第一節 工藝規程概述
一、生產過程與工藝過程
(一)生產過程
生產過程是指將原材料轉變為成品的全過程。一台產品的生產過程包括原材料、半成品、元器件、標準件、工具、工裝、設備的購置、運輸、檢驗、保管,專用工具、專用工裝、專用設備的設計與製造等生產準備工作和毛坯製造、零件加工、熱處理、表面處理、產品裝配與調試、性能試驗以及產品的包裝、發運等工作。
(二)工藝過程
生產過程中直接改變生產對象的形狀、尺寸、相對位置和性能的過程,稱為工藝過程,可以通過不同的工藝方法來完成。因而工藝過程又可具體分為鑄造、鍛造、衝壓、焊接、機械加工、特種加工、熱處理、表面處理、裝配等工藝過程。
採用機械加工方法,直接改變加工對象的形狀、尺寸和表面性能,使之成為成品的過程,稱為機械加工工藝過程。
機械加工工藝過程是由若干個按一定順序排列的工序組成。
1.工序
工序是指一個或一組工人,在一個工作地對同一個或同時幾個工件所連續完成的那一部分工藝過程。
劃分工序的主要依據是工作地點是否改變和加工是否連續。
這裡的連續,是指工序內的工作需連續完成,不能插入其它工作內容或者階段性加工。
工序是組成工藝過程的基本單元,也是制定生產計劃、進行經濟核算的基本單元。工序又可細分為安裝、工位、工步、走刀等組成部分。
2.安裝
安裝是指工件(或裝配單元)通過一次裝夾后所完成的那一部分工序。
3.工位
工位是指在一次裝夾中,工件在機床上所佔的每個位置上所完成那一部分工序。
4.工步
工步是指在加工表面(或裝配時的連續表面)不變、加工工具不變和切削用量不變的條件下,所連續完成的那部分工序。工步是構成工序的基本單元。
5.走刀
走刀是指刀具相對工件加工表面進行一次切削所完成的那部分工作。每個工步可包括一次走刀或幾次走刀。
二、工藝規程的作用和類型
(一)工藝規程的作用
規定產品或零部件製造工藝過程和操作方法等的工藝文件稱為工藝規程.工藝規程是指導生產組織生產、管理生產的主要工藝文件,是加工、檢驗驗收、生產調度與安排的主要依據。
(二)生產綱領和生產類型
1.生產綱領,是指包括備品和廢品在內的年產量.
2.生產類型
生產管理部門按批量或生產的連續性,把生產規模分為三種類型,即單件生產,成批生產和大量生產。
三、編製工藝規程的原則、方法和步驟
(一)編製工藝規程的原則
先進性、可行性、合理性、勞動條件的良好性。
(二)編製工藝規程的主要依據
產品的裝配圖和零件圖、生產綱領和類型等等。
(三)編製工藝規程的方法和步驟
四、零件結構工藝性
結構工藝性是指在滿足使用要求的前提下,製造、維修的可行性和經濟性。零件可以採用不同的工藝方法來製造,每種工藝方法都具有該工藝方法特點所決定的評定零件結構工藝性的依據。如何來分析用機械加工工藝方法製作的零件的結構工藝性。歸納起來,可從以下幾個方面來分析:
1.零件應由一些簡單或者有規律的表面,如平面、迴轉面、螺旋面、漸開線面等組成,避免奇異無規律的表面,否則將給加工帶來困難。
2.零件表面的有關尺寸應標準化和規格化。例如孔、螺紋、軸徑等的尺寸標準化、規格化,可採用標準刀具加工,也便於與標準件配合和便於加工、裝配及用戶的使用。
3.零件有關表面形狀應與加工刀具形狀相適應。否則將增加加工難度。
