第一章金屬切削知識
1.1 切削運動和切削用量
1.1.1 切削運動
在金屬切削加工時,為了切除工件上多餘的材料,形成工件要求的合格表面,刀具和工件間須完成一定的相對運動,即切削運動。切削運動按其所起的作用不同,可分為主運動和進給運動,如圖1—1所示。
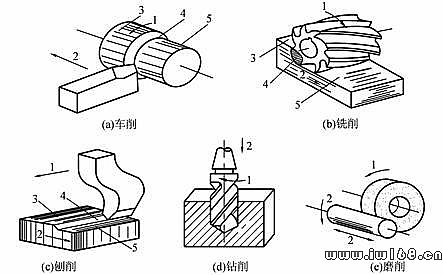
圖1—1 主運動和進給運動
a) 車削 b)銑削 c)刨削 d)鑽削 e)磨削
1—主運動
2—進給運動
3—待加工表面
4—加工表面
5—已加工表面
1.主運動
在切削加工中起主要的、消耗動力最多的運動為主運動。它是切除工件上多餘金屬層所必須的運動。車削時主運動是工件的旋轉運動;銑削和鑽削時主運動是刀具的旋轉運動;磨削時主運動是磨輪的旋轉運動;刨削時主運動是刀具(牛頭刨)或工件(龍門刨床)的往複直線運動等。一般切削加工中主運動只有一個。
2. 進給運動
在切削加工中為使金屬層不斷投入切削,保持切削連續進行,而附加的刀具與工件之間的相對運動稱為進給運動。進給運動可以是一個或多個。車削時進給運動是刀具的移動;銑削時進給運動是工件的移動;鑽削時進給運動是鑽頭沿其軸線方向的移動;內、外圓磨削時進給運動是工件的旋轉運動和移動等。
3. 切削層
切削層是指切削時刀具切過工件一個單程所切除的工件材料層。如圖1—2所示,在加工外圓時,工件旋轉一周,刀具從位置Ⅰ移到位置Ⅱ。切下的Ⅰ與Ⅱ之間工件材料層。圖中ABCE稱為切削層公稱橫截面積。
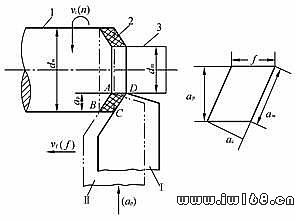
圖1—2 切削層要素
1—待加工表面
2—過渡表面
3—已加工表面
1.1.2 切削用量
在切削加工中切削速度、進給量和背吃刀量(切削深度)總稱為切削用量。它表示主運動和進給運動量。
1.切削速度
刀具切削刃上選定點相對工件主運動的瞬時線速度稱為切削速度,用vc表示,單位為m/s或m/min。當主運動是旋轉運動時,切削速度計算公式為:
(1.1)
式中 d──工件加工表面或刀具選定點的旋轉直徑,單位為mm;
n──主運動的轉速,單位為r/s或r/min。
2.進給量
工件或刀具每轉一周,刀具在進給方向上相對工件的位移量,稱為每轉進給量,簡稱進給量,用f表示,單位為mm/r。
單位時間內刀具在進給運動方向上相對工件的位移量,稱為進給速度,用vf表示,單位為mm/s或m/min。
當主運動為旋轉運動時,進給量f與進給速度vf之間的關係為:
vf =fn (1.2)
當主運動是往複直線運動時,進給量為每往複一次的進給量。
3.背吃刀量(切削深度)
工件已加工表面和待加工表面之間的垂直距離,稱為背吃刀量,用ap表示,單位為mm。
車外圓時背吃刀量ap為:
 (1.3)
(1.3)
式中:dm──已加工表面直徑,單位為mm。
dw──待加工表面直徑,單位為mm。
4.合成切削速度
主運動與進給運動合成的運動稱為合成切削運動。切削刃選定點相對工件合成切削運動的瞬時速度稱為合成切削速度。如圖1—3所示。
Ve = VC + Vf (1.4)
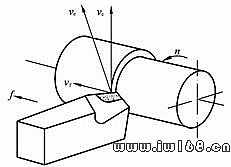
圖1—3車外圓時合成切削運動
1.2 刀具幾何角度
任何刀具都由刀頭和刀柄兩部分構成。刀頭用於切削,刀柄用於裝夾。雖然用於切削加工的刀具種類繁多,但刀具切削部分的組成確有共同點。車刀的切削部分可看作是各種刀具切削部分最基本的形態。如圖1—4所示。
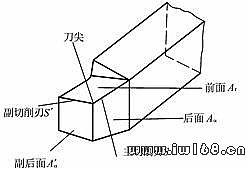
圖1—4 車刀切削部分的結構
1.2.1 刀具切削部分的構成要素
刀具切削部分主要由刀面和切削刃兩部分構成。刀面用字母A與下角標組成的符號標記,切削刃用字母S標記,副切削刃及相關的刀面標記在右上角加一撇以示區別。
⑴前面(前刀面)Ar:刀具上切屑流出的表面;
⑵後面(后刀面)Aα:刀具上與工件新形成的過渡表面相對的刀面;
⑶副後面(副后刀面)Aα′:刀具上與工件新形成的過渡表面相對的刀面;
⑷主切削刃S:前面與後面形成的交線,在切削中承擔主要的切削任務;
⑸副切削刃S′:前面與副後面形成的交線,它參與部分的切削任務;
⑹刀尖:主切削刃與副切削刃匯交的交點或一小段切削刃。
1.2.2 刀具角度參考平面與刀具角度參考系
為了保證切削加工的順利進行,獲得合格的加工表面,所用刀具的切削部分必須具有合理的幾何形狀。刀具角度是用來確定刀具切削部分幾何形狀的重要參數。
為了描述刀具幾何角度的大小及其空間的相對位置,可以利用正投影原理,採用多面投影的方法來表示。用來確定刀具角度的投影體系,稱為刀具角度參考系,參考系中的投影面稱為刀具角度參考平面。
用來確定刀具角度的參考系有兩類:一類為刀具角度靜止參考系,它是刀具設計時標註、刃磨和測量的基準,用此定義的刀具角度稱為刀具標註角度;另一類為刀具角度工作參考系,它是確定刀具切削工作時角度的基準,用此定義的刀具角度稱為刀具的工作角度。
1. 刀具角度參考平面
用於構成刀具角度的參考平面主要有:基面、切削平面、正交平面、法平面、假定工作平面和背平面,如圖1—5所示。
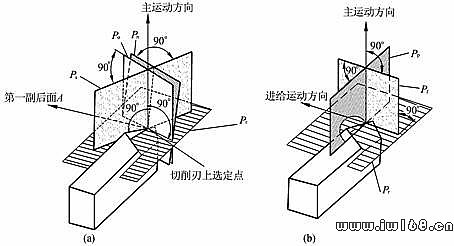
圖1—5 刀具角度的參考平面
⑴ 基面Pr:過切削刃選定點,垂直於主運動方向的平面。通常,它平行(或垂直)於刀具上的安裝面(或軸線)的平面。例如:普通車刀的基面Pr,可理解為平行於刀具的底面;
⑵ 切削平面Ps:過切削刃選定點,與切削刃相切,並垂直於基面Pr的平面。它也是切削刃與切削速度方向構成的平面;
⑶ 正交平面Po:過切削刃選定點,同時垂直於基面Pr與切削平面Ps的平面;
⑷ 法平面Pn:過切削刃選定點,並垂直於切削刃的平面;
⑸ 假定工作平面Pf:過切削刃選定點,平行於假定進給運動方向,並垂直於基面Pr的平面;
⑹ 背平面Pp:過切削刃選定點,同時垂直於假定工作平面Pf與基面Pr的平面。
2.刀具角度參考系
刀具標註角度的參考系主要有三種:即正交平面參考系、法平面參考系和假定工作平面參考系。
⑴ 即正交平面參考系:由基面Pr、切削平面Ps和正平面Po構成的空間三面投影體系稱為正交平面參考系。由於該參考系中三個投影面均相互垂直,符合空間三維平面直角坐標系的條件,所以,該參考系是刀具標註角度最常用的參考系。
⑵ 法平面參考系:由基面Pr、切削平面Ps和法平面Pn構成的空間三面投影體系稱為法平面參考系。
⑶ 假定工作平面參考系:由基面Pr、假定工作平面Pf和背平面Pp構成的空間三面投影體系稱為假定工作平面參考系。
1.2.3 刀具的標註角度
描述刀具的幾何形狀除必要的尺寸外,主要使用的是刀具角度。刀具標註角度主要有四種類型,即前角、后角、偏角和傾角。
1.正交平面參考系中的刀具標註角度
如圖1—6所示,在正交平面參考系中,刀具標註角度分別標註在構成參考系的三個切削平面上。
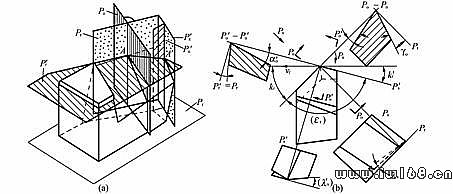
圖1—6 正交平面參考系刀具標註角度
在基面Pr上刀具標註角度有:
主偏角κr──主切削平面Ps與假定工作平面Pf間的夾角;
副偏角κr′──副切削平面Ps′與假定工作平面Pf間的夾角。
在切削平面Ps上刀具標註角度有:
刃傾角λs──主切削刃S與基面Pr間的夾角。刃傾角λs有正負之分,當刀尖處於切削刃最高點時為正,反之為負。
在正平面Po上刀具標註角度有:
前角γO──前面Ar與基面Pr間的夾角。前角γO有正負之分,當前面Ar與切削平面Ps間的夾角小於900時,取正號;大於900時,則取負號;
后角αO──後面Aα與切削平面Ps間的夾角。
以上五個角度κr、κr′、λs、γO、αO為車刀的基本標註角度。在此,κr、λs確定了主切削刃S的空間位置,κr′、λs′確定了副切削刃S′的空間位置;γO、αO則確定了前面Ar和後面Aα的空間位置,γO′、αO′則確定了副前面Ar′和副後面Aα′的空間位置。
此外,還有以下派生角度:
刀尖角εr──在基面Pr內測量的主切削平面Ps與副切削平面Ps′間的夾角,εr=1800-(κr+κr′);
余偏角ψr──在基面Pr內測量的主切削平面Ps與背平面PP間的夾角,ψr=900-κr;
楔角βO──在正平面Po內測量的前面Ar與後面Aα間的夾角,βO=900-(γO+αO)。
2.其它參考系刀具標註角度
在法平面Pn內測量的前、后角稱為法前角和法后角,如圖1—7所示。
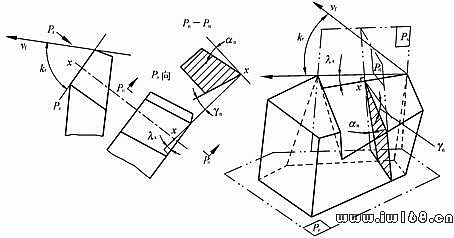
圖1—7法平面參考系刀具標註角度
在假定工作平面Pf和背平面Pp中測量的刀具角度有:?惹敖?i>γf、?群蠼?alpha;f、背前角γp和背後角αp。如圖1—8所示。
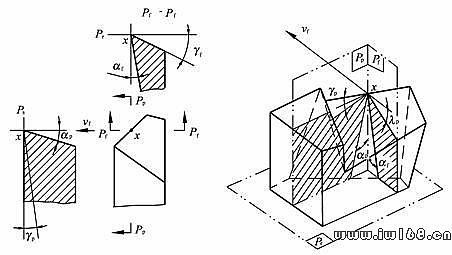
圖1—8 假定工作平面參考系刀具標註角度
上述各參考系平面及角度的定義歸納在表1—1中。
表1—1刀具各參考系與刀具角度定義
| 刀具組成 | 標註參考系 | 刀具角度定義 | ||||||
| 切削刃 | 相關刀面 | 代號 | 組成平面 | 特徵 | 符號 | 名稱 | 構成平面 | 測量平面 |
| S | Aγ Aα | Po | Pr | ⊥υc | γo | 前角 | Ar、Pr | Po |
| αo | 后角 | Aα、Ps | ||||||
| Ps | ⊥Pr與S相切 | |||||||
| κr | 主偏角 | Ps、Pf | Pr | |||||
| Po | ⊥Pr⊥Ps | |||||||
| λs | 刃傾角 | Aγ、Pr | Ps | |||||
| Pn | Pr | ⊥υc | γn | 法前角 | Aγ、Pr | Pn | ||
| αn | 法后角 | Aα、Ps | ||||||
| Ps | ⊥Pr與S相切 | |||||||
| κr | 主偏角 | 同Po系 | ||||||
| Pn | ⊥S | |||||||
| λs | 刃傾角 | |||||||
| Pf | Pr | ⊥υc | γf | 側前角 | Aγ、Pr | Pf | ||
| γp | 背前角 | Pp | ||||||
| Pf | ∥υf、⊥Pr | |||||||
| αf | 側后角 | Aα、Ps | Pf | |||||
| Pp | ⊥Pr、⊥Pf | |||||||
| αp | 背後角 | Pp | ||||||
1.2.4 刀具工作角度
上述刀具角度是在忽略進給運動條件及刀具安裝誤差等因素影響情況下給出的。實際上,刀具在使用中,應考慮合成運動和實際安裝情況。按照刀具工作的實際情況,所確定的刀具角度參考系稱刀具工作角度參考系,在刀具工作角度參考系中標註的刀具角度稱刀具工作角度。
通常進給運動在合成切削運動中起的作用很小,在一般安裝條件下,可用標註角度代替工作角度。只有在進給運動和刀具安裝對工作角度產生較大影響時,才需計算工作角度。
1.進給運動對刀具工作角度的影響(橫車時)
切斷刀切斷工件時的情況如圖1—9所示。
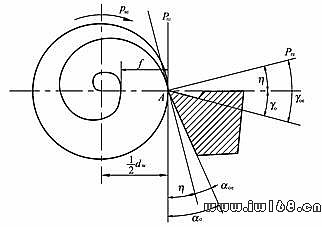
圖1—9 橫向進給運動對刀具工作角度的影響
當考慮進給運動時,切削刃上A點的運動軌跡是一條阿基米德螺旋線,實際切削平面Pse為過A點且切於螺旋線的平面,實際基面Pre為過A點與Pse垂直的平面,在實際測量平面內的前、后角分別稱為工作前角γoe和工作后角αoe,其大小為:
γoe=γo+η (1.5)
αoe=αo-η
(1.6)
η=arctan (1.7)
式中 η──合成切削速度角,是主運動方向與合成切削速度方向的夾角;
f──刀具相對工件的橫向進給量mm/r;
dw──切削刃上選定點A處的工件直徑mm。
不難看出,切削刃越接近工件中心,dw值越小,η值越大,γoe越大,而αoe越小,甚至變為零或副值,對刀具的工作越不利。
2.刀尖位置高低對工作角度的影響
