[摘要] 介紹X65、X70鋼管道焊口的返修工藝,該工藝包括返修時打磨坡口尺寸和長度設計,返修位置的確認,焊接工藝參數和操作等關鍵技術。
[關鍵詞] :X65、X70鋼,焊口返修工藝
[前言]
在輸油氣管道安裝中,受地型複雜、焊接條件較差、焊工對某種焊接工藝不熟悉以及焊接技能的高低等影響,而存在著各種焊接缺陷,需要進行返修。如果第一次返修不合格將對此焊口割除重焊,據西氣東輸(X70),陝京二線(X70),廣東LNG(X65)和現在在乾的四川的南幹線(X65),北內環(X70)等工程割除的焊口大部份是返修不合格的,增加了工程成本和難度。本文將對返修口,特別是對於X65、X70鋼焊口返修長度較長,需打磨穿的焊口,制定出了坡口角度和長度的選用設計、焊條選擇、焊接工藝參數的確定及實際操作等關鍵技術。
一、焊前準備:
1、焊接設備的準備
選用ZXT-400ST焊機,150型博世角磨光機、砂輪片Ф150×3mm可根據管徑大小選用直徑適合的砂輪片,但厚度為3mm為好。
2、焊條的選用及烘烤
X65、X70鋼壓力管道焊口的返修,選用林肯5P+,型號AWS,E6010的纖維素焊條打底和牌號CHE507、型號E5015的低氫型焊條填蓋,直徑均為3.2mm。E6010一般不需烘烤,如果受潮需80℃以下進行烘烤,保溫時間1小時;E5010是低氫型向上焊條,使用前需350℃烘烤,保溫1小時。
3、修補位置的確定
焊口返修位置確定是焊口返修中的關鍵環節,應嚴格根據檢測結果確定,返修位置的正確認定有利於正確的打磨缺陷,減少打磨時間,提高返修成功率和降低焊口修復中的成本。
二、焊接工藝:
1、坡口的尺寸設計
正確的選用坡口形式是保證返修X65、X70管道焊口的關鍵技術之一。根據多年來對X65、X70鋼焊口返修時的探索及實踐操作經驗,坡口角度為60°-65°,保證Ф3.2mm的打底焊條能合理運作,間隙為2.5-3mm, 不留鈍邊。其坡口形式見圖1。 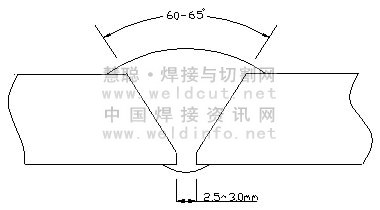
如果坡口角度過大,一是增加了熔敷金屬,二是增加了熱輸入量,對焊縫的組織結構有影響。如果間隙較大,容易造成根焊熔孔過大,內部成型差,而且熔孔過大,焊條停留時間就長,熔池溫度過高,不易控制根焊成型;如果間隙過小,在根焊時會帶來操作上的困難。因此,採用合理的坡口形式,能有效的防止由於焊條電弧不到位形成返修未焊透和單邊未熔合等缺陷,是提高返修質量的技術關鍵。
2、焊縫的打磨與焊接
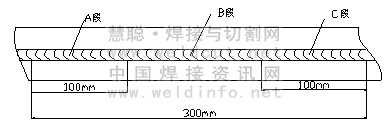
對於X65、X70型強度偏高的管道,如果返修的焊口較長,應採取分段打磨,分段焊接。每段長度應控制在100mm的範圍內為宜,對於返修長度大於100mm時需分段打磨穿後分段焊接。焊縫過長,一次性打磨穿補焊極易形成冷裂紋,補焊時焊口由於受熱不均,補焊中受熱不均易產生應力集中,因此應打磨一段補焊一段,並且多層多道,使焊縫組織結構均勻,細化,在100-200mm範圍內應分兩段打磨焊接;如果補焊的長度大於300時,應先打磨修補中段(即下圖2中B段),在分別打磨修補兩端(即下圖2中A、C段):段,同時應特別注意層間溫度,坡口兩側溫度要均勻,且不低於100℃。
在B段打底之後,焊道厚度不夠,強度不夠,必須用E5015在B段填充2-3遍之後,再進行A段或C段的打磨焊接。打磨時,為保證焊接質量,打磨坡口兩側各50mm範圍內需清理乾淨,並露出金屬光澤,打磨穿之後應把內部的卷邊用工具清理乾淨。焊接前需用液化氣火焰槍對整個焊道預熱,預熱溫度應在120°左右,預熱要均勻。
3、焊接工藝參數設計
選用合理的焊接參數是返修焊口的質量保證,焊接參數如下表。
三、操作技術要點:
1、打底焊
為了保證打底的成型和不產生新的缺陷,焊條角度應與管道焊接處切線方向成85-90°,如果熔孔較大時,角度應向後減小,焊接速度向前加快;熔孔較小時,應增加焊條角度,減慢焊條向前的運條速度;焊條與管道軸嚮應保持在90°,否則,熔池缺水會偏向一邊。運條中必須壓縮電弧,鐵水需往熔池背面送,才能保證根部不內凹。運條時,無論熔孔大小,焊條需作月牙形擺動,才能保證坡口兩側均勻的熔合好,沒有內咬邊;如果不作月牙形擺動,而且運條和焊條角度不正確,電弧沒有控制合理,極易形成內凹、內咬邊。
2、填充和蓋面焊
填充和蓋面都是用E5015鹼性低氫型向上焊焊條,為了保證返修質量,在填充蓋面時,宜短弧焊接,焊接工藝參數見表。填充時電流值取上限,一次填充厚度不能過厚,應多層多道,同時要注意填充焊道與坡口的夾角,夾角過深應砂輪機打磨清渣,以免產生夾渣,填充時焊條的運動見圖3。在蓋面時,焊條的運條途徑應採取向上作月牙形狀運動(如圖3), 
熔池保持橢圓狀最佳,有利控制熔池溫度和形狀,同時焊縫表面不易產生咬邊,而且成形圓滑過度美觀,焊縫余高應控制在0-1.59mm以內。 四、應用效果: 在西氣東輸(X70)陝京二線(X70)、廣東LNG(X65)等工程中,對於缺陷長度較長且需要打磨穿的焊口返修中,均採用了分段焊接,即從中間向兩端焊的焊接方法。根據上述焊接參數、焊接順序、預熱溫度等,有效的解決了長焊縫的返修中出現冷裂紋的技術難題。其焊口在焊后24小時后,作X射線和碰粉探傷,沒有發現有裂紋、未熔合、氣孔等缺陷,返修一次合格率為100%。證明這種返修工藝方法對X65、X70鋼焊口返修長度較長且要打磨穿的缺陷,進行返修是行之有效的,因此該返修工藝方法在工程中被廣泛推廣應用,並在成為西氣東輸工程全部34個機組中3個100%返修合格的機組之一,獲得良好的經濟效益,因此這種返修方法值得推廣。
|