4.盡量減小加工面積。既減小了加工工作量,又保證接觸良好。
5.零件的結構應保證加工時刀具的引進和退出。
6.零件的結構應能盡量減少加工時的裝夾以及換刀次數。
7.不需要加工的毛坯表面不要設計成加工面,要求不高的面不要設計成高精度、粗糙度值小的表面。
8.應能定位準確,夾緊可靠,便於加工,便於測量。
第二節 定位基準的選擇
一、基準的概念及分類
零件上用以確定其它點、線、面的位置所依據的那些點、線、面稱為基準。根據其功用的不同,可分為設計基準、工藝基準兩大類。
(一)設計基準
在零件圖上用以確定其它點、線、面的基準,稱為設計基準。
(二)工藝基準
零件在加工、測量、裝配等工藝過程中使用的基準統稱工藝基準。工藝基準又可分為:
1.裝配基準 在零件或部件裝配時用以確定它在機器中相對位置的基準。
2.測量基準 用以測量工件已加工表面所依據的基準。例如以內孔定位用百(千)分表測量外圓表面的徑向跳動,則內孔就是測量外圓表面徑向跳動的測量基準。
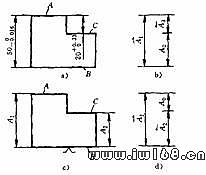
 3.工序基準 在工序圖中用以確定被加工表面位置所依據的基準。所標註的加工面的位置尺寸稱工序尺寸。工序基準也可以看作工序圖中的設計基準。圖6-1 所示為鑽孔工序的工序圖,圖a、b分別表示兩種不同的工序基準和相應的工序尺寸。
3.工序基準 在工序圖中用以確定被加工表面位置所依據的基準。所標註的加工面的位置尺寸稱工序尺寸。工序基準也可以看作工序圖中的設計基準。圖6-1 所示為鑽孔工序的工序圖,圖a、b分別表示兩種不同的工序基準和相應的工序尺寸。
4.定位基準 用以確定工件在機床上或夾具中正確位置所依據的基準。如軸類零件的中心孔就是車、磨工序的定位基準。如圖6-2所示的齒輪加工中,從圖a可看出,在加工端面E及內孔F的第一道工序中,是以毛坯外圓面A及端面B確定工件在夾具中的位置的,故A、B面就是該工序的定位基準。圖b是加工齒輪端面B及外圓A的工序,用E、F面確定工件的位置,故E、F面就是該工序的定位基準,由於工序尺寸方向的不同,作為定位基準的表面也就不同。
作為基準的點、線、面有時在工件上並不一定實際存在(如孔和軸的軸線、某兩面之間的對稱中心面等),在定位時是通過有關具體表面起定位作用的,這些表面稱定位基面。例如在車床上用頂尖撥盤安裝一根長軸,實際的定位表面(基面)是頂尖的錐面,但它體現的定位基準是這根長軸的軸線。因此,選擇定位基準,實際上既選擇恰當的定位基面。
二、定位基準的選擇原則
根據定位基面表面狀態,定位基準又可分為粗基準和精基準。凡是以未經過機械加工的毛坯表面作定位基準的,稱為粗基準,粗基準往往在第一道工序第一次裝夾中使用。如果定位基準是經過機械加工的,稱為精基準。精基準和粗基準的選擇原則是不同的。
(一)粗基準的選擇
粗基準的選擇,主要考慮如何保證加工表面與不加工表面之間的位置和尺寸要求,保證加工表面的加工余量均勻和足夠,以及減少裝夾次數等。具體原則有以下幾方面:
1.如果零件上有一個不需加工的表面,在該表面能夠被利用的情況下,應盡量選擇該表面作粗基準。
