字不允許被任何圖線所通過,否則,需要將圖線斷開。
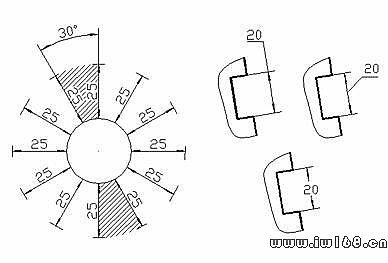
圖1—14 線性尺寸數字的方向
2)角度的數字一律寫成水平方向,一般注寫在尺寸線的中斷處,也可寫在尺寸線的上方,或引出標註,如圖1—15所示。
圖15 角度的數字注寫方法
3)尺寸標註中的符號
圓心角大於180°時,要標註圓的直徑,且尺寸數字前加“φ”;圓心角小於等於180°時,要標註圓的半徑,且尺寸數字前加“R”;標註球面直徑或半徑尺寸時,應在符號φ或R前再加符號“S”,如圖1—16所示。
圖1—16 直徑和半徑符號
4)對稱圖形的尺寸注法見圖1—16所示。
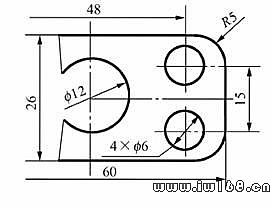
圖1—16 對稱圖形的尺寸標註
5)在同一圖形中,對於尺寸相同的孔、槽等成組要素,可僅在一個要素上標註其數量和尺寸,均勻分佈在圓上的孔可在尺寸數字后加註“EQS'表示均勻分佈,如圖1—17所示。
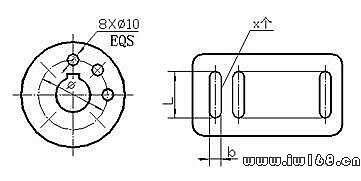
圖1—17 同要素的尺寸標註
6)小尺寸的注法
在沒有足夠的空間位置畫箭頭或注寫尺寸數字時,允許將箭頭或數字布置在圖形的外面。標註一連串小尺寸時,可以用小圓點代替箭頭,但兩端箭頭仍要畫出。見圖1—18所示。
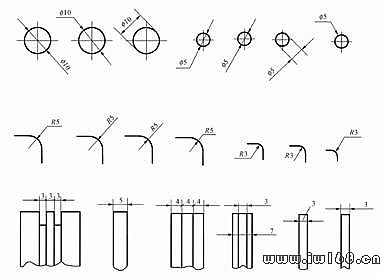
圖1—18 小尺寸的標註方法
(二)手工繪圖工具和儀器的使用
1.圖板、丁字尺、三角板(見圖1—19所示)
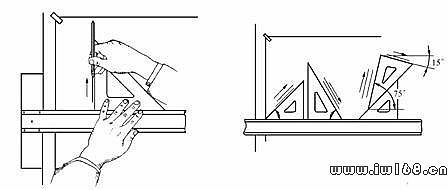
圖1—19 圖板、丁字尺、三角板的使用示例
2.繪圖鉛筆
繪圖鉛筆上標有“B”、“H”字母,其含義:B前數字越大,表明鉛芯越軟;H前數字越大,表明鉛芯越硬。
(1)繪圖工具粗實線鉛筆的修理
粗實線是圖樣中最重要的圖線,為了把粗實線畫的均勻整齊,關鍵是正確的修理和使用鉛筆,繪製粗實線的鉛筆以HB或B的鉛筆為宜。將鉛芯修理成長方體形,使用時用矩形的短棱和紙面接觸,長方體鉛芯的寬側面和丁字尺或三角板的導向棱面貼緊,用力要均勻,速度要慢,一遍畫不黑可重複運筆。如圖1—20所示。
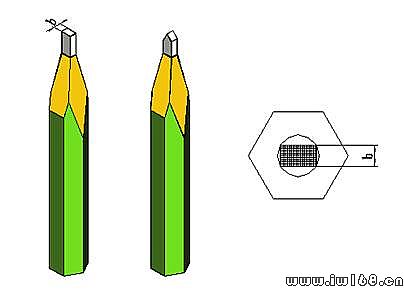
圖1—20 粗實線鉛筆的修理和使用
(2)細實線鉛筆的修理和使用
畫細實線、虛線、點畫線等細線所用的鉛筆牌號為H或2H,將鉛芯修理成圓錐形,如圖1—21所示。當鉛芯磨禿后要及時修理,不要湊合著畫。繪製虛線和點畫線時,初學者要數丁字尺或三角板上的毫米數,這樣經過一段時間的練習后,畫出的虛線或點畫線的線段長才能整齊相等。
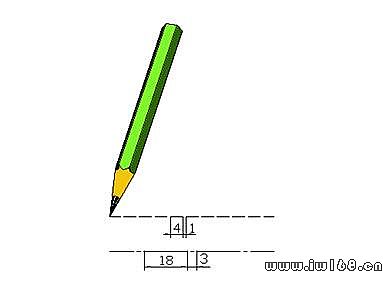
圖1—21 細實線鉛筆的修理和使用
(3)粗實線鉛芯的修理和使用
用在圓規上畫粗實線圓所用的鉛芯為B,甚至是2B的鉛芯,修理成如圖1—22所示的形狀。使用時要調整圓規腿的關節,使鉛芯和紙面垂直側棱和紙面均勻接觸,畫圓時用力要均勻,速度要慢,一遍畫不黑可反方向重複一遍。
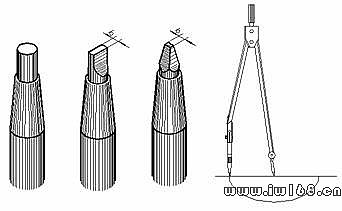
圖1—22 圓規上所用的鉛芯的修磨形式
(4)圓規的使用
圓規的使用見圖1—23所示,a將針尖放在圓心位置;b圓規針肩台與鉛芯平齊;c按順時針方向旋轉。
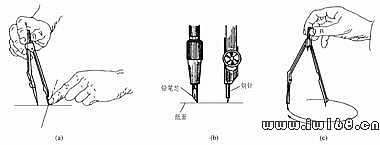
圖1—23 圓規的使用方法
(5)分規的使用
分規的使用見圖1—24所示,a分規針尖對齊;b量取尺寸;c等分線段。
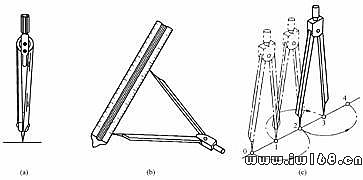
圖1—24 分規的使用