安裝時,刀尖不一定在機床中心高度上。如刀尖高於機床中心高度,如圖1—10所示。
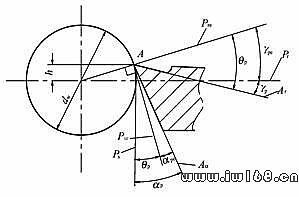
圖1—10 刀尖位置高時的刀具工作角度
此時選定點A的基面和切削平面已變為過A點的徑向平面Pre和與之垂直的切平面Pse,其工作前角和后角分別為γpe、αpe。可見刀具工作前角γpe比標註前角γp增大了,工作后角αpe比標註后角αp減小了。其關係為:
γpe=γp+θp (1.8)
αpe=αp-θp (1.9)
θp=arctan (1.10)
式中 θp──刀尖位置變化引起前後角的變化值(弧度);
h ──刀尖高於機床中心線的數值mm;
dw──工件直徑mm。
1.3 金屬切削過程
金屬切削過程是指從工件表面切除多餘金屬形成已加工表面的過程。在切削過程中,工件受到刀具的推擠,通常會產生變形,形成切屑。伴隨著切屑的形成,將產生切削力、切削熱、刀具磨損、積屑瘤和加工硬化等現象,這些現象將影響到工件的加工質量和生產效率等,因此有必要對其變形過程加以研究,找到其規律,以便提高加工質量和生產效率。
1.3.1 切削變形
1.切屑的形成過程
切屑是被切材料受到刀具前刀面的推擠,沿著某一斜面剪切滑移形成的,如圖1—11所示。
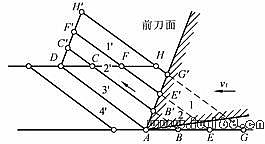
圖1—11 切削過程示意圖
圖中未變形的切削層AGHD可看成是由許多個平行四邊形組成的,如ABCD、BEFC、EGHF…。當這些平行四邊形扁塊受到前刀面的推擠時,便沿著BC方向向斜上方滑移,形成另一些扁塊,即ABCD→AB′C′D 、BEFC→B′E′F′C′、EGHF→E′G′H′F…。由此可以看出,切削層不是由刀具切削刃削下來的或劈開來的,而是靠前刀面的推擠,滑移而成的。
2.切削過程變形區的劃分
切削過程的實際情況要比前述的情況複雜得多。這是因為切削層金屬受到刀具刀前刀面的推擠產生剪切滑移變形后,還要繼續沿著前刀面流出變成切屑。在這個過程中,切削層金屬要產生一系列變形,通常將其劃分為三個變形區,如圖1—12所示。
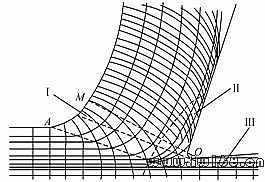
圖1—12 剪切滑移線與三個變形區示意圖
圖中Ⅰ(AOM)為第一變形區。在第一變形區內,當刀具和工件開始接觸時,材料內部產生應力和彈性變形,隨著切削刃和前刀面對工件材料的擠壓作用加強,工件材料內部的應力和變形逐漸增大,當切應力達到材料的屈服強度時,材料將沿著與走刀方向成450的剪切面滑移,即產生塑性變形,切應力隨著滑移量增加而增加,當切應力超過材料的強度極限時,切削層金屬便與材料基體分離,從而形成切屑沿前刀面流出。由此可以看出,第一變形區變形的主要特徵是沿滑移面的剪切變形,以及隨之產生的加工硬化。
實驗證明,在一般切削速度下,第一變形區的寬度僅為0.02 mm~0.2mm,切削速度越高,其寬度越小,故可看成一個平面,稱剪切面。這種單一的剪切面切削模型雖不能完全反映塑性變形的本質,但簡單實用,因而在切削理論研究和實踐中應用較廣。
圖中Ⅱ為第二變形區。切屑底層(與前刀面接觸層)在沿前刀面流動過程中受到前刀面的進一步擠壓與摩擦,使靠近前刀面處金屬纖維化,即產生了第二次變形,變形方向基本上與前刀面平行。
圖中Ⅲ為第三變形區。此變形區位於后刀面與已加工表面之間,切削刃鈍圓部分及后刀面對已加工表面進行擠壓,使已加工表面產生變形,造成纖維化和加工硬化。
3. 切屑類型及控制
由於工件材料性質和切削條件不同,切削層變形程度也不同,因而產生的切屑形態也多種多樣。歸納起來主要有以下四種類型,如圖1—13所示。
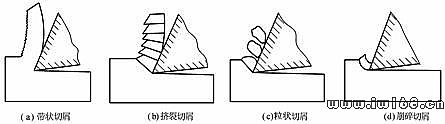
圖1—13 切屑類型
⑴ 帶狀切削:如圖1—13a所示。切屑延續成較長的帶狀,這是一種最常見的切屑形狀。一般情況下,當加工塑性材料,切削厚度較小,切削速度較高,刀具前角較大時,往往會得到此類屑型。此類屑型底層表面光華,上層表面毛茸;切削過程較平穩,已加工表面粗糙度值較小。
⑵ 節狀切屑:如圖1—13b所示。切屑底層表面有裂紋,上層表面呈鋸齒形。大多在加工塑性材料,切削速度較低,切削厚度較大,刀具前角較小時,容易得到此類屑型。
⑶ 粒狀切屑:如圖1—13c所示。當切削塑性材料,剪切面上剪切應力超過工件材料破裂強度時,擠裂切屑便被切離成粒狀切屑。切削時採用較小的前角或負前角、切削速度較低、進給量較大,易產生此類屑型。
以上三種切屑均是切削塑性材料時得到的,只要改變切削條件,三種切屑形態是可以相互轉化的。
⑷ 崩碎切屑:如圖1—13d所示。在加工鑄鐵等脆性材料時,由於材料抗拉強度較低,刀具切入后,切削層金屬只經受較小的塑性變形就被擠裂,或在拉應力狀態下脆斷,形成不規則的碎塊狀切削。工件材料越脆、切削厚度越大、刀具前角於小,越容易產生這種切屑。
實踐表明,形成帶狀切屑時產生的切削力較小、較穩定,加工表面的粗糙度較小;形成節狀、粒狀切屑時的切削力變化較大,加工表面的粗糙度增大;在崩碎切屑時產生的切削力雖然較小,但具有較大的衝擊振動,切屑在加工表面上不規則崩落,加工后表面較粗糙。
4. 前刀面上的摩擦與積屑瘤現象
⑴ 前刀面上的摩擦特性
切屑從工件上分離流出時與前刀面接觸產生摩擦,接觸長度lf如圖1—14所示。在近切削刃長度lf1內,由於摩擦與擠壓作用產生高溫和高壓,使切屑底面與前面的接觸面之間形成粘結,亦稱冷焊,粘結區或稱冷焊區內的摩擦屬於內摩擦,是前面摩擦的主要區域。在內摩擦區外的長度lf2內的摩擦為外摩擦。

圖1—14 刀—屑接觸面上的摩擦特性
內摩擦力使粘結材料較軟的一方產生剪切滑移,使得切屑底層很薄的一層金屬晶粒出現拉長的現象。由於摩擦對切削變形、刀具壽命和加工表面質量有很大影響,因此,在生產中常採用減小切削力、縮短刀—屑接觸長度、降低加工材料屈服強度、選用摩擦係數小的刀具材料、提到刀面刃磨質量和澆注切削液等方法,來減小摩擦。
⑵ 積屑瘤現象
在切削塑性材料時,如果前刀面上的摩擦係數較大,切削速度不高又能形成帶狀切屑的情況下,常常會在切削刃上粘附一個硬度很高的鼻型或楔型硬塊,稱為積屑瘤。如圖1—15所示,積屑瘤包圍著刃口,將前刀面與切屑隔開,其硬度是工件材料的2~3倍,可以代替刀刃進行切削,起到增大刀具前角和保護切削刃的作用。
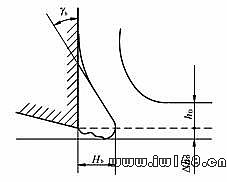
圖1—15 積屑瘤
積屑瘤的成因,目前尚有不同的解釋,通常認為是切屑底層金屬在高溫、高壓作用下在刀具前表面上粘結並不斷層積的結果。當積屑瘤層積到足夠大時,受摩擦力的作用會產生脫落,因此,積屑瘤的產生與大小是周期性變化的。積屑瘤的周期性變化對工件的尺寸精度和表面質量影響較大,所以,在精加工時應避免積屑瘤的產生。
通過切削實驗和生產實踐表明,在中溫情況下切削中碳鋼,溫度在300~380C0時,積屑瘤的高度最大,溫度在500~600C0時積屑瘤消失。
5. 響切削變形的因素
響切削變形的因素很多,但歸納起來主要有四個方面:即工件材料、刀具前角、切削速度和進給量。
⑴ 工件材料 工件材料的強度和硬度越高,則摩擦係數越小,變形越小。因為材料的強度和硬度增大時,前刀面上的法嚮應力增大,摩擦係數減小,使剪切角增大,變形減小。
⑵ 刀具前角 刀具前角越大,切削刃越鋒利,前刀面對切削層的擠壓作用越小,則切削變形越小。
⑶ 切削速度 在切削塑性材料時,切削速度對切削變形的影響比較複雜,如圖1—16所示。在有積屑瘤的切削範圍內(vC≤400m/min),切削速度通過積屑瘤來影響切屑變形。在積屑瘤增長階段,切削速度增大,積屑瘤高度增大,實際前角增大,從而使切削變形減少;在積屑瘤消退階段中,切削速度增大,積屑瘤高度減小,實際前角減小,切削變形隨之增大。積屑瘤最大時切削變形達最小值,積屑瘤消失時切削變形達最大值。
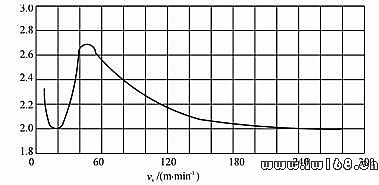
圖1—16 切削速度對切削變形的影響
在無有積屑瘤的切削範圍內,切削速度越大,則切削變形越小。這有兩方面原因:一方面是由於切削速度越高,切削溫度越高,摩擦係數降低,使剪切角增大,切削變形減小;另一方面,切削速度增高時,金屬流動速度大於塑性變形速度,使切削層金屬尚未充分變形,就已從刀具前刀面流出成為切屑,從而使第一變形區后移,剪切角增大,切削變形進一步減小。
⑷ 進給量 進給量對切削速度的影響是通過摩擦係數影響的。進給量增加,作用在前刀面上的法向力增大,摩擦係數減小,從而使摩擦角減小,剪切角增大,因此切削變形減小。
切削力是被加工材
料抵抗刀具切入所產生的阻力。它是影響工藝系統強度、剛度和加工工件質量的重要因素。是設計機床、刀具和夾具、計算切削動力消耗的主要依據。
1. 切削力的來源、合力與分力
刀具在切削工件時,由於切屑與工件內部產生彈、塑性變形抗力,切屑與工件對刀具產生摩擦阻力,形成了作用在刀具上的合力F,如圖1—17所示,在切削時合力F作用在近切削刃空間某方向,由於大小與方向都不易確定,因此,為便於測量、計算和反映實際作用的需要,常將合力F分解為三個分力。
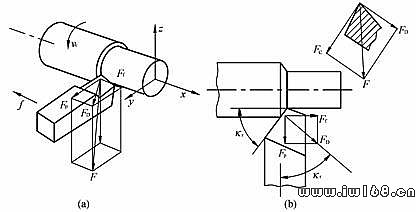
圖1—17 切削時切削合力及其分力
切削力Fc(主切削力Fz)──在主運動方向上分力;
背向力Fp(切深抗力Fy)──在垂直於工作平面上分力;
進給力Ff(進給抗力Fx)──在進給運動方向上。
背向力Fp與進給力Ff也是推力FD的合力,推力FD是作用在切削層平面上且垂直於主切削刃。
合力F、推力FD與各分力之間關係:

(1.11)

(1.12)
式1—12表明,當κr=00時,Fp≈FD、Ff ≈0;當κr=900時,Fp≈0、Ff ≈FD ,各分力的大小對切削過程會產生明顯不同的作用。
根據實驗,當κr=450、γo=150、λs=00時,各分力間近似關係為:
Fc∶Fp∶Ff=1∶(0.4~0.5)∶(0.3~0.4)
其中Fc總是最大。
2. 切削功率
在切削過程中消耗的功率叫切削功率Pc,單位為kw,它是Fc、Fp、Ff在切削過程中單位時間內所消耗的功的總和。一般來說,Fp和Ff相對Fc所消耗的功率很小,可以略去不計,於是
Pc=FcvC
(1.13)
式中 vC──主運動的切削速度。
計算切削功率Pc是為了核算加工成本和計算能量消耗,並在設計機床時根據它來選擇機床電機功率。機床電機的功率PE可按下式計算
 (1.14)
(1.14)
式中 ηc──機床傳動效率,一般取ηc=0.75~0.85。
3.影響切削力的主要因素
凡影響切削過程變形和摩擦的因素均影響切削力,其中主要包括:工件材料、切削用量和刀具幾何參數等三個方面。
⑴ 工件材料
工件材料是通過材料的剪切屈服強度、塑性變形程度與刀具間的摩擦條件影響切削力的。
一般來說,材料的強度和硬度愈高,切削力愈大;這是因為,強度、硬度高的材料,切削時產生的抗力大,雖然它們的變形係數μ相對較小,但總體來看,切削力還是隨材料強度、硬度的增大而增大。在強度、硬度相近的材料總,塑性、刃性大的,或加工硬化嚴重的,切削力大。例如不鏽鋼1Cr18Ni9Ti與正火處理的45鋼強度和硬度基本相同,但不鏽鋼的塑性、刃性較大,其切削力比正火45鋼約高25%左右。加工鑄鐵等脆性材料時,切削層的塑性變形很小,加工硬化小,形成崩碎切屑,與前刀面的接觸面積小,摩擦力小,故切削力就比加工鋼小。
⑵ 切削用量
切削用量三要素對切削力均有一定的影響,但影響程度不同,其中背吃刀量ap和進給量f影響較明顯。若f不變,當ap增加一倍時,切削厚度aC不變,切削寬度aw增加一倍,因此,刀具上的負荷也增加一倍,即切削力增加約一倍;若ap不變,當f增加一倍時,切削寬度aw保持不變,切削厚度aC增加約一倍,在刀具刃圓半徑的作用下,切削力只增加68%~86%。可見在同樣切削麵積下,採用大的f較採用大的ap省力和節能。切削速度v對切削力的影響不大,當v>500m/min,切削塑性材料時,v增大,μ減小,切削溫度增高,使材料強度、硬度降低,剪切角增大,變形係數減小,使得切削力減小。