2.如果零件上有幾個不需要加工的表面,應選擇其中與加工表面有較高位置精度要求的不加工表面作第一次裝夾的粗基準。
3.如果零件上所有表面都需機械加工,則應選擇加工余量最小的毛坯表面作粗基準。
4.同一尺寸方向上,粗基準只能用一次。
5.粗基準要選擇平整、面積大的表面。
(二)精基準的選擇
選擇精基準時,主要應考慮如何保證加工表面之間的位置精度、尺寸精度和裝夾方便,其主要原則是:
1.基準重合原則 即選設計基準作本道加工工序的定位基準,也就是說應盡量使定位基準與設計基準相重合。這樣可避免因基準不重合而引起的定位誤差。
2.基準統一原則 在零件加工的整個工藝過程中或者有關的某幾道工序中儘可能採用同一個(或一組)定位基準來定位,稱為基準統一原則。
3.互為基準原則 若兩表面間的相互位置精度要求很高,而表面自身的尺寸和形狀精度又很高時,可以採用互為基準、反覆加工的方法。
4.自為基準原則 如果只要求從加工表面上均勻地去掉一層很薄的余量時,可採用以加工表面本身作定位基準。
第三節 工藝路線的擬訂
工藝路線是指從毛坯製造開始經機械加工、熱處理、表面處理生產出產品、零件所經過的工藝流程。工藝路線是工藝規程的總體布局,它主要涉及零件表面加工方法的選擇、加工階段的劃分、加工工序數目的確定和工序的安排。
一、表面加工方法的選擇
在選擇零件各表面的加工方法時,主要應從以下幾個方面來考慮。
(一)零件的結構
包括組成零件各表面的性質和尺寸的大小及結構的複雜程度。各種典型表面都有其相適應的加工方法。例如,外圓表面的加工,主要以車、磨為主;孔的加工,則以鑽、鉸、車、鏜、磨等為主;平面加工又以銑、刨、插、拉、車、磨等為主;精密螺紋加工是以車、磨、研為主;齒形的主要加工方法有滾、插、拉、磨、剃、珩、研等。
(二)各種加工方法所能達到的經濟精度和表面粗糙度
任何一種加工方法能獲得的加工精度和表面粗糙度都有一個相當大的範圍,而高精度的獲得一般要以高成本為代價,不適當的高精度要求,會導致加工成本急劇上升。
(三)工件材料的性質
加工方法的選擇,常受工件材料性質的限制。例如淬火鋼淬火后應採用磨削加工;而有色金屬磨削困難,常採用金剛鏜或高速精密車削來進行精加工。
(四)工件的結構形狀和尺寸
以內圓表面加工為例,迴轉體零件上較大直徑的孔可採用車削或磨削;箱體上IT7級的孔常用鏜削或鉸削,孔徑較小時宜用鉸削,孔徑較大或長度較短的孔宜選用鏜削。
(五)生產率和經濟性
選擇加工方法一定要考慮生產類型,這樣才能保證生產率和經濟性要求。
二、加工階段的劃分
零件的加工質量要求較高或結構較為複雜時,一般工藝路線較長,工序較多。從零件的整個機械加工工藝過程來看,可劃分為五個加工階段:
(一)粗加工階段 此階段主要任務是切除大部分加工余量,應使用高生產率的加工方法和設備,以提高生產率。而對於精度要求很低的加工表面,在本階段可直接加工完畢。
(二)半精加工階段 此階段要切除粗加工后可能產生的變形和缺陷,並為主要表面的精加工作好準備。一般安排在熱處理之前進行。對於次要表面的加工(如鑽孔、攻絲、銑鍵槽等)則在本階段加工完畢。
(三)精加工階段 此階段是要保證主要表面達到圖紙規定的質量要求,主要是靠精加工方法和工藝裝備保證質量。
