1.1 軸類零件加工的工藝分析
(1)軸類零件加工的工藝路線
1)基本加工路線
外圓加工的方法很多,基本加工路線可歸納為四條。
① 粗車—半精車—精車
對於一般常用材料,這是外圓表面加工採用的最主要的工藝路線。
② 粗車—半精車—粗磨—精磨
對於黑色金屬材料,精度要求高和表面粗糙度值要求較小、零件需要淬硬時,其後續工序只能用磨削而採用的加工路線。
③ 粗車—半精車—精車—金剛石車
對於有色金屬,用磨削加工通常不易得到所要求的表面粗糙度,因為有色金屬一般比較軟,容易堵塞沙粒間的空隙,因此其最終工序多用精車和金剛石車。
④ 粗車—半精—粗磨—精磨—光整加工
對於黑色金屬材料的淬硬零件,精度要求高和表面粗糙度值要求很小,常用此加工路線。
2)典型加工工藝路線
軸類零件的主要加工表面是外圓表面,也還有常見的特特形表面,因此針對各種精度等級和表面粗糙度要求,按經濟精度選擇加工方法。
對普通精度的軸類零件加工,其典型的工藝路線如下:
毛坯及其熱處理—預加工—車削外圓—銑鍵槽—(花鍵槽、溝槽)—熱處理—磨削—終檢。
(1)軸類零件的預加工
軸類零件的預加工是指加工的準備工序,即車削外圓之前的工藝。
校直 毛坯在製造、運輸和保管過程中,常會發生彎曲變形,為保證加工余量的均勻及裝夾可靠,一般冷態下在各種壓力機或校值機上進行校值,
(2) 軸類零件加工的定位基準和裝夾
1) 以工件的中心孔定位 在軸的加工中,零件各外圓表面,錐孔、螺紋表面的同軸度,端面對旋轉軸線的垂直度是其相互位置精度的主要項目,這些表面的設計基準一般都是軸的中心線,若 用兩中心孔定位,符合基準重合的原則。中心孔不僅是車削時的定為基準,也是其它加工工序的定位基準和檢驗基準,又符合基準統一原則。當採用兩中心孔定位 時,還能夠最大限度地在一次裝夾中加工出多個外圓和端面。
2) 以外圓和中心孔作為定位基準(一夾一頂) 用兩中心孔定位雖然定心精度高,但剛性差,尤其是加工較重的工件時不夠穩固,切削用量也不能太大。粗加工時,為了提高零件的剛度,可採用軸的外圓表面和一 中心孔作為定位基準來加工。這種定位方法能承受較大的切削力矩,是軸類零件最常見的一種定位方法。
3) 以兩外圓表面作為定位基準 在加工空心軸的內孔時,(例如:機床上莫氏錐度的內孔加工),不能採用中心孔作為定位基準,可用軸的兩外圓表面作為定位基準。當工件是機床主軸時,常以兩 支撐軸頸(裝配基準)為定位基準,可保證錐孔相對支撐軸頸的同軸度要求,消除基準不重合而引起的誤差。
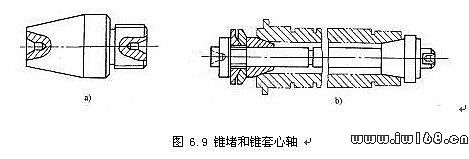
4)以帶有中心孔的錐堵作為定位基準 在加工空心軸的外圓表面時,往往還採用代中心孔的錐堵或錐套心軸作為定位基準,見圖6.9所示。
錐 堵或錐套心軸應具有較高的精度,錐堵和錐套心軸上的中心孔即是其本身製造的定位基準,又是空心軸外圓精加工的基準。因此必須保證錐堵或錐套心軸上錐面與中 心孔有較高的同軸度。在裝夾中應盡量減少錐堵的安裝此書,減少重複安裝誤差。實際生產中,錐堵安裝后,中途加工一般不得拆下和更換,直至加工完畢。