⑶ 刀具幾何參數
在刀具幾何參數中刀具的前角γo和主偏角κr對切削力的影響較明顯。當加工鋼時,γo增大,切削變形明顯減小,切削力減小的較多。κr適當增大,使切削厚度aC增加,單位面積上的切削力P減小。在
切削力不變的情況下,主偏角大小將影響背向力和進給力的分配比例,當κr增大,背向力FP減小,進給力Ff增加;當κr=900時,背向力FP=0,對防止車細長軸類零件減少彎曲變形和振動十分有利。
1.3.3 切削熱與切削溫度
切削熱和切削溫度是切削過程中產生的另一個物理現象。它對刀具的壽命、工件的加工精度和表面質量影響較大。
1.切削熱的產生和傳散
在切削加工中,切削變形與摩擦所消耗的能量幾乎全部轉換為熱能,即切削熱。切削熱通過切屑、刀具、工件和周圍介質(空氣或切削液)向外傳散,同時使切削區域的溫度升高。切削區域的溫度稱為切削溫度。
影響熱傳散的主要因素是工件和刀具材料的熱導率、加工方式和周圍介質的狀況。熱量傳散的比例與切削速度有關,切削速度增加時,由摩擦生成的熱量增多,但切屑帶走的熱量也增加,在刀具中熱量減少,在工件中熱量更少。所以高速切削時,切屑中溫度很高,在刀具和工件中溫度較低,這有利於切削加工順利進行。
2.影響切削溫度的主要因素
切削溫度的高低主要取決於:切削加工過程中產生熱量的多少和向外傳散的快慢。影響熱量產生和傳散的主要因素有:工件材料、切削用量、刀具幾何參數和切削液等。
⑴ 切削用量 當vC、、f和ap增加時,由於切削變形和摩擦所消耗的功增大,故切削溫度升高。其中切削速度vC影響最大,vC增加一倍,切削溫度約增加30%;進給量f的影響次之,f增加一倍,切削溫度約增加18%;背吃刀量ap影響最小,ap增加一倍,切削溫度約增加7%。上述影響規律的原因是,vC增加使摩擦生熱增多;f增加因切削變形增加較少,故熱量增加不多,此外,使刀—屑接觸面積增大,改善了散熱條件;ap增加使切削寬度增加,顯著增大了熱量的傳散面積。
切削用量對切削溫度的影響規律在切削加工中具有重要的實際意義。例如,分別增加vC、、f和ap均能使切削效率按比例提高,但為了減少刀具磨損、保持高的刀具壽命,減小對工件加工精度的影響,可先設法增大背吃刀量ap,其次增大進給量f;但是,在刀具材料與機床性能允許條件下,盡量提高切削速度vC,以進行高效率、高質量切削。
⑵ 工件材料 工件材料主要是通過硬度、強度和導熱係數影響切削溫度的。
加工低碳鋼,材料的強度和硬度低,導熱係數大,故產生的切削溫度低;加工高碳鋼,材料的強度和硬度高,導熱係數小,故產生的切削溫度高。例如,加工合金鋼產生的切削溫度比加工45鋼高30%;不鏽鋼的導熱係數比45鋼小3倍,故切削時產生的切削溫度高於45鋼40%;加工脆性金屬材料產生的變形和摩擦均較小,故切削時產生的切削溫度比45鋼低25%。
⑶ 刀具幾何參數 在刀具幾何參數中,影響切削溫度最明顯的因素是前角γo和主偏角κr,其次是刀尖圓弧半徑rε,
前角γo增大,切削變形和摩擦產生的熱量均較少,故切削溫度下降。但前角γo過大,散熱變差,使切削溫度升高,因此在一定條件下,均有一個產生最低切削溫度的最佳前角γo值。
主偏角κr減小,使切削變形和摩擦增加,切削熱增加,但κr減小后,因刀頭體積增大,切削寬度增大,故散熱條件改善。由於散熱起主要作用,故切削溫度下降。
增大刀尖圓弧半徑rε,選用負的刃傾角λs和磨製負倒棱均能增大散熱面積,降低切削溫度。
⑷ 切削液
使用切削液對降低切削溫度有明顯效果。切削液有兩個作用:一方面可以減小切屑與前刀面、工件與后刀面的摩擦;另一方面可以吸收切削熱。兩者均使切削溫度降低。但切削液對切削溫度的影響,與其導熱性能、比熱、流量、澆注方式以及本身的溫度有關。
1.3.4 刀具磨損與刀具壽命
切削時刀具在高溫條件下,受到工件、切屑的摩擦作用,刀具材料逐漸被磨耗或出現其它形式的損壞。刀具磨損將影響加工質量、生產率和加工成本。研究刀具磨損過程,防止刀具過早、過多磨損是切削加工中一個重要內容。
1.刀具磨損形式
刀具磨損形式可分為正常磨損和非正常磨損兩種形式。
⑴ 正常磨損 正常磨損是指隨著切削時間的增加,磨損逐漸擴大的磨損。磨損主要發生在前、后兩個刀面上。
1)前面磨損 在高溫、高壓條件下,切屑流出時與前面產生摩擦,在前面形成月牙窪磨損,磨損量通常用深度KT和寬度KB測量,如圖1—18a所示。
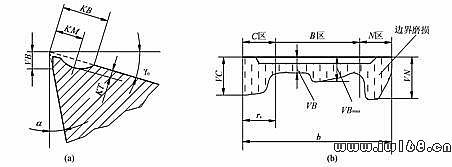
圖1—18 刀具的磨損形式
2)後面磨損 如圖1—18b所示,可將磨損劃分為三個區域。
刀尖磨損C區,在倒角刀尖附近,因強度低,溫度集中造成。磨損量VC;
中間磨損B區,在切削刃的中間位置,存在著均勻磨損量VB,局部出現最大磨損量VBmax;
邊界磨損N區,在切削刃與帶加工表面相交處,因高溫氧化,表面硬化層作用造成最大磨損量VNmax。
刀面磨損形式可隨切削條件變化而發生轉化,但在大多數情況下,刀具的後面都發生磨損,而且測量也比較方便,因此常以VB值表示刀面磨損程度。
⑵ 非正常磨損 非正常磨損亦稱破壞。常見形式有脆性破壞(如崩刃、碎斷、剝落、裂紋破壞等)和塑性破壞(如塑性流動等)。其原因主要是由於刀具材料選擇不合理,刀具結構、製造工藝不合理,刀具幾何參數不合理、切削用量選擇不當,刃磨和操作不當等原因造成。
2. 刀具磨損的原因
造成刀具磨損有以下幾種原因:
⑴ 磨粒磨損 在工件材料中含有氧化物、碳化物和氮化物等硬質點,在鑄、鍛工件表面存在著硬夾雜物,在切屑和工件表面粘附著硬的積屑瘤殘片,這些硬質點在切削時似同“磨粒”對刀具表面摩擦和刻劃,致使刀具表面磨損。
⑵ 粘結磨損 粘結磨損亦稱冷焊磨損。切削塑性材料時,在很大壓力和強烈摩擦作用下,切屑、工件與前、后刀面間的吸附膜被擠破,形成新的表面緊密接觸,因而發生粘結現象。刀具表面局部強度較低的微粒被切屑和工件帶走,這樣形成的磨損稱為粘結磨損。粘結磨損一般在中等偏低的切削速度下較嚴重。
⑶ 擴散磨損 在高溫作用下,工件與刀具材料中合金元素相互擴散,改變了原來刀具材料中化學成分的比值,使其性能下降,加快了刀具的磨損。因此,切削加工中選用的刀具材料,應具有高的化學穩定性。
⑷ 化學磨損 化學磨損亦稱氧化磨損。在一定溫度下,戴具材料與周圍介質起化學作用,在刀具表面形成一層硬度較低的化合物而被切屑帶走;或因刀具材料被某種介質腐蝕,造成刀具的化學磨損。
3. 刀具磨損過程
刀具的磨損過程一般分成三個階段,如圖1—19所示。
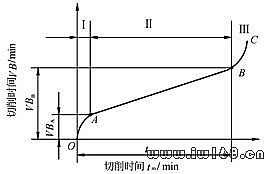
圖1—19 刀具磨損曲線
⑴ 初期磨損階段(OA段) 將新刃磨刀具表面存在的凸凹不平及殘留砂輪痕迹很快磨去。初期磨損量的大小,與刀具刃磨質量相關,一般經研磨過的刀具,初期磨損量較小。
⑵ 正常磨損階段(AB段) 經初期磨損后,刀面上的粗糙表面已被磨平,壓強減小,磨損比較均勻緩慢。后刀面上的磨損量將隨切削時間的延長而近似的成正比例增加。此階段是刀具的有效工作階段。
⑶ 急劇磨損階段(BC段) 當刀具磨損達到一定限度后,已加工表面粗糙度變差,摩擦加劇,切削力、切削溫度猛增,磨損速度增加很快,往往產生振動、雜訊等,致使刀具失去卻削能力。
因此,刀具應避免達到急劇磨損階段,在這個階段到來之前,就應更換新刀或新刃。
4. 刀具的磨鈍標準
刀具磨損到一定限度就不能繼續使用,這個磨損限度稱為磨鈍標準。國際標準ISO規定以1/2背吃刀量處后刀面上測定的磨損帶寬度VB值作為刀
具的磨鈍標準。
根據加工條件的不同,磨鈍標準應有變化。粗加工應取大值,工件剛性較好或加工大件時應取大值,反之應取小值。
自動化生產中的精加工刀具,常以沿工件徑向的刀具磨損量作為刀具的磨鈍標準,稱為刀具徑向磨損量NB值。
目前,在實際生產中,常根據切削時突然發生的現象,如振動產生、已加工表面質量變差、切屑顏色改變、切削雜訊明顯增加等來決定是否更換刀具。
5. 刀具壽命
刀具壽命是指一把新刀從開始切削直到磨損量達到磨鈍標準為止總的切削時間,或者說是刀具兩次刃磨之間總的切削時間,用T表示,單位為min。刀具總壽命應等於刀具耐用度乘以重磨次數。
 在工件材料、刀具材料和刀具幾何參數選定后,刀具耐用度由切削用量三要素來決定。刀具壽命T與切削用量三要素之間的關係可由下面經驗公式來確定:
在工件材料、刀具材料和刀具幾何參數選定后,刀具耐用度由切削用量三要素來決定。刀具壽命T與切削用量三要素之間的關係可由下面經驗公式來確定:
(1.15)
式中 CT──與刀具、工件材料,切削條件有關的係數;
m、n、p──壽命指數。分別表示切削用量三要素當vC、,f,ap對壽命T的影響程度。
參數CT,m,n,p均可由有關切削加工手冊中查得。例如,當用硬質合金車刀切削碳素鋼(σb=0.736Gpa)時,車削用量三要素(vC、,f,ap)與刀具壽命T之間的關係為
(1.16)
由上例可以看出:當其它條件不變,切削速度提高一倍時,壽命T將降低到原來的3%左右;若進給量提高一倍,其它條件不變時,壽命T則降低到原來的21%左右;若背吃刀量提高一倍,其它條件不變時,壽命T僅降低到原來的78%左右。由此不難看出,在切削用量三要素中,切削速度vC、對刀具壽命的影響最大,進給量f次之,背吃刀量ap影響最小。因此,在實際使用中,為使刀具壽命降低較少而又不影響生產率的前提下,應盡量選取較大的背吃刀量和較小的切削速度,進給量適中。
6. 合理壽命的選擇
由於切削用量與刀具壽命密切相關,那麼,在確定切削用量時,就應選擇合理的刀具壽命。但在實踐中,一般是先確定一個合理的刀具壽命T值,然後以它為依據選擇切削用量,並計算切削效率和核算生產成本。確定刀具合理壽命有兩種方法:即最高生產率壽命和最低生產成本壽命。
⑴ 最高生產率壽命TP 它是根據切削一個零件所花時間最少或在單位時間內加工出的零件數最多來確定。
切削用量三要素vC、、f和ap是影響刀具壽命的主要因素,也是影響生產率高低的決定性因素。提高切削用量,可縮短切削時間tm,從而提高生產效率,但容易使刀具磨損,降低刀具壽命,增加換刀、磨刀和裝刀等輔助時間,反而會降低生產率。
最高生產率壽命TP可用下面經驗公式確定

(1.17)
式中 tct──換一次刀所需的時間,單位為min;
m──切削速度對刀具壽命的影響係數。
⑵ 最低生產成本壽命TC 是根據加工零件的一道工序成本最低來確定的。
一般來說,刀具壽命越長,刀具磨刀及換刀等費用越少,但因延長刀具壽命需減小切削用量,降低切削效率,使經濟效益變差,同時,機動時間過長所需機床折舊費、消耗能量費用也增多。因此,在確定刀具壽命時應考慮生產成本對其的影響。
最低生產成本壽命TC可按下面經驗公式確定
(1.18)
式中 M──該工序單位時間內所分擔的全廠開支;
Ct──磨刀費用(包括刀具成本和折舊費)。
由於最低生產成本壽命TC高於最高生產率壽命TP,故生產中常採用最低生產成本壽命TC,只有當生產緊急需要時才採用最高生產率壽命TP。
1.4 刀具幾何參數的合理選擇
刀具的幾何參數除包括刀具的切削角度外,還包括刀面的形式,切削刃的形狀,刃區型式(切削刃區的剖面型式)等。刀具幾何參數對切削時金屬的變形,刀削力,切削溫度和刀具磨損都有顯著影響,從而影響生產率,刀具壽命,已加工表面質量和加工成本。為充分發揮刀具的切削性能,除應正確選用刀具材料外,還應合理選擇刀具幾何參數。
刀具的“合理”幾何參數,是指在保證加工質量的前提下,能夠獲得最高刀具壽命,從而能夠達到提高切削效率,降低生產成本的目的的幾何參數。這裡要注意區別“合理”與“能用”,應全面考慮,綜合分析。
1.4.1 前角的選擇
前角的大小決定切削刃的鋒利程度和強固程度。增大前角可使刀刃鋒利,使切削變形減小,切削力和切削溫度減小,可提高刀具壽命,並且,較大的前角還有利於排除切屑,使表面粗糙度減小。但是,增大前角會使刃口楔角減小,削弱刀刃的強度,同時,散熱條件惡化,使切削區溫度升高,導致刀具壽命降低,甚至造成崩刃。所以前角不能太小,也不能太大。故前角應有一合理值,即存在一個刀具壽命為最大的前角——合理前角γopt,如圖1—20所示。
