通過下圖9-5所示零件介紹Master CAM的車端面、粗車、精車、切槽、螺紋切削、鑽孔和截斷車削過程。
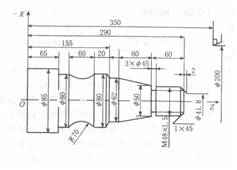

圖1
一、生成端面加工刀具路徑
(一)設置工件。
1.Main Menu→Toolpaths→Job setup系統彈出如圖9-6所示對話框。

圖2
(1) 通過Tool Offsets設置刀具偏移。
(2) 通過Feed Calculation設置工件材料。
(3) 通過Toopath Configuration設置刀具路徑參數。
(4) 通過Post Processor設置後置處理程序。
2. 選擇Boundaries設置工件毛坯。見圖9-7對話框。
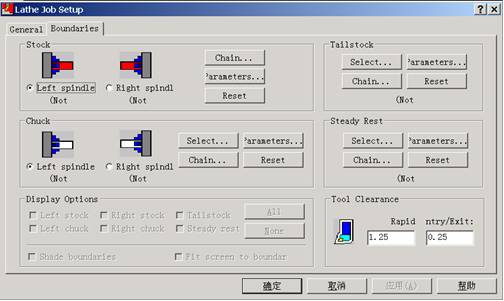
圖3
(1) 通過Stock項目設置工件毛坯大小。選擇Parameters→Take from 2 point設置毛坯的左下角點為(-100,-310),右上角點為(100,10),生成虛線如圖9-8所示的毛坯。
(2) 通過Tailstock尾座頂尖的參數。
(3) 通過Chuck設置卡盤的參數。
(4) 通過Steady rest設置輔助支撐的參數。
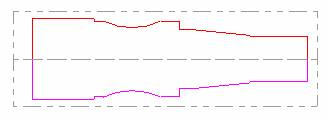
圖4
(5) 選擇Ok,工件設置完成。
(二) 生成車端面刀具路徑
1.Main Menu→Toolpaths→Face系統彈出如圖9-9所示的對話框。
2.在Tool parameters參數對話框中選擇刀具,並設置其他參數。
3.選擇對話框中的Face parameters標籤,並設置參數。見圖9-10所示。Face parameters選項中各參數的含義如下:
(1)Entry amount
Entry amount輸入框用於輸入刀具開始進刀時距工件表面的距離
(2)Roughstepover
當選中Roughstepover輸入框前面的複選框時,按該輸入框設置的進刀量生成端面車削粗車刀具路徑。
(3)Finish stepover
當選中Fini9hstepover輸入框前面的複選框時,按該輸入框設置的進刀量生成端面車削精車刀具路徑。
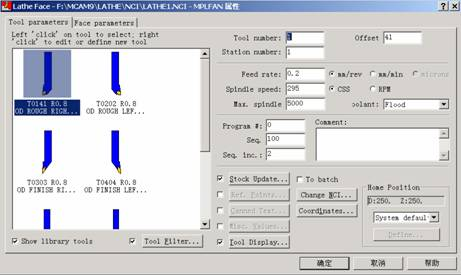
圖5
(4)Number of finish
設置端面車削精車加工的次數。
(5)Overcut amount
該輸入框用於輸入在生成刀具路徑時,實際車削區域超出由矩形定義的加工區域的距離。
(6)Retract amount
該輸入框用於輸入退刀量,當選中Rapid retract複選框時快速退刀。
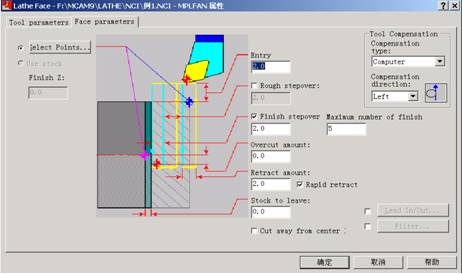
圖6
(7)Stock to leave
該輸入框用於輸入加工后的預留量。
(8)Cut away from center
當選中該複選框時,從距工件旋轉軸較近的位置開始向外加工,否則從外向內加工,
4.選擇Select Point,確定加工區域。
5.選擇Ok,退出Face參數設置。生成如圖圖9-11所示的刀具路徑。
圖7
二、生成輪廓粗車加工刀具路徑
接著前面的例子介紹輪廓粗車加工刀具路徑的生成。
1. Main Menu→Toolpaths→Rough→Chain。選取所加工的外圓柱表面,如圖9-12所示。然後選擇Done。
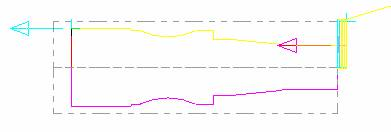
圖8
2. 系統彈出Tool parameters參數對話框和Rough parameters參數對話框
Tool parameters參數對話框。見如圖9-13所示。在Tool parameters參數對話框中選擇刀具,並設置其他參數。
3. 選擇對話框中的Rough parameters標籤,並設置參數。見圖9-14所示,Rough parameters選項中各參數的含義如下:
(1)Overlap amout
當選中該複選框時,相鄰粗車削之間設置有重疊量。重疊距離由該複選框下面的輸人框設置。若為設置進刀重疊,則將在工件外形留下有凹凸不平的扇形,Master CAM通過設置重疊量,使得粗車加工留下的材料都有一樣的厚度。當設置了重疊量時,每次車削的退刀量等於設置的切削探度與重疊量之和。
(2)Rough
Rough輸入框用來設置每次車削加工的切削深度。切削深度的距離是以垂直於切削方向來計算的。當選中Equsl steps複選框時,將最大切削深度設置為刀具允許的最大值。
(3)Stock to leave X
Stock to leave X輸入框用於輸入在X軸方向上的預留量。
(4)Stock to leave Z
Stock to leave Z輸入框用於輸入在Z軸方向上的預留量。
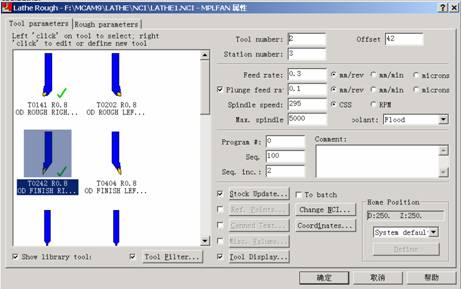
圖9
(5)Entry
Entry輸入框用於輸入刀具開始進刀時距工件表面的距離。
(6)Cutting Method
Cutting Method框用於設置粗切加工的模式。Master CAM中提供兩種選樣:One-way(單向切削)和Zig-zag(雙向切削)。在單向切削中。