(四)光整加工階段 主要是為加工質量要求特別高(6級以上標準公差,表面粗糙度Ra0.2um以下)的表面設置的加工階段。該階段主要用光整加工方法和專門的工藝裝備來降低表面粗糙度值,用以獲得很光潔的表面。
(五)超精密加工階段 其加工精度在0.3~0.03μm、表面粗糙度值在Ra0.05~0.03μm範圍(或稱亞微米級加工)。
劃分加工階段的目的是:
1.零件在加工中由於受切削力、切削熱和內應力的作用,不可避免地要產生變形,影響加工質量。劃分加工階段並使各加工階段有一定的時間間隔,便於殘餘應力得到釋放,從而減少這些變形帶來的影響,或者在加工階段之間安排諸如熱處理、校直、自然時效等工序來消除各種變形的影響,提高加工質量。
2.由於各加工階段的主要任務不同,加工方法、加工設備、不同等級的技術工人的配備也就不同。為合理地使用設備和發揮技術工人的積極性,粗加工用功率大、精度較低、效率高的設備和技術等級低的工人。精加工則與之相反,從而發揮機床的各自特點,滿足高效、低耗生產的要求。
3.便於安排熱處理工序。例如,粗加工后安排時效處理,消除粗加工時工件所產生的殘餘應力;精加工又安排在淬火工序之後,以利於提高加工精度和消除淬火產生的變形及氧化層。
4.便於發現毛坯的缺陷,以便及時報廢或修補,減少浪費。
5.精加工階段放在最後進行加工,可以避免因零件在周轉時的運輸當中精加工表面的碰傷及划傷。
三、工序集中與工序分散
安排零件的加工工藝過程時,還要解決工序集中和工序分散問題。在不同的生產條件下,工藝人員編製的工藝會有所不同。。
我們把同一個零件工藝過程中工序多少的狀況稱為工序的集中和分散。
工序集中就是在每個工序中加工內容很多,儘可能在一次安裝中加工許多表面,或盡量在同一台設備上連續完成較多的加工要求。這樣,零件工藝過程中工序少,工藝路線短。
工序分散則相反,它把加工表面分的很細,每個工序加工內容少,表現為工序多,工藝路線長。
由於工序的集中和分散各有特點,究竟按何種原則確定工序數量,這要根據生產綱領、機床設備及零件本身的結構和技術要求等作全面的考慮。但從技術的發展方向來看,隨著數控機床、加工中心的發展和應用,今後將更多地趨向於工序集中。
四、加工順序的安排
要滿足零件圖樣的全部技術要求及生產的高效率和低成本,不僅要正確選擇定位基準和每個表面的加工方法,而且要合理地安排工序順序。這不僅指安排好機械加工間的順序,而且要合理地安排好機械加工與熱處理、表面處理及與輔助工序(如清洗、檢驗等)間的工序順序。
(一)機械加工順序的安排
1.基面先行 作為其它表面加工的精基準一般安排在工藝過程一開始就進行加工。
2.先主后次 零件的主要工作表面(一般是指加工精度和表面質量要求高的表面)、裝配基面應先加工,從而及早發現毛坯中可能出現的缺陷。
3.先粗后精 一個零件的切削加工過程,總是先進行粗加工,再進行半精加工,最後是精加工和光整加工。
4.先面后孔 箱體、支架等類零件上具有輪廓尺寸遠比其它表面尺寸為大的平面,用它作定位基準面穩定可靠,故一般先加工這些平面以作精基準,供加工孔和其它表面時使用。
(二)熱處理工序的安排