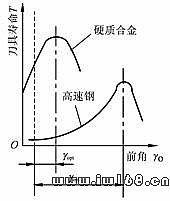
圖1—20 前角合理數值
刀具合理前角通常與工件材料、刀具材料、及加工要求有關。
首先,當工件材料的強度、硬度大時,為增加刃口強度,降低切削溫度,增加散熱體積,應選擇較小的前角;當材料的塑性較大時,為使變形減小,應選擇較大的前角;加工脆性材料,塑性變形很小,切屑為崩碎切屑,切削力集中在刀尖和刀刃附近,為增加刃口強度,宜選用較小的前角。通常加工鑄鐵γopt=50~150;加工鋼材γopt=100~200;加工紫銅γopt=250~350;加工鋁γopt=300~400。
其次,刀具材料的強度和韌性較高時可選擇較大的前角。如高速鋼強度高,韌性好;硬質合金脆性大,怕衝擊;而陶瓷刀應比硬質合金刀的合理前角還要小些。
此外,工件表面的加工要求不同,刀具所選擇的前角大小也不相同。粗加工時,為增加刀刃的強度,宜選用較小的前角;加工高強度鋼斷續切削時,為防止脆性材料的破損,常採用負前角;精加工時,為增加刀具的鋒利性,宜選擇較大前角;工藝系統剛性較差和機床功率不足時,為使切削力減小,減小振動、變形,故選擇較大的前角。
1.4.2 后角的選擇
刀具后角的作用是減小切削過程中刀具后刀面與工件切削表面之間的磨擦。后角增大,可減小后刀面的摩擦與磨損,刀具楔角減小,刀具變得鋒利,可切下很薄的切削層;在相同的磨損標準VB時,所磨去的金屬體積減小,使刀具壽命提高;但是后角太大,楔角減小,刃口強度減小,散熱體積減小,αo將使刀具壽命減小,故后角不能太大。因此,與前角一樣,有一個刀具耐用度最大的合理后角αopt,如圖1—21所示。
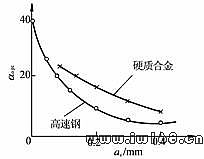
圖1—21 不同刀具材料的合理后角
刀具的合理后角的選擇主要依據切削厚度ac(或進給量f)的大小。ac增大,前刀面上的磨損量加大,為使楔角增大以增加散熱體積,提高刀具壽命,后角應小些;ac減小,磨損主要在後刀面上,為減小后刀面的磨損和增加切刃的鋒利程度,應使后角增大。一般車刀合理后角αopt與進給量f的關係為:f > 0.25mm/r,αopt=50~80;:f ≤ 0.25mm/r,αopt=100~120;
其次,刀具合理后角αopt取決於切削條件。一般原則是:
⑴ 材料較軟,塑性較大時,已加工表面易產生硬化,后刀面摩擦對刀具磨損和工件表面質量影響較大,應取較大的后角;當工件材料的強度或硬度較高時,為加強切削刃的強度,應選取較小的后角。
⑵ 切削工藝系統剛性較差時,易出現振動應使后角減小。
⑶ 對於向尺寸精度要求較高的刀具,應取較小的后角。這樣可使磨耗掉的金屬體積較多,刀具壽命增加。
⑷ 精加工時,因背吃刀量ap及進給量f較小。使得切削厚度較小,刀具磨損主要發生在後面,此時宜取較大的后角。粗加工或刀具承受衝擊載荷時,為使刃口強固,應
取較小后角。
⑸ 刀具的材料對后角的影響與前角相似。一般高速鋼刀具可比同類型的硬質合金刀具的后角大20~30。
⑹ 車刀的副后角一般與主后角數值相等。而有些刀具(如切斷刀)由於結構的限制,只能取得很小。
1.4.3 主偏角的選擇
主偏角κr的大小影響著切削力、切削熱和刀具壽命。當切削麵積Ac不變時,主偏角減小,使切削寬度aw增大,切削厚度ac減小,會使單位長度上切削刃的負荷減小。使刀具壽命增加;主偏角減小,刀尖角εr 增大,使刀尖強度增加,散熱體積增大,使刀具壽命提高;主偏角減小,可減少因切入衝擊而造成的刀尖損壞;減小主偏角可使工件表面殘留面積高度減小,使已加工表面粗糙度減小。但是,另一方面減小主偏角,將使徑向分力Fp增大,引起振動及增加工件撓度,這會使刀具壽命下降,已加工表面粗糙度增大及降低加工精度。主偏角還影響斷屑效果和排屑方向。增大主偏角,使切屑窄而厚,易折斷。對鑽頭而言,增大主偏角,有利於切屑沿軸向順利排出。因此,主偏角可根據不同加工條件和要求選擇使用,一般原則是:
(1)粗加工,半精加工和工藝系統剛性較差時,為減小振動提高刀具壽命,選擇較大的主偏角。
(2)加工很硬的材料時,為提高刀具壽命,選擇較小的主偏角。
(3)據工件已加工表面形狀選擇主偏角。如加工階梯軸時,選κr= 900;需450倒角時,選κr= 450等。
(4)有時考慮一刀多用,常選通用性較好的車刀,如κr=450或κr=900等。
1.4.4 副偏角的選擇
副偏角κr‘ 的作用是減小副切削刃和副后刀面與工件已加工表面間的磨擦。車刀副切削刃是形成已加工表面,副偏角對刀具耐用度和已加工表面粗糙度都有影響。副偏角減小,會使殘留面積高度減小,已加工表面粗糙度減小;同時,副偏角減小,使副后刀面與已加工表面間磨擦增加,徑向力增加,易出現振動。但是,副偏角太大,使刀尖強度下降,散熱體積減小,刀具壽命減小。AB′C′D
一般選取:精加工κr′ =50~100;粗加工κr′ =100~150。
有些刀具因受強度及結構限制(如切斷車刀),取κr′ =10~20。
1.4.5 刃傾角的選擇
刃傾角λs的作用是控制切屑流出的方向、影響刀頭強度和切削刃的鋒利程度。當刃傾角λs>00時,切屑流向待加工表面;λs=00時,切屑沿主剖面方向流出;λs<00時,切屑流向已加工表面如圖1—22所示。粗加工時宜選負刃傾角,以增加刀具的強度;在斷續切削時,負刃傾角有保護刀尖的作用,因此,當λs=00時,切削刃全長與工件同時接觸,因而衝擊較大;當λs>00時,刀尖首先接觸工件,易崩刀尖;當λs<00時,離刀尖較遠處的切削刃先接觸工件,保護刀尖。當工件剛性較差時,不易採用負刃傾角,因為負刃傾角將使徑向切削力FP增大。精加工時宜選用正刃傾角,可避免切屑流向已加工表面,保證已加工表面不被切屑碰傷。大刃傾角刀具可使排屑平面的實際前角增大,刃口圓弧半徑減小,使刀刃鋒利,能切下極薄的切削層(微量切削)。
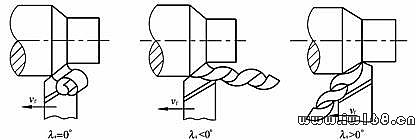
圖1—22 刃傾角對排屑方向的影響
刃傾角主要由切削刃強度與流屑方向而定。一般加工鋼材和鑄鐵時,粗車取λs=00~-50,精車取λs=00~50,有衝擊負荷時取λs=-50~-150。
刀具切削部分的各構造要素中,最關鍵的地方是切削刃,它完成切除與成形表面的任務,而刀尖是工作條件最困難的部位,為提高刀具壽命,必須設法保護切削刃和刀尖。為此,要處理好刃區的型式,如鋒刃、負倒棱、過渡刃、修光刃等。
最後還須明確,刀具各角度間是互相聯繫互相影響的。而任何一個刀具的合理幾何參數,都應在多因素的互相聯繫中確定。
1.5 切削用量的合理選擇
切削用量的合理確定,對加工質量,生產率及加工成本都有重要影響。我們應根據具體條件和要求,考慮約束條件,正確選擇切削用量。
要確定具體加工條件下的背吃刀量ap、進給量f、切削速度v及刀具壽命T,應綜合考慮加工質量、生產率及加工成本。“合理”的切削用量,是只充分發揮刀具和機床的性能,保證加工質量、高的生產率及低的加工成本下的切削用量。
1.5.1 選擇切削用量的原則
1.切削用量對加工質量的影響
切削用量的選擇會影響切削變形、切削力、切削溫度和刀具壽命,從而會對加工質量產生影響。
ap增大,切削力成比例增大,工藝系統變形大、振動大、工件加工精度下降,表面粗糙度增大。
f增大,切削力也增大(但不成正比例),使表面粗糙度的增大更為顯著。
v增大,切削變形、切削力、表面粗糙度等均有所減小。
因此,精加工應採用小的ap、f,為避免積屑瘤、鱗刺的影響,可用硬質合金刀具高速切削(v>80m/min),或用高速鋼刀具低速切削(v=3~8m/min)。
2.切削用量對刀具耐用度的影響
根據刀具耐用度計算公式: ,可知ap、f、v中任一參數增大,T都會下降。但其影響度不一樣,v最大,f次之,ap最小。故從刀具耐用度出發選擇切削用量時,首先選擇大的ap,其次選擇大的f,最後再根據已定的T確定合理的v值。
,可知ap、f、v中任一參數增大,T都會下降。但其影響度不一樣,v最大,f次之,ap最小。故從刀具耐用度出發選擇切削用量時,首先選擇大的ap,其次選擇大的f,最後再根據已定的T確定合理的v值。
3.切削用量對生產率的影響
對於外圓車,不計輔助工時,以切削工時tm計算生產率P,單位是min-1。
P=1/tm
(1.19)
其中: (常數)
(常數)
可推得:  (1.20)
(1.20)
(1.20)
式中 tm──切削工時,單位為mm;
dw──工件加工前直徑,單位為mm;
lw──工件加工部分長度,單位為mm;
△──加工余量,單位為mm;
nw──工件轉樹,單位為r/min
由式(1.20)可知,ap、f、v中任一參數增加一倍,P增加一倍。
1.5.2 切削用量的確定
1.背吃刀量ap的合理選擇
背吃刀量ap一般是根據加工余量確定。
粗加工(表面粗糙度Ra50~12.5μm),一次走刀儘可能切除全部余量,在中等功率機床上,ap=8~10mm;如果余量太大或不均勻、工藝系統剛性不足、斷續切削時,可分幾次走刀。
半精加工(表面粗糙度Ra6.3~3.2μm)時,ap=0.5~2mm。
精加工(表面粗糙度Ra1.6~0.8μm)時,ap=0.1~0.4mm。
2.進給量f的合理選擇
粗加工時,對錶面質量沒有太高的要求,而切削力往往較大,合理的f應是工藝系統(機床進給機構強度、刀杠強度和剛度、刀片的強度、工件裝夾剛度等)所能承受的最大進給量。生產中f常根據工件材料材質、形狀尺寸、刀桿截面尺寸、已定的ap,從切削用量手冊中查得。一般情況當刀桿尺寸、工件直徑增大,f可較大;ap增大,因切削力增大,f就選擇較小的;加工鑄鐵時的切削力較小,所以f可大些。
精加工時,進給量主要受加工表面粗糙度限制,一般取較小值。但進給量值過小,切削深度太薄,刀尖處應力集中,散熱不良,使戴具磨損加快,反而使表面粗糙度加大。所以,進給量也不易太小。
3.切削速度v的合理選擇
由已定的ap、f及T,可計算v。根據式 可推得:
可推得:
 (1.21)
(1.21)
式中 Cv、xv、yv──根據工件、刀具不同材料及不同進給量時的係數。可在切削手冊中查得;
Kv──切削速度修正係數。影響Kv的因素較多,如工件材料、毛坯表面形態、刀具材料、加工方法、主偏角、副偏角、刀尖圓弧半徑、刀桿尺寸等。
v確定后,計算機床轉速n,單位是r/min。
 (1.22)
(1.22)
式中 dw──工件加工前直徑,單位為mm。
由於一般機床主軸轉速為有限的不連續間斷值,故所定n是其所有值或接近值。
選擇切削速度的一般原則是:
1)粗車時,ap、f均較大,故v較小;精車時ap、f均較小,所以v較大。
2)工件材料強度、硬度較高時,應選較小的v;反之較高。材料加工性能越差,v較低。易切削鋼的v較同等條件的普通碳鋼高。加工灰鑄鐵v較碳鋼低。加工鋁合金、銅合金的v較加工鋼高得多。
3)刀具材料的性能越好,v也選得越高。
此外,在選擇v時,還應考慮:
1)精加工時,應盡量避免積屑瘤和鱗刺產生的區域。
2)斷續切削時,為減小衝擊和熱應力,應當降低v。
3)在易發生振動情況下,v應避開自激振動的臨界速度。
4)加工大件、細長件、薄壁件及帶硬皮的工件時,應選用較低的v。
總之,選擇切削用量時,可參照有關手冊的推薦數據,也可憑經驗根據選擇原則確定。
1.5.3 切削用量的優化
切削用量的優化,即在一定的預定目標及約束條件下,選擇最佳的切削用量。作為常用的優化目標函數有:最低加工成本;最高生產率;最大利潤。
在切削用量三要素中,背吃刀量ap主要取決於加工余量,沒有多少選擇餘地,一般都已事先給定,而不參與優化。所以切削用量的優化主要是指切削速度v與進給量f的優化組合。生產中v和f的數值是不能任意選定的。它們要受到機床、工件、刀具及切削條件等方面的限制,根據這些約束條件,可建立一系列約束條件不等式。對所建立的目標函數及約束方程求解,便可很快獲得v和f的最優解。