熱處理工序在工藝過程中的安排是否恰當,是影響零件加工質量和材料使用性能的重要因素。熱處理的方法、次數和在工藝過程中的位置,應根據材料和熱處理的目的而定。
(三)檢驗工序的安排
檢驗工序是輔助工序中最重要的工序,為了確保零件的加工質量,在工藝過程中合理地安排檢驗工序是非常必要的。一般在重要工序的前後、零件送往另一個車間之前、各加工階段之間及工藝過程的最終都應安排檢驗工序,以保證加工質量。零件的清洗工序一般安排在最終檢驗工序之前。
第四節 加工余量的確定
一、加工余量
(一)加工余量的概念
毛坯尺寸與零件圖的設計尺寸之差稱為表面的加工余量,而相鄰兩工序尺寸之差稱為工序余量。
(二)影響加工余量的因素
(三)確定加工余量的方法
1.計演算法 按公式計算最經濟合理,但難以獲得齊全可靠的數據資料。
2.經驗估計法 憑經驗確定加工余量,僅用於單件小批生產。
3.查表修正法 實際生產中常用的方法是將生產實踐和試驗研究積累的大量數據列成表格,以便使用時直接查找,同時還應根據實際情況加以修正。
二、工序尺寸的計算
工序尺寸是工件在加工過程中各工序應保證的加工尺寸,工序尺寸的公差,應按各種加工方法的經濟精度選定。制定工藝規程的重要內容之一就是確定工序尺寸及其公差。在確定了工序余量和工序所能達到的經濟精度后,便可計算出工序尺寸及其公差。
當加工某一表面的各道工序都採用同一個定位基準,並與設計基準重合時,只需考慮各工序的加工余量,可由最後一道工序開始向前推算。
第五節 工藝尺寸鏈
一、基本概念
在零件的加工過程個機器的裝配過程中,經常會遇到一些相互聯繫的尺寸組合,這些相互聯繫、且按一定順序排列的封閉尺寸組合稱尺寸鏈。在零件的加工過程中,由有關工序尺寸組成的尺寸鏈稱為工藝尺寸鏈。
在尺寸鏈中,每一個尺寸稱為尺寸鏈的環,根據其作用不同,尺寸鏈中的環又可分為:
封閉環——在尺寸鏈中最後形成或未標註間接保證的尺寸成為封閉環。一個尺寸鏈中,封閉環只能有一個,用A0表示。
組成環——尺寸鏈中,除去封閉環以外的尺寸統稱組成環。
根據組成環對封閉環的影響,組成環又分:
增環——在尺寸鏈中,當其餘組成環不變時,將某一環增大(或減小),封閉環也隨之增大(或減小),該環稱之為增環,用 表示。
表示。
減環——在尺寸鏈中,當其餘組成環不變時,將某一環增大(或減小),封閉環反而隨之減小(或增大),該環就為減環,用 表示。
表示。
二、尺寸鏈的建立與分析
用尺寸鏈來計算工藝尺寸時,正確的建立與分析尺寸鏈非常重要,如果建立分析錯了,那就一切皆錯。因此,要特別注意以下幾點:
(一)組成尺寸鏈的尺寸,一定是密切相關、相互制約的一組尺寸。不相關的尺寸不屬於尺寸鏈的組成部分。
(二)正確地確定封閉環。在尺寸鏈中,封閉環是最後形成的或者是間接保證的尺寸,而且只有一個。封閉環一定要判斷準確,否則計算出的結果將是錯誤的。
(三)準確判斷增環、減環。根據增、減環對封閉環的影響,採用標箭頭的方法來判斷,特別是當尺寸鏈的環數較多時,這樣判斷既方便又不容易出錯。其方法是:在封閉環上方任給一個方向標出箭頭,然後沿箭頭指定的方向,由封閉環的一端順序地在各組成環上方標出箭頭,直到與封閉環另一端封閉為止。凡是箭頭方向與封閉環所標的箭頭方向相同的組成環既為減環,相反則為增環。準確地確定增、減環也很重要,否則同樣得到錯誤的結果。