一般來說,求解方法不止一種,計算工作量也相當的大,目前,隨著電子計算機技術、特別是微型計算機技術的不斷發展,可以代替人工計算,可用科學的方法來尋求最佳切削用量。
1.6 刀具材料
刀具材料一般是指刀具切削部分的材料。它的性能優劣是影響加工表面質量、切削效率、刀具壽命等的重要因素。這裡主要講解常用刀具材料牌號、性能與選用方法,同時介紹新型刀具材料的特點與發展方向。
1.6.1 刀具材料應具有的性能
金屬切削過程中,刀具切削部分在高溫下承受著很大切削力與劇烈摩擦。在斷續切削工作時,還伴隨著衝擊與振動,引起切削溫度的波動。因此,刀具材料應具備以下性能。
(1)高的硬度和耐磨性 即刀具材料應具有比被切削材料更高的硬度和抵抗磨損的能力。一般刀具材料在常溫下硬度應在60HRC以上。
(2)足夠的強度和韌性 刀具材料不僅要求有高的硬度和耐磨性,還應保持有足夠的強度和韌性,以承受切削時產生的衝擊和振動,避免崩刃和折斷。
(3)高的耐熱性 刀具材料的耐熱性是指在高溫條件下具有較好的高溫硬度。耐熱性越好的材料允許的切削速度越高。
(4)良好的工藝性與經濟性 即刀具材料應具有較好的可加工性、可磨削性和熱處理性。另外,在滿足使用性能的前提下,還應考慮其經濟性。儘可能選擇資源豐富、價格低廉的材料。
(5)好的導熱性和小的膨脹係數 導熱性越好,刀具傳出的熱量越多,有利於降低切削溫度和提高刀具的使用壽命。膨脹係數小,有利於減小刀具的熱變形。
選擇刀具材料時,很難找到各方面的性能都是最佳的,因為材料性能之間有的是相互制約的。只能根據工藝需要保證主要需求的性能。如粗加工鍛件毛坯,需保持有較高的強度與韌性,而加工硬材料需有較高的硬度等。
1.6.2 刀具材料類型
當前使用的刀具材料分四大類:工具鋼(包括碳素工具鋼、合金工具鋼、高速鋼),硬質合金,陶瓷,超硬刀具材料。一般機加工使用最多的是高速鋼與硬質合金。各類刀具材料所適應的切削範圍如圖1—23所示。
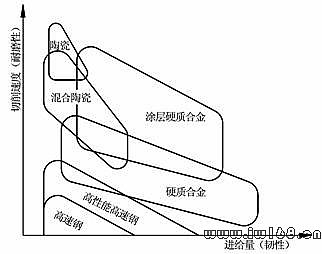
圖1—23 各類刀具材料所適應的切削範圍
工具鋼耐熱性差,但抗彎強度高,價格便宜,焊接與刃磨性能好,故廣泛用於中、低速切削的成形刀具,不宜高速切削。硬質合金耐熱性好,切削效率高,但刀片強度、韌性不及工具鋼,焊接刃磨工藝性也比工具鋼差,故多用於製作車刀、銑刀及各種高效切削刀具。
各類刀具材料的主要性能見表1—2。
表1—2各類刀具材料的物理力學性能
| 材料種類 | 相對密度 | 硬度HRC (HRA) (HV) | 抗彎強度 σbb GPA | 衝擊刃性 αk MJ/m2 | 熱導率 κ W/mK | 耐熱性 0C | 切削速度 大致比值 | |
| 工 具 鋼 | 碳素工具鋼 | 7.6~7.8 | 60~65 (81.2~84) | 2.16 | — | ≈41.87 | 200~250 | 0.32~0.4 |
| 合金工具鋼 | 7.7~7.9 | 60~65 (81.2~84) | 2.35 | — | ≈41.87 | 300~400 | 0.48~0.6 | |
| 高速鋼 | 8.0~8.8 | 63~70 (83~86.6) | 1.96~4.41 | 0.098~0.588 | 16.7~25.1 | 600~700 | 1~1.2 | |
| 硬 質 合 金 | 鎢鈷類 | 14.3~15.3 | (89~91.5) | 1.08~2.16 | 0.019~0.059 | 75.4~87.9 | 800 | 3.2~4.8 |
| 鎢鈦鈷類 | 9.35~13.2 | (89~92.5) | 0.88~1.37 | 0.0029~0.0068 | 20.9~62.8 | 900 | 4~4.8 | |
| 含有碳化鉬、鈮類 | — | (~92) | ~1.47 | — | — | 1000~1100 | 6~10 | |
| 碳化鈦基類 | 5.56~6.3 | (92~93.3) | 0.78~1.08 | — | — | 1100 | 6~10 | |
| 陶 瓷 | 氧化鋁陶瓷 | 3.6~4.3 | (91~95) | 0.44~0.69 | 0.0049~0.0117 | 4.19~20.9 | 1200 | 8~12 |
| 氧化鋁碳化物混合陶瓷 | 0.71~0.88 | 1100 | 6~10 | |||||
| 氮化硅陶瓷 | 3.26 | [5000] | 0.76~0.83 | — | 37.68 | 1300 | — | |
| 超硬 材料 | 立方氮化硼 | 3.44~3.49 | [8000~9000] | ≈0.294 | — | 75.55 | 1400~1500 | — |
| 人造金剛石 | 3.47~3.56 | [10000] | 0.21~0.48 | — | 146.54 | 700~800 | ≈25 | |
一般刀體均用普通碳鋼或合金鋼製作。如焊接車、鏜刀的刀柄,鑽頭、絞刀的刀體常用45鋼或40Cr製造。尺寸較小的刀具或切削負荷較大的刀具宜選用合金工具鋼或整體高速鋼製作,如螺紋刀具、成形銑刀、拉刀等。
機夾、可轉位硬質合金刀具,鑲硬質合金鑽頭,可轉位銑刀等可用合金工具鋼製作,如9CrSi或GCr15等。
對於一些尺寸較小的精密孔加工刀具,如小直徑鏜、絞刀,為保證刀體有足夠的剛度,宜選用整體硬質合金製作,以提高刀具的切削用量。
1.6.3 工具鋼
用來製造刀具的工具鋼主要有三種,即碳素工具鋼、合金工具鋼和高速鋼。
1.碳素工具鋼
由於,碳素工具鋼在切削溫度高於2500C~3000C時,馬氏體要分解,使得硬度降低;碳化物分佈不均勻,淬火后變形較大,易產生裂紋;淬透性差,淬硬層薄。所以,只適於製造手用和切削速度很低的刀具,如:銼刀、手用鋸條、絲錐和板牙等。
常用牌號有:T8A、T10A和T12A,其中以T12A用的最多,其含碳量為1.15%~%1.2,淬火后硬度可達HRC58~64,熱硬性達2500C~3000C,允許切削速度可達υc=5m/min~10m/min。
2.合金工具鋼
合金工具鋼是在高碳鋼中加入Si、Cr、W、Mn等合金元素,其目的是提高淬透性和回火穩定性,細化晶粒,減小變形。常用牌號有:9SiCr、CrWMn等。熱硬性達3250C~4000C,允許切削速度可達υc=10m/min~15m/min。合金工具鋼目前主要用於低速工具,如:絲錐、板牙、鉸刀等。常用合金工具鋼牌號及用途見表1—3。
表1—3常用合金工具鋼的牌號成分及用途
| 牌號 | 化學成分(%) | 應用舉例 | ||||||
| C | Mn | Si | Cr | W | V | 硬度HRC | ||
| 9Mn2V | 0.85~0.95 | 1.7~2.0 | ≤0.035 | - | - | 0.1~0.25 | ≥62 | 絲錐、板牙、鉸刀等 |
| 9SiCr | 0.85~0.95 | 0.3~0.6 | 1.2~1.6 | 0.95~1.25 | - | - | ≥62 | 板牙、絲錐、鑽頭、鉸刀等 |
| CrW5 | 1.26~1.5 | ≤0.3 | ≤0.3 | 0.4~0.7 | 4.5~5.5 | - | ≥65 | 銑刀、車刀、刨刀等 |
| CrMn | 1.3~1.5 | 0.45~0.75 | ≤0.35 | 1.3~1.6 | - | - | ≥62 | 量規、塊規 |
| CrWMn | 0.9~1.05 | 0.8~1.1 | 0.15~0.35 | 0.9~1.2 | 1.2~1.6 | - | ≥62 | 板牙、拉刀、量規等 |
3.高速鋼
高速鋼是含有W、Mo、Cr、V等合金元素較多的合金工具鋼。
高速鋼是綜合性能較好、應用範圍最廣的一種刀具材料。熱處理后硬度達62~66HRC,抗彎強度約3.3GPa,耐熱性為600℃左右,此外還具有熱處理變形小、能鍛造、易磨出較鋒利的刃口等優點。高速鋼的使用約佔刀具材料總量的60%~70%,特別是用於製造結構複雜的成形刀具、孔加工刀具,例如各類銑刀、拉刀、螺紋刀具、切齒刀具等。
常用高速鋼的牌號及其物理力學性能如表1—4所示。
表1—4 常用高速鋼的牌號及其物理力學性能
| 鋼號 | 常溫硬度(HRC) | 抗彎強度 σbb/GPa | 衝擊韌度 αk/(MJ.m-2) | 高溫硬度(HRC) | |
| 500℃ | 600℃ | ||||
| W18Cr4V | 63~66 | 3~3.4 | 0.18~0.32 | 56 | 48.5 |
| W6Mo5Cr4V2 | 63~66 | 3.5~4 | 0.3~0.4 | 55~56 | 47~48 |
| 9W18Cr4V | 66~68 | 3~3.4 | 0.17~0.22 | 57 | 51 |
| W6Mo5Cr4V3 | 65~67 | 3.2 | 0.25 | - | 51.7 |
| W6Mo5Cr4V2Co8 | 66~68 | 3.0 | 0.3 | - | 54 |
| W2Mo9Cr4VCo8 | 67~69 | 2.7~3.8 | 0.23~0.3 | ~60 | ~55 |
| W6Mo5Cr4V2Al | 67~69 | 2.9~3.9 | 0.23~0.3 | 60 | 55 |
| W10 Mo4Cr4V3Al | 67~69 | 3.1~3.5 | 0.2~0.28 | 59.5 | 54 |
⑴ 通用型高速鋼 這類高速鋼應用最為之泛,約佔高速鋼總量的75%。按鎢、鉬含量不同,分為鎢系、鎢鉬系。主要牌號有:
W18Cr4V(鎢系高速鋼),具有較好的綜合性能。因含釩量少,刃磨工藝性好。淬火時過熱傾向小,熱處理控制較容易。缺點是碳化物分佈不均勻,不宜作大截面的刀具。熱塑性較差。又因鎢價高,國內使用逐漸減少,國外已很少採用;
W6Mo5Cr4V(鎢鉬系高速鋼),是國內外普遍應用的牌號。因一份Mo可代替兩份W,這就能減少鋼中的合金元素,降低鋼中碳華物的數量及分佈的不均勻性,有利於提高熱塑性、抗彎強度與韌度。其高溫塑性及韌性優於W18Cr4V,故可用於製造熱軋刀具。如:好扭糟麻花鑽等。主要缺點是淬火溫度範圍窄,脫碳過熱敏感性大;
W9Mo3Cr4V(鎢鉬系高速鋼),是根據我國資源研製的牌號。其抗彎強度與韌性均比W6Mo5Cr4V好。高溫熱塑性好,而且淬火過熱、脫碳敏感性小,有良好的切削性能。
⑵ 高性能高速鋼 在通用型高速鋼中增加碳、釩,添加鈷或鋁等合金元素的新鋼種。其常溫硬度可達67~70HRC,耐磨性與耐熱性有顯著的提高,能用於不鏽鋼、耐熱鋼和高強度鋼的加工。常用高性能高速鋼主要有:高釩高速鋼、鈷高速鋼和鋁高速鋼。
⑶ 粉末冶金高速鋼 通過高壓惰性氣體或高壓水霧化高速鋼水而得到細小的高速鋼粉末,然後壓制或熱壓成形,再經燒結而成的高速鋼。粉末冶金高速鋼與熔煉高速鋼相比有很多優點,如硬度與忍性較高,熱處理變形小,磨削加工性能好,材質均勻,質量穩定可靠,刀具使用壽命長。可以切削各種難加工材料,適合於製造各種精密刀具和形複雜的刀具,如精密螺紋車刀、拉刀、切齒刀具等。
1.6.4 硬質合金
硬質合金是由硬度和熔點很高的碳化物(稱硬質相)和金屬(稱粘結相)通過粉末冶金工藝製成的。硬質合金的物理力學性能取決於合金的成分、粉末顆粒的粗細及合金的燒結工藝。含高硬度、高溶點的硬質相愈多,合金的硬度與高溫硬度愈高。含粘結劑愈多,強度也就愈高。常用的硬質合金牌號中含有大量的WC、TiN,因此硬度、耐磨性、耐熱性均高於工具鋼。常溫硬度達89~94HRA,耐熱性達800~1000℃。切削鋼時,切削速度可達220m/min左右。在合金中加入熔點更高的TaC、NbC,可使耐熱性提高到1000~1100℃,切削鋼時,切削速度可進一步提高到200~300m/min。硬質合金是當今主要的刀具材料之一,大多數車刀、端銑刀和部分立銑刀等均已採用硬質合金製造。
硬質合金按其化學成分與使用性能分為四類:即鎢鈷類YG(WC+Co)、鎢鈦鈷類YT(WC+TiN+Co)、添加稀有金屬碳化物類YW(WC+TiC+TaC(NbC)+Co)及碳化鈦基類YN(TiN+WC+Ni+Mo)。常用硬質合金成分和性能見表1—5。
表1—5硬質合金成分和性能
| 合金牌號 | 化學成分 | 物理力學性能 | 相近 ISO 牌號 | ||||||||||
| WC | TiC | TaC (NbC) | Co | 硬度 | 抗彎強度 σbb/ GPa | 衝擊韌度 αk/(KJ· m-2) | 導熱係數 κ/(W· m-1· ℃-1) | 線膨脹係數 α/(×10-6· ℃-1) | 密度 ρ/(g· cm-3) | ||||
| HRC | HRC | ||||||||||||
| WC 基 合 金 | |||||||||||||
| WC + Co | YG3 | 97 | - | - | 3 | 91 | 78 | 1.10 | - | 87.9 | - | 14.9~15.3 | K01 K05 |
| YG6 | 94 | - | - | 6 | 89.5 | 75 | 1.40 | 26.0 | 79.6 | 4.5 | 14.6~15.0 | K15 K20 | |
| YG8 | 92 | - | - | 8 | 89 | 74 | 1.50 | - | 75.4 | 4.5 | 14.4~14.8 | K30 | |
| YG3X | 97 | - | - | 3 | 92 | 80 | 1.00 | - | - | 4.1 | 15.0~15.3 | K01 | |
| YG6X | 94 | - | - | 6 | 91 | 78 | 1.35 | - | 79.6 | 4.4 | 14.6~15.0 | K10 | |
| WC+ TaC (NbC) +Co | YG6A (YA6) | 91~93 | - | 1~3 | 6 | 92 | 80 | 1.35 | - | - | - | 14.4~15.0 | K10 |
| WC + TiC + Co | YT30 | 66 | 30 | - | 4 | 92.5 | 80.5 | 0.90 | 3.00 | 20.9 | 7.00 | 9.35~9.7 | P01 |
| YT15 | 79 | 15 | - | 6 | 91 | 78 | 1.15 | - | 33.5 | 6.51 | 11.0~11.7 | P10 | |
| YT14 | 78 | 14 | - | 8 | 90.5 | 77 | 1.20 | 7.00 | 33.5 | 6.21 | 11.2~12.7 | P20 | |
| YT5 | 85 | 5 | - | 10 | 89.5 | 75 | 1.30 | - | 62.8 | 6.06 | 12.5~13.2 | P30 | |
| WC+ TiC+ TaC (NbC) +Co | YW1 | 84 | 6 | 4 | 6 | 92 | 80 | 1.25 | 13.0~13.5 | M10 | |||
| YW2 | 82 | 6 | 4 | 8 | 91 | 78 | 1.50 | 12.7~13.3 | M20 | ||||
| TiC 基 合 金 | |||||||||||||
| TiC+ WC+ Ni-Mo | YN10 | 15 | 62 | 1 | Ni-12 Mo-10 | 92.5 | 80.5 | 1.10 | 6.3 | P05 | |||
| YN05 | 8 | 71 | Ni-7 Mo-14 | 93 | 82 | 0.90 | 5.9 | P01 | |||||
表中:Y—硬質合金;G—鈷,其後數字錶示含鈷量(質量);X—細晶粒;T—TiC,其後數字錶示TiC含量(質量);
A—含TaC(NbC)的鎢鈷類合金;W—通用合金;N—以鎳、鉬作粘結劑的TiC基合金。
1.6.5 其它刀具材料
1.塗層硬質合金
塗層硬質合金是60年代出現的新型刀具材料。採用化學氣相沉積(CVD)工藝,在硬質合金表面塗覆一層或多層(5~13μm)難溶金屬碳化物。塗層合金有較好的綜合性能,基體強度韌性較好,表面耐磨、耐高溫。但塗層硬質合金刃口鋒利程度與抗崩刃性不及普通合金,因此,多用於普通鋼材的精加工或半精加工。
塗層硬質合金允許採用較高的切削速度,與未塗層硬質合金相比,能減小切削力,降低切削溫度,改善已加工表面質量,提高通用性。
塗層硬質合金不能用於焊接結構,不能從磨,主要用於可轉位刀片。
2.陶瓷
陶瓷刀具是以氧化鋁(AL2O3)或以氮化硅(Si3N4)為基體再添加少量金屬,在高溫下燒結而成的一種刀具材料。主要特點是:
⑴ 有高硬度與耐磨性,常溫硬度達91~95HRA,超過硬質合金,因此可用於切削60HRC以上的硬材料;
⑵ 有高的耐熱性,1200℃下硬度為80HRA,強度、韌性降低較少;
⑶ 有高的化學穩定性。在高溫下仍有較好的抗氧化、抗粘結性能,因此刀具的熱磨損較少;
⑷ 有較低的磨擦係數,切屑不易粘刀,不易產生積屑瘤;
⑸ 強度與韌性低。強度只有硬質合金的1/2。因此陶瓷刀具切削時需要選擇合適的幾何參數與切削用量,避免承受衝擊載荷,以防崩刃與破損。
⑹ 熱導率低,僅為硬質合金的1/2~1/5,熱脹係數比硬度合金高10%~30%,這就使陶瓷刀抗熱衝擊性能較差。故陶瓷刀切削時不宜有較大的溫度波動。
陶瓷刀具一般適用於在高速下精細加工硬材料。但近年來發展的新型陶瓷刀也能半精或粗加工多種難加工材料,有的還可用於銑、刨等斷續切削。其使用壽命、加工效率和已加工表面質量常高於硬質合金刀具。
3.金剛石
金剛石是碳的同素異形體,是目前已知的最硬物質,顯微硬度達10000HV。金剛石有天然和人造之分。
天然金剛石質量好,但價格昂貴,主要用於有色金屬及非金屬的精密加工。天然金剛石有一定的方向性,不同的晶面上硬度與耐磨性有較大的差異,刃磨時需選定某一平面,否則影響刃磨與使用質量。
人造金剛石是通過合金觸媒的作用,在高溫高壓下由石墨轉化而成。我國1993年成功獲得第一顆人選金剛石。
金剛石刀具主要用於有色金屬如鋁硅合金的精加工、超精加工,高硬度的非金屬材料如陶瓷、剛玉、玻璃等的精加工,以及難加工的複合材料的加工。金剛石耐熱溫度只有700~800℃,其工作溫度不能過高。又易與碳親合,故不宜加工含碳的黑色金屬。
4.立方氮化硼(CBN)
立方氮化硼是由六方氮化硼(白石墨)在高溫高壓下轉化而成的。是70年代發展起來的新型刀具材料。
立方氮化硼刀具的主要優點是:有很高的硬度與耐磨性,硬度達3500~4500HV,僅次於金剛石;有很高的熱穩定性,1300℃時不發生氧化,與大多數金屬、鐵系材料都不起化學作用。因此能高速切削高硬度的鋼鐵材料及耐熱合金,刀具的粘結與擴散磨損較小;有較好的導熱性,與鋼鐵的磨擦係數較小;抗彎強度與斷裂韌性介於陶瓷與硬質合金之間。
由於CBN材料的一系列的優點,使它能對淬硬鋼、冷硬鑄鐵進行粗加工與半精加工。同時還能高速切削高溫合金、熱噴塗材料等難加工材料。當對淬硬材料進行半精車和精車時,其加工精度與表面質量足以代替磨削加工。
1.7 刀具的種類及選用
在機械加工中,常用的金屬切削刀具有車刀、孔加工刀具(中心鑽、麻花鑽、擴孔鑽、鉸刀等)、磨削刀具、銑刀和齒輪刀具等。在大批量生產和加工特殊形狀零件時,還經常採用專用刀具、組合刀具和特殊刀具。在加工過程中,為了保證零件的加工質量、提高生產率和經濟效益,需要恰當合理地選用相應的各種類型刀具。
1.7.1 車削與車刀
車削加工通常都是在車床上進行的,主要用於加工迴轉表面及其端面。在加工中一般工件作旋轉運動,刀具作縱向和橫向進給運動。
車刀的種類很多,一般可按用途和結構分類。
1.按用途分類
車刀按其用途可分為:外圓車刀、內孔車刀、端面車刀、切斷車刀、螺紋車刀等,如圖1—24所示。
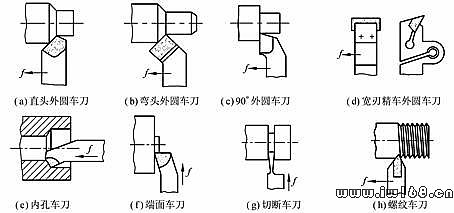
圖1—24 常用車刀的型式與用途
外圓車刀又分直頭和彎頭車刀,還常以主偏角的數值來命名,如κr=900時稱為900外圓車刀,κr=450時稱為450外圓車刀。
2.按結構分類
車刀按結構可分為:整體車刀、焊接車刀、焊接裝配車刀、機夾車刀和可轉位車刀等。
⑴ 整體車刀 如圖1—25所示,用整塊高速鋼做成長條形狀,俗稱“白鋼刀”。刃口可磨得較鋒利,主要用於小型車床或加工有色金屬。

圖1—25 整體車刀
⑵ 焊接車刀 如圖1—26所示,它是將一定形狀的刀片和刀柄用紫銅或其它焊料通過鑲焊連接成一體的車刀,一般刀片選用硬質合金,刀柄用45鋼。
圖1—26 焊接車刀
焊接車刀結構簡單,製造方便,可根據需要刃磨,硬質合金利用充分,但其切削性能取決於工人的刃磨水平,並且焊接時會降低硬質合金硬度,易產生熱應力,嚴重時會導致硬質合金裂紋,影響刀具壽命。此外,焊接車刀刀桿不能重複使用,刀片用完后,刀桿也隨之報廢。
一般車刀,特別是小車刀多為焊接車刀。
⑶ 焊接裝配車刀 如圖1—27所示,它是將硬質合金刀片釺焊在小刀塊上,再將小刀塊裝配到刀桿上。焊接裝配車刀多用於重型車刀,採用裝配式結構以後,可使刃磨省力,刀桿也克重複使用。
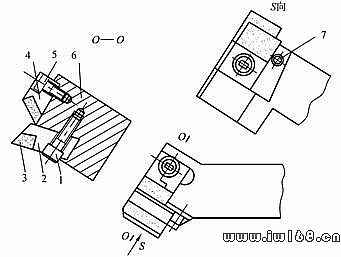
圖1—27 焊接裝配車刀
1、2—螺釘 2—小刀塊 3—刀片 4—斷屑器 6—刀體 7—銷
⑷ 機夾車刀 如圖1.28所示,機夾車刀是指用機械方法定位,夾緊刀片,通過刀片體外刃磨與安裝傾斜后,綜合形成刀具角度的的車刀。機夾車刀可用於加工外圓、端面、內孔車槽、車螺紋等。
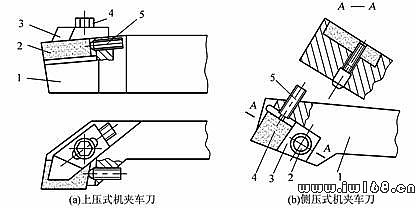
圖1—28 機夾車刀
a) 上壓式機夾車刀
1—刀桿 2—刀片 3—壓板 4—螺釘 5—調整螺釘
b) 側壓式機夾車刀
1— 刀桿 2—螺釘 3—楔塊 4—刀片 5—調整螺釘
機夾車刀的優點在於避免焊接引起的缺陷,刀柄能多次使用,刀具幾何參數設計選用靈活。如採用集中刃磨對提高刀具質量、方便管理,降低刀具費用等方面都有利。
機夾車刀設計時必須從結構上保證刀片夾固可靠,刀片重磨后應可調整尺寸,有時還應考慮斷屑的要求。常用的刀片夾緊方式有上壓式和側壓式兩種。
⑸ 可轉位車刀 如圖1—29所示,可轉位車刀是將可轉位刀片用機械夾固的方法裝夾在特製刀桿上的一種車刀。它由刀片、刀墊、刀柄及刀桿、螺釘等元件組成。刀片上壓制出斷屑槽,周邊經過精磨,刃口磨鈍后可方便的轉位換刀,不需重磨就可使新的切削刃投入使用,只有當全部切削刃都用鈍后才需更換新刀片。
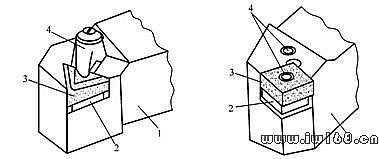
圖1—29 可轉位車刀
1— 刀桿 2—刀墊 3—刀片 4—夾固零件
可轉位車刀是國家重點推廣項目之一,它的主要優點是:不用焊接,避免了焊接、刃磨引起的熱應力,提高刀具壽命及抗破壞能力;可使用塗層刀片,有合理槽形與幾何參數,斷屑效果好,能選用較高切削用量,提高生產率;刀片轉位、更換方便,縮短了輔助時間;刀具已標準化,能實現一刀多用,減少刀具儲備量,簡化刀具管理等工作。
可轉位車刀刀片形狀很多,常用的有三角形、偏80三角形、凸三角形、五角形和圓形等。如圖1—30所示。
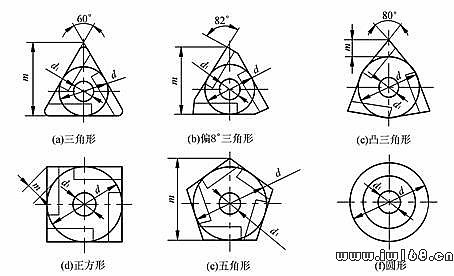
圖1—30 硬質合金可轉位刀片的常用形狀
a) 三角形 b) 偏80三角形 c) 凸三角形 d) 正方形 e) 五角形 f) 圓形
⑹ 成型車刀 如圖1—31所示。成型車刀又稱樣板刀,是在普通車床、自動車床上加工內外成形表面的專用刀具。用它能一次切出成形表面,故操作簡便、生產率高。用成形車刀加工零件可達到公差等級IT10~IT8,粗糙度Ra10~5μm。成型車刀製造較為複雜,當切削刃的工作長度過長時,易產生振動,故主要用於批量加工小尺寸的零件。

圖1—31 成形車刀的種類
a) 平體成形車刀 b) 稜體成形車刀 c) 圓體成形車刀
1.7.2 孔加工刀具
機械加工中的孔加工分為兩類:一類是在實體工件上加工出孔的刀具,如:扁鑽、麻花鑽、中心鑽及深孔鑽等;另一類是對已有孔進行再加工的刀具,如:擴孔鑽、鍃鑽、鉸刀及鏜刀等。
這些孔加工刀句具有著共同的特點,即刀具均在工件內表面切削,工作部分處於加工表面包圍之中,刀具的強度、剛度及導向、容屑、排屑及冷卻潤滑等都比切削外表面時問題更突出。
1.扁鑽
如圖1—32所示。扁鑽是使用最早的鑽孔刀具。特點是結構簡單、剛性好、成本低、刃磨方便。
扁鑽有整體式和裝配式兩種。前者適於數控機床,常用於較小直徑(<φ12mm)孔加工,後者適於較大直徑(>φ63.5mm)孔加工。
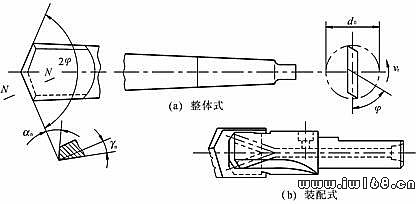
圖1—32 扁鑽
2.麻花鑽
如圖1—33所示。麻花鑽是使用最廣泛的一種孔加工刀具,不僅可以在一般材料上鑽孔,經過修磨還可在一些難加工材料上鑽孔。
麻花鑽屬於粗加工刀具,可達到的尺寸公差等級為IT13~IT11,表面粗糙度Ra值為25~12.5μm。呈細長狀,麻花鑽的工作部分包括切削部分和導向部分。兩個對稱的、較深的螺旋槽用來形成切削刃和前角,並起著排屑和輸送切削液的作用。沿螺旋槽邊緣的兩條棱邊用於減小鑽頭與孔壁的摩擦面積。切削部分有兩個主切削刃、兩個副切削刃和一個橫刃。橫刃處有很大的負前角,主切削刃上各點前角、后角是變化的,鑽心處前角接近0°,甚至負值,對切削加工十分不利。
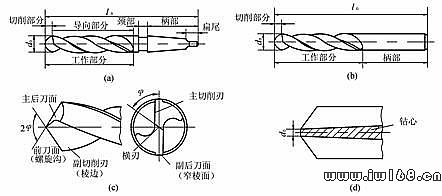
圖1—33 麻花鑽
3.中心鑽
中心鑽是用來加工軸類零件中心孔的刀具,其結構主要有三種形式:帶護錐中心鑽(見圖1—34a),無護錐中心鑽(見圖1—34b)和弧型中心鑽(見圖1—34c)。
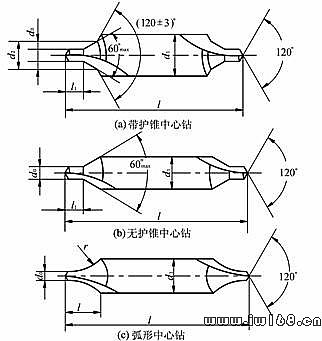
圖1—34 中心鑽
4.深孔鑽
通常把孔深與孔徑之比大於5~10倍的孔稱為深孔,加工所用的鑽頭稱為深孔鑽。
由於孔深與孔徑之比大,鑽頭細長,強度和剛度均較差,工作不穩定,易引起孔中心線的偏斜和振動。為了保證孔中心線的直線性,必須很好地解決導向問題;由於孔深度大,容屑及排屑空間小,切屑流經的路程長,切屑不易排除,必須設法解決斷屑和排屑問題;深孔鑽頭是在封閉狀態下工作,切削熱不易散出,必須設法採取措施確保切削液的順利進入,充分發揮冷卻和潤滑作用。
深孔鑽有很多種,常用的有:外排屑深孔鑽(見圖1—35)、內排屑深孔鑽、噴吸鑽及套料鑽等。
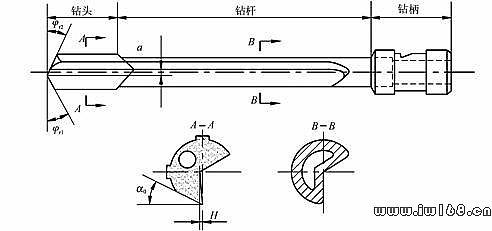
圖1—35 單刃外排屑小深孔槍鑽
5. 擴孔鑽
如圖1—36所示。擴孔鑽專門用來擴大已有孔,它比麻花鑽的齒數多(Z>3),容屑槽較淺,無橫刃,強度和剛度均較高,導向性和切削性較好,加工質量和生產效率比麻花鑽高。擴孔的公差等級為IT10~IT9,表面粗糙度Ra值為6.3~3.2μm,屬於半精加工。

圖1—36 擴孔鑽
常用的擴孔鑽有高速鋼整體擴孔鑽、高速鋼鑲套式擴孔鑽及硬質合金鑲齒套式擴孔鑽。
6.鍃鑽
如圖1—37所示。鍃鑽用於加工各種埋頭螺釘沉孔、錐孔和凸檯面等。常見的鍃鑽有三種:圓柱形沉頭鍃鑽(圖1—37a)、錐形沉頭鍃鑽(圖1—37b)及端面凸台鍃鑽(圖1—37c)。
圖1—37 鍃鑽
7.鉸刀
鉸刀常用來對已有孔進行最後精加工,也可對要求精確的孔進行預加工。其加工公差等級可達IT8~IT6級,表面粗糙度Ra值達1.6~0.2μm。
鉸刀可分為手動鉸刀和機機鉸刀。手動鉸刀如圖1—38 a所示,用於手工鉸孔,柄部為直柄;機動鉸刀如圖1—38 b所示,多為錐柄,裝在鑽床或車床上進行鉸孔。
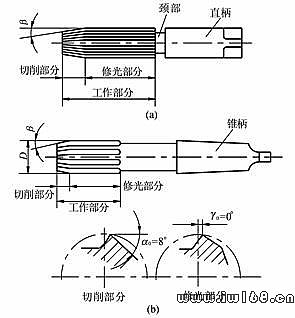
圖1—38 鉸刀
8.鏜刀
鏜刀是對已有的孔進行再加工刀具。鏜刀可在車床、鏜床或銑床上使用,可加工精度不同的孔,加工精度可達IT7~IT6級,表面粗糙度Ra值達6.3~0.8μm。
鏜刀有單刃鏜刀和多刃鏜刀之分,單刃鏜刀與車刀類似,只在鏜桿軸線的一?扔星邢魅校???—39),其結構簡單,製造方便,即可粗加工,也可半精加工或精加工。一把鏜刀可加工直徑不同的孔。

圖1—39 單刃鏜刀
單刃鏜刀的剛度比較低,為減少鏜孔時鏜刀的變形和振動,不得不採用較小的切削用量,加之僅有一個主切削刃參加工作,所以生產率比擴孔或鉸孔低。因此,單刃鏜刀比較適用於單件小批生產。
雙刃鏜刀是鏜桿軸線兩?榷猿譜壩辛礁鑾邢魅校?上??斷蛄Χ燥劭字柿康撓跋歟?嗖捎米芭涫礁《?峁梗???—40)
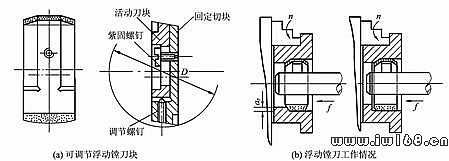
圖1—40 浮動鏜刀及其工作情況
1.7.3 磨削與磨輪
磨削是機械製造中最常用的加工方法之一。磨削所用刀具稱為磨輪(砂輪)。磨削的應用範圍很廣,可以磨削難以切削的各種高硬度、超硬度材料;可以磨削各種表面;可用於慌加工(磨削鋼坯、割澆冒口等)、粗加工、精加工和超精加工。磨削容易實現自動化。在工業發達國家中磨床在機床總數中已佔25%以上。目前,磨削主要用於精加工和超精加工。磨削后尺寸公差等可達IT6~IT4級,表面粗糙度Ra值可達0.8~0.025μm。
本節主要介紹磨輪的組成和選用。
1.磨削運動
磨削的主運動是砂輪的旋轉運動,砂輪的切線速度即為磨削速度υc(單位為m/s)。
磨削的進給運動一般有三種。以外圓磨為例(見圖1—41):

圖1—41 外圓磨
⑴ 工件旋轉進給運動 進給速度為工件切線速度υw(單位m/min);
⑵ 工件相對砂輪的軸向進給運動 進給量用工件每轉相對砂輪的軸向移動量fa(單位為mm/r)表示,進給速度υa為nfa(單位為mm/min,其中n為工件的轉數,單位為r /mm);
⑶ 砂輪徑向進給運動 即砂輪切入工件的運動,進給量用工作台每單行程或雙行程砂輪切入工件的深度(磨削深度)fr(單位為mm/單行程或mm/雙行程)表示。
外圓磨削的常用磨削用量為:
υc:25~35m/s。
υw:粗磨(20~30m/min);精磨(20~60 m/min)。
fa:粗磨(0.3~0.7)Bmm/r;精磨(0.3~0.4)Bmm/r(B為砂輪寬度,單位為mm);
fr:粗磨(0.015~0.05mm/單行程或0.015~0.05mm/雙行程;精磨(0.005~0.01mm/單行程或0.005~0.01mm/雙行程。
2.砂輪
砂輪是由磨料加結合劑用燒結的方法而製成的多孔物體。由於磨料、結合劑及製造工藝等的不同,砂輪特性可能相差很大,對磨削的加工質量、生產效率和經濟性有著重要影響。砂輪的特性包括磨料、粒度、硬度、結合劑、組織以及形狀和尺寸等。圖1—42為砂輪結構及磨削示意圖。
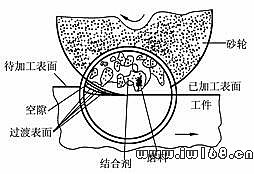
圖1—42 砂輪結構及磨削示意圖
磨削過程中,磨粒在高速、高壓與高溫的作用下,將逐漸磨損而變圓鈍。圓鈍的磨粒,切削能力下降,作用於磨粒上的力不斷增大。當此力超過磨粒強度極限時,磨粒就會破碎,產生新的較鋒利的稜角,代替舊的圓鈍的磨粒進行磨削;此力超過砂輪結合劑的粘結力時,圓鈍的磨粒就會從砂輪表面脫落,露出一層新鮮鋒利的磨粒,繼續進行磨削。砂輪的這種自行推陳出新、保持自身鋒銳的性能,稱為“自銳性”。
砂輪本身雖有自銳性,但由於切屑和碎磨粒會把砂輪堵塞,使它失去切削能力;磨粒隨機脫落的不均勻性,會使砂輪失去外形精度。所以,為了恢復砂輪的切削能力和外形精度,在磨削一定時間后,仍需對砂輪進行修整。
為了適應在不同類型磨床上的各種使用需要,砂輪有許多形狀,常用的砂輪形狀、代號和用途見表1—6(GB/T2484—94)。
砂輪的標誌印在砂輪端面上。其順序是:形狀代號、尺寸、磨料、粒度號、硬度、組織號、結合劑和允許的最高線速度。例如:

 砂輪1—300×50×75—A60L5V—35 m/s
砂輪1—300×50×75—A60L5V—35 m/s
1.7.4 銑削與銑刀
銑削是被廣泛應用的一種切削加工方法,是在銑床上利用銑刀的旋轉(主運動)和工件的移動(進給運動)來加工工件的。銑削加工可以在卧式銑床、立式銑床、龍門銑床、工具銑床以及各種專用銑床上進行,對於單件小批量生產的中小型零件,以卧式銑床和立式銑床最為常用。在切削加工中,銑床的工作量僅次於車床。
表1—6 砂輪形狀、代號和用途
| 名 稱 | 代 號 | 斷 面 圖 | 基 本 用 途 |
| 平形砂輪 | P |
| 用於外圓、內圓、平面、無心、刃磨、螺紋磨削 |
| 雙斜邊一號砂輪 | PSX1 |
| 用於磨齒輪齒面和磨單線螺紋 |
| 雙斜邊二號砂輪 | PDX2 |
| 用於磨外圓單面 |
| 單斜邊一號砂輪 | PDX1 |
| 450角單斜邊砂輪多用於磨削各種鋸齒 |
| 單斜邊二號砂輪 | PDX2 |
| 小角度單斜邊砂輪多用於刃磨銑刀、鉸刀、插齒刀等 |
| 單面凹砂輪 | PDA |
| 多用於內圓磨削,外徑較大者都用於外圓磨削 |
| 雙面凹砂輪 | PSA |
| 主要用於外圓磨削和刃磨刀具,還用作無心磨的導輪磨削輪 |
| 單面凹帶錐砂輪 | PZA |
| 磨外圓和端面 |
| 雙面凹帶錐砂輪 | PSZA |
| 磨外圓和二端面 |
| 薄片砂輪 | PB |
| 用於切斷和開槽等 |
| 筒形砂輪 | N |
| 用在立式平面磨床 |
| 杯形砂輪 | B |
| 刃磨銑刀、鉸刀、拉刀等 |
| 碗形砂輪 | BW |
| 刃磨銑刀、鉸刀、拉刀、盤形車刀等 |
| 碟形一號砂輪 | D1 |
| 適於磨銑刀、鉸刀、拉刀和其它刀具,大尺寸一般用於磨齒輪齒面 |
銑削加工的範圍比較廣泛,可以加工平面、台階面、溝槽和成形面等,如圖1—43所示。此
外,還可以進行孔加工和分度工作。銑削后平面的尺寸公差等級可達IT9~IT8,表面粗糙度Ra值可達3.2μm ~1.6μm.。
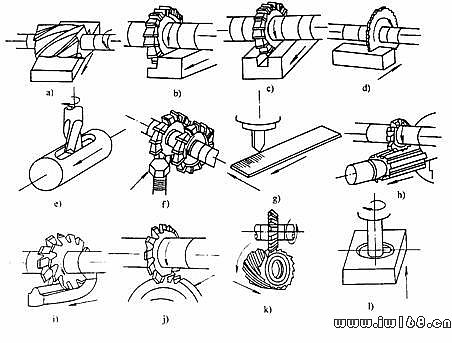
圖1—43 銑削加工的基本內容
銑刀的種類很多,按安裝方法可分為帶孔銑刀和帶柄銑刀兩大類。帶孔銑刀(見圖1—44)一般用於卧式銑床,帶柄銑刀(見圖1—45)多用於立式銑床。

圖1—44 帶孔銑刀
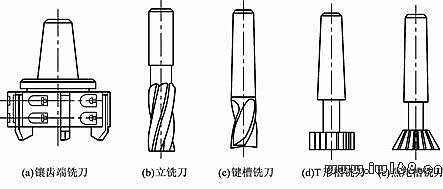
圖1—45 帶柄銑刀
銑刀是多齒刀具又進行斷續切削,因此,切削過程具有一些特殊規律。
1. 銑刀的幾何參數
銑刀的種類雖然很多,但基本形式是圓柱銑刀和端銑刀,前者軸線平行於加工表面,後者軸線垂直於加工表面。銑刀刀齒數雖多,但各刀齒的形狀和幾何角度相同,所以可以對一個刀齒進行研究。無論是端銑刀,還是圓柱銑刀,每個刀齒都可視為一把外車刀,故車刀幾何角度的概念完全可以應用於銑刀上。現以圓柱形銑刀為例來說明銑刀的幾何角度。
圓周銑削時,銑刀旋轉運動是主運動,工件的直線運動是進給運動。圓柱形銑刀的幾何角度主要有螺旋角、前角和后角。
⑴ 螺旋角ω 螺旋角ω螺旋切削刃展開成直線后,與銑刀軸線間的夾角。顯然,螺旋角ω等於圓柱形銑刀的刃傾角λS。它能使刀齒逐漸切入和切離工件,能增加實際工作前角,使切削輕快平穩;同時形成螺旋形切屑,排屑容易,防止切削堵塞現象。一般細齒圓柱形銑刀ω=300~350,粗齒圓柱形銑刀ω=400~450。
⑵ 前角 通常在圖紙上應標註 ,以便於製造。但在檢驗時,通常測量正交平面內前角
,以便於製造。但在檢驗時,通常測量正交平面內前角 。可按下式,根據計算出:
。可按下式,根據計算出:
 (1.23)
(1.23)
前角按被加工材料來選擇,銑削鋼時,取=100~200;銑削鑄鐵時,取=100~150。
⑶ 后角 圓柱形銑刀后角規定在P0平面內度量。銑削時,切削厚度hD比車削小,磨損主要發生在後面上,適當地增大后角α0,可以減少銑刀磨損。通常取α0=120~160,粗銑時取小值,精銑時取大值。
2.銑削用量與切削層參數
⑴ 銑削用量 如圖1—46所示,銑削用量包括銑削速度 、進給量
、進給量 、待銑削層深度t和待銑削層寬度B等。
、待銑削層深度t和待銑削層寬度B等。
① 銑削速度 它是指銑刀最大直徑處切削刃的圓周速度
它是指銑刀最大直徑處切削刃的圓周速度
 (1.24)
(1.24)
式中 D-銑刀外徑(mm);
n-銑刀每分鐘轉數。
② 進給量 銑削的進給量有三種表示方法。銑刀每轉過一齒,工件沿進給方向所移動的距離,稱為每齒進給量,用 表示;銑刀每轉一轉,工件沿進給方向所移動的距離,稱為每轉進給量,用
表示;銑刀每轉一轉,工件沿進給方向所移動的距離,稱為每轉進給量,用 表示;銑刀旋轉一分鐘,工件沿進給方向移動的距離,稱為每分鐘進給量,即進給速度,用
表示;銑刀旋轉一分鐘,工件沿進給方向移動的距離,稱為每分鐘進給量,即進給速度,用 表示。三者的關係為=?n = zn(mm/min)(z為銑刀齒數)。
表示。三者的關係為=?n = zn(mm/min)(z為銑刀齒數)。
③ 待銑削層深度t 在垂直於銑刀軸線方向測量的切削層尺寸(mm)。
④ 待切削層寬度B 在平行於銑刀軸線方向測量的切削層尺寸(mm)。
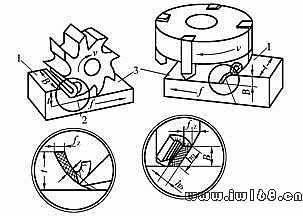
圖1—46 銑削用量要素
⑵ 切削層參數 如圖1—46所示,銑削時的削層為銑刀相鄰兩刀齒在工件上形成的過度表面之間的金屬層。切削層形狀與尺寸規定在基面內度量,它對銑削過程有很大影響。切削層參數有以下幾個。
① 切削厚度hD 它是銑刀相鄰兩刀齒主切削刃運動軌跡(即切削平面)間的垂直距離(mm)。由圖1—46可知,用圓柱銑刀銑削時,切削厚度在每一瞬間都是變化的。端銑時的切削厚度也是變化的。
② 切削寬度bD 它是銑刀主切削刃與工件的接觸長度(mm),即銑刀主切削刃參加工作的長度。
③ 切削麵積Ac銑刀每齒的切削麵積等於切削寬度和切削厚度的乘積。銑削時,銑刀有幾個刀齒同時參加切削,故銑削時的切削麵積應為各刀齒切削麵積的總和。
由於切削厚度是個變值,使銑刀的負荷不均勻,在工作中易引起振動。但用螺旋圓柱銑刀加工時,不但切削厚度是個變值,而且切削寬度也是個變值,圖1—47中Ⅰ、Ⅱ、Ⅲ三個工作刀齒的工作長度不同,因此有可能使切削層面積的變化大為減少,從而切削力的變化減小,實現較均衡的切削條件。
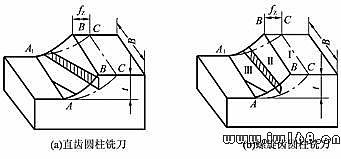
圖1—47 螺旋齒和直齒圓柱銑刀的切削層形式
3. 銑削方式
平面銑削有周銑和端銑兩種方式。周銑是用圓柱形銑刀圓周上的刀齒進行切削,端銑是用面銑刀端面上的刀齒進行切削。
⑴ 圓周銑削方式 圓周銑削有二種銑削方式:逆銑和順銑。如圖1—48a所示,銑刀的旋轉方向和工件的進給方向相反時稱為逆銑,相同時稱為順銑(圖1—48b)。
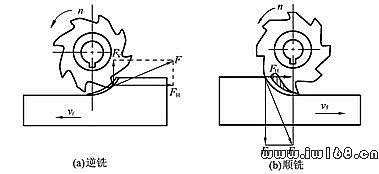
圖1—48 逆銑和順銑
逆銑時,切削厚度從零逐漸增大。銑刀刃口有一鈍圓半徑R,造成開始切削時前角為負值,刀齒在過渡表面上擠壓,滑行,使工件表面產生嚴重冷硬層,並加劇了刀齒磨損。此外,當瞬時接觸角大於一定數值后,F向上,有抬起工件趨勢;順銑時,刀齒的切削厚度從最大開始,避免了擠壓,滑行現象,並且F始終壓向工作台,有利於工件夾緊,可提高銑刀壽命和加工表面質量。
若在絲杠與螺母副中存在間隙情況下採用順銑,當進給力F逐漸增大,超過工作台摩擦力時,使工作台帶動絲桿向左竄動,造成進給不均,嚴重時會使銑刀崩刃。逆銑時,由於進給力F作用,使絲杠與螺母傳動面始終貼緊,故銑削過程較平穩。
⑵ 端銑方式 在端銑時,根據面銑刀相對於工件安裝位置不同,也可分為逆銑和順銑。如圖1—49a所示,面銑刀軸線位於銑削弧長的中心位置,上面的順銑部分等於下面的逆銑部分,稱為對稱端銑。圖1—49b中的逆銑部分大於順銑部分,稱為不對稱逆銑。圖1—49c中的順銑部分大於逆部分稱為不對稱順銑。
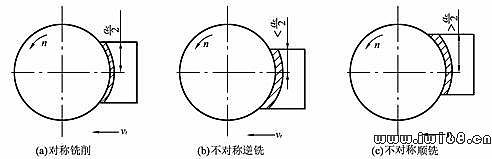
圖1—49 端銑的方式
1.7.5 切齒刀具
切齒刀具是指切削各種齒輪,蝸輪,鏈輪和花鍵等齒廓形狀的刀具。切齒刀具種類繁多, 按照齒形的形成原理,切齒刀具可分為兩大類:成形法切齒刀具和展成法切齒刀具。
1.成形法切齒刀具
這類刀具切削刃的廓形與被切齒槽形狀相同或近似相同。較典型的成形法切齒刀具有兩類:
⑴ 盤形齒輪銑刀 如圖1—50所示,盤形齒輪銑刀是一種把鏟齒成形銑刀,可加工直齒與斜齒輪。工作時銑刀旋轉並沿齒槽方向進給,銑完一個齒後進行分度,再銑第二個齒。
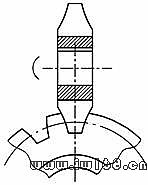
圖1—50 盤形齒輪銑刀
盤形齒輪銑刀前角為零時,其刃口形狀就是被加工齒輪的漸開線齒形。齒輪齒形的漸開線形狀由基圓大小決定,基圓愈小,漸開線愈彎曲;基圓愈大,漸開線愈平直;基圓無限大時,漸開線變為直線,即為齒條齒形。而基圓的直徑又與齒輪的模數、齒數及壓力角有關。當被加工的齒輪模數和壓力角都相同,只有齒數不同時,漸開線開頭顯然不同,出於經濟的考慮,不可能對每一種齒數的齒輪對應設計一把刀具,而是將齒數接近的幾個齒輪用相同的一把銑刀去加工,這樣雖然使被加工齒輪產生了一些齒形誤差,但大大減少了銑刀的數量。加工壓力角為200的直齒漸開線圓柱齒輪用的盤形齒輪銑刀已經標準化,根據GB9063·1—88,當模數為0.3~8mm時,每種模數的銑刀由15把組成一套.一套銑刀中的每一把都有一個號碼,稱為刀號,使用時可以根據齒輪的齒數予以選取.加工精度不高,效率也較低,適合單件小批生產或修配工作。
⑵ 指形齒輪銑刀 如圖1—51所示,指形齒輪銑刀是一把成形立銑刀。工作時銑刀旋轉並進給,工件分度。這種銑刀適合於加工大模數的直齒,斜齒輪,並能加工人字齒輪。
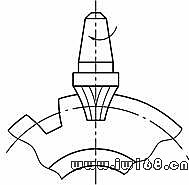
圖1—51 指形齒輪銑刀
指形齒輪銑刀工作時相當於一個懸臂樑,幾乎整個刃長都參加切削,因此竊削力大,刀齒負荷重,宜採用小進給量切削。指形齒輪銑刀還沒有標準化,需根據需要進行專門設計和製造。
2.展成法切齒刀具
這類刀具切削刃的廊形不同於被切齒輪任何剖面的槽形。切齒時除主運動外,還需有刀具與齒坯的相對嚙合運動,稱展成運動。工件齒形是由刀具齒形在展成運動中若干位置包絡切削形成的。
展成切齒法的特點是一把刀具可加工同一模數的任意齒數的齒輪,通過機床傳動鏈的配置實現連續分度,因此刀具通用性較廣,加工精度與生產率較高。在成批加工齒輪時被廣泛使用。較典型的展成切齒刀具有:齒輪滾刀、插齒刀、剃齒刀及蝸輪滾刀等。
⑴ 齒輪滾刀 圖1—52所示是齒輪滾刀的工作情況。滾刀相當於一個開有容屑槽的,有切削刃的蝸桿狀的螺旋齒輪。滾刀與齒坯嚙合傳動比由滾刀的頭數與齒坯的齒數決定,在展成滾切過程中切出齒輪齒形。滾齒可對直齒或斜齒輪進行粗加工或半精加工。
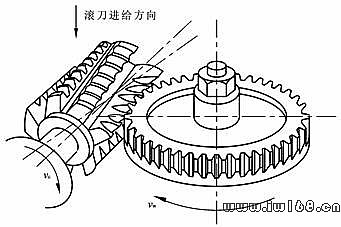
圖1—52 齒輪滾刀的滾齒情況
用齒輪滾刀加工齒輪的過程類似於交錯軸螺旋齒輪的嚙合過程,滾齒的主運動是滾刀的旋轉運動,滾刀轉一圈,被加工齒輪轉過的齒數等於滾刀的頭數,以形成展成運動;為了在整個齒輪寬上都加工出齒輪齒形,滾刀還要沿齒輪軸線方向進給;為了得到規定的齒高,滾刀還要相對於齒輪作徑向進給運動;加工斜齒輪時,除上述運動外,齒輪還有一個附加轉動,附加轉動的大小與斜齒輪螺旋角大小有關。
⑵ 插齒刀 圖1—53所示是插齒刀的工作情況。插齒刀相當於一個有前後角的齒輪。插齒刀與齒坯嚙合傳動比由插齒刀的齒數與齒坯的齒數決定,在展成滾切過程中切出齒輪齒形。插齒刀常用於加工帶台階的齒輪如雙聯齒輪,三聯齒輪等,特別能加工內齒輪及無空刀槽的人字齒輪,故在齒輪加工中應用很廣。
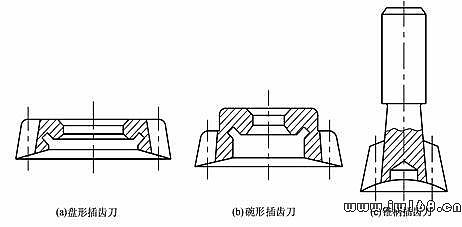
圖1—53 插齒刀的類型
a) 盤形插齒刀 b) 碗形直齒插齒刀 c) 錐柄插齒刀
常用的直齒插齒刀已標準化,按照國家標準GB6081—85規定,直齒插齒刀有盤形、碗形和錐柄插齒刀。在齒輪加工過程中,插齒刀的上下往複運動是主運動,向下為切削運動,向上為空行程;此外還有插齒刀的迴轉運動與工件的迴轉運動相配合的展成運動;開始切削時,在機床凸輪的控制下,插齒刀還有徑向的進給運動,沿半徑方向切入工件至預定深度后徑向進給停止,而展成運動仍繼續進行,直至齒輪的牙齒全部切完為止;為避免插齒刀回程時與工件摩擦,還需有被加工齒輪隨工作台的讓刀運動,如圖1—54所示。
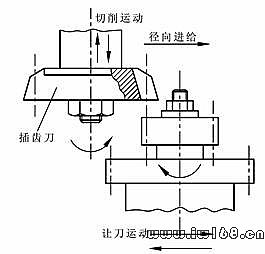
圖1—54 插齒刀的切削運動
⑶ 剃齒刀 圖1—55所示是剃齒刀的工作情況。剃齒刀相當於齒側面開有屑槽形成切削刃的螺旋齒輪。剃齒時剃齒刀帶動齒坯滾轉,相當於一對螺旋齒輪的嚙合運動。在一定嚙合壓力下剃齒刀與齒坯沿齒面的滑動將切除齒側的余量,完成剃齒工作。剃齒刀常用於未淬火的軟齒面的精加工,其精度可達IT6級以上,且生產效率很高,因此應用十分廣泛。
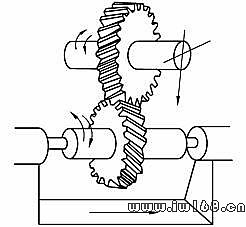
圖1—55 剃齒工作原理
⑷ 蝸輪滾刀
如圖1—56所示,蝸輪滾刀是利用蝸桿與蝸輪嚙合原理工作的,所以蝸輪滾刀產形蝸桿的參數均應與工作蝸桿相同,加工時,蝸輪滾刀與蝸輪的軸相交、中心距也應與蝸桿、蝸輪副工作狀態相同。
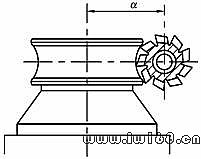
圖1—56 蝸輪的滾刀
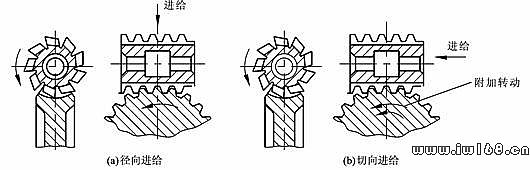
圖1—57蝸輪滾刀的進給方式
a) 徑向進給 b) 切向進給
蝸輪滾刀加工蝸輪可採用徑向進給或切向進給,如圖1—57所示。用徑向進給方式加工蝸輪時。滾刀每轉一轉,蝸輪轉動的齒數等於滾刀的頭數,形成展成運動;滾刀在轉動同時,沿著蝸輪方向進給,達到規定的中心距后停止進給,而展成運動繼續,直到包絡好蝸輪齒形。用切向進給方式加工蝸輪時,首先將噸刀和蝸輪的中心距調整到等於原蝸桿與蝸輪的中心距;滾刀和蝸輪除作展成運動外,滾刀還沿本身的軸線方向進給切入蝸輪,因此滾刀每轉一轉,蝸輪除需轉過與滾刀相等的齒數外,由於滾刀有切向運動,蝸輪還需要有附加的轉動。蝸輪
1.7.6 其它刀具
1.拉削及拉刀
拉削是用拉刀加工內、外成形表面的一種加工方法。如圖1—58所示,拉刀是多齒刀具,拉削時,利用拉刀上相鄰刀齒的尺寸變化來切除加工余量,使被加工表面一次成形,因此拉床只有主運動,無進給運動,進給量是由拉刀的齒升量來實現的。

圖1—58 圓孔拉刀
拉刀的主要特點是:能加工各種形狀貫通的內、外表面;拉削精度高,一般拉削圓孔可達的尺寸公差等級為IT8~IT7,表面粗糙度Ra值為1.6~0.4μm;生產率高,使用壽命長,但製造複雜,主要用於對大量、成批的零件進行加工。
2.刨削及刨刀
刨削是平面加工的主要方法之一。刨削所用刀具稱為刨刀(見圖1—59),常見刨刀有平面刨刀、偏刀、角度刀及成形刨刀。刨削屬於斷續切削,切削時衝擊很大,容易發生“崩刃”和“扎刀”現象,因而刨刀刀桿截面比較粗大,以增加刀桿的剛性,而且往往做成彎頭,使刨刀在碰到硬點時可適當產生彎曲變形而緩和衝擊,以保護刀刃。
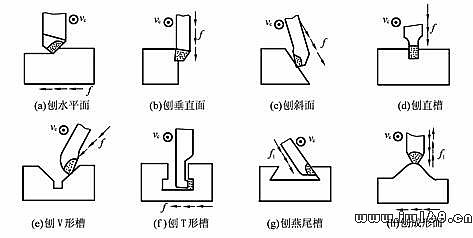
圖1—59 刨削的應用
刨削加工的尺寸公差等級一般為IT13~IT7,表面粗糙度Ra值為25~1.6μm。用寬刀進行精刨,表面粗糙度Ra值為1.6~0.8μm。刨削所用的單刃刨刀與車刀基本相同,形狀簡單,製造、刃磨和安裝皆較方便,但生產率較低 。
3.插削及插刀
插削與刨削基本相同,只是插削是在垂直方向進給,主要用來加工工件的內表面,如鍵槽、花鍵槽等,也可用於加工多邊形孔,如四方孔、六方孔等。特別適於加工盲孔或有障礙台階的內表面。常用插刀形狀見圖1—60,插削時為了避免刀桿與工件相碰,插刀刀刃應該突出於刀桿。
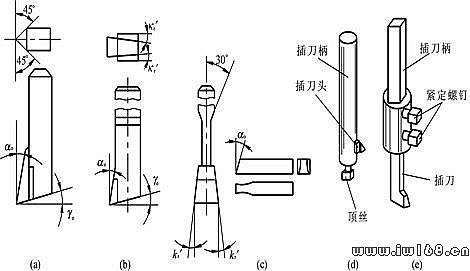
圖1—60 常用插刀形狀
a) 尖刀 b) 切刀 c) 裝在插刀柄中的刀頭 d) 插刀柄 e) 套式插刀