另外,在畫尺寸鏈圖時,應先確定出封閉環,然後由其一端畫起,順序畫下去,直到封閉環另一端封閉為止。
三、尺寸鏈的計算方法
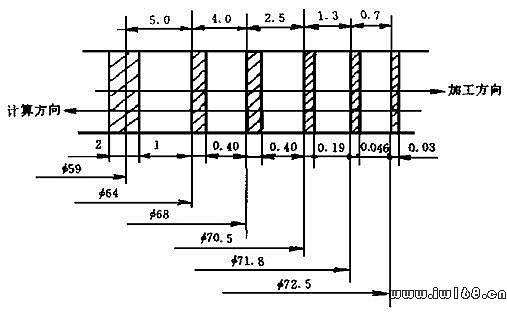
實際生產中,解尺寸鏈的方法主要是極值法(尤其當尺寸鏈環數較少的情況下)。極值法又稱極大值極小值解法,這種解法是從最不利的情況出發,即各增環皆為最大值而各減環皆為最小值,或者各增環都是最小值而各減環又都是最大值的情況,來計算封閉環的。用極值法解尺寸鏈的基本公式如下:
(一)基本尺寸的計算
封閉環的基本尺寸等於各增環的基本尺寸之和減去各減環的基本尺寸之和。
(二)極限尺寸的計算
封閉環的最大極限尺寸等於所有增環最大極限尺寸之和減去所有減環最小極限尺寸之和;封閉環的最小極限尺寸,等於所有增環的最小極限尺寸之和減去所有減環的最大極限尺寸之和。
(三)上、下偏差的計算
封閉環的上偏差等於所有增環的上偏差之和減去所有減環的下偏差之和;封閉環的下偏差等於所有增環的下偏差之和減去所有減環的上偏差之和。
(四)公差的計算
封閉環的公差等於所有組成環公差之和。
四、幾種尺寸鏈的分析解法
(一)定位基準與設計基準不重合時的尺寸換算
例 圖6
 mm的要求。本工序中採用B面定位來加工C面,調整機床時,需按尺寸A2進行(圖6
mm的要求。本工序中採用B面定位來加工C面,調整機床時,需按尺寸A2進行(圖6
1.確定封閉環 設計尺寸 mm是本工序加工后間接保證的,故為封閉環A0。
mm是本工序加工后間接保證的,故為封閉環A0。
2.查明組成環 根據組成環的定義尺寸A1和A2均對封閉環產生影響,故A1、A2為該尺寸鏈的組成環。
3.繪製尺寸鏈圖及判別增、減環 工藝尺寸鏈如圖6-12d)所示,其中A1為增環,A2為減環。
4.計算工序尺寸及偏差。
由 
得 
由 
得 
由 
得 
故:所求工序尺寸為
5.驗算 根據題意及工藝尺寸鏈圖可知增環的公差為0.16mm,封閉環的公差為0.33mm,由計算知工序尺寸(減環)的公差為0.17mm,
根據公式 
得 0.33=(0.16+0.17)mm
故計算正確。
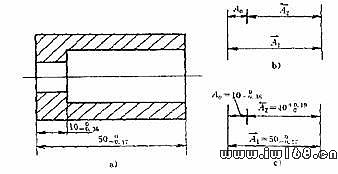
(二)測量基準與設計不重合時的尺寸換算
例 如圖6-13所示的套筒零件,設計尺寸如圖所示,加工時,測量尺寸 較困難,而採用深度游標尺直接測量大孔的深度則較為方便,於是尺寸就成了被間接保證的封閉環A0,A1為增環。A2為減環。為了間接保證A0 ,須進行尺寸換算,確定A2尺寸及其偏差。
較困難,而採用深度游標尺直接測量大孔的深度則較為方便,於是尺寸就成了被間接保證的封閉環A0,A1為增環。A2為減環。為了間接保證A0 ,須進行尺寸換算,確定A2尺寸及其偏差。
(三)余量校核
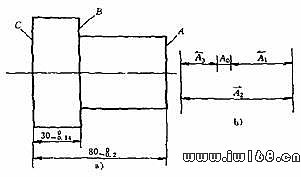
例 如圖6-14a)所示的小軸,其軸向尺寸的加工過程為:車端面A;車台階面B(保證尺寸 );車端面C以保證總長
);車端面C以保證總長 ;熱處理;鑽中心孔;磨台階面B以保證尺寸
;熱處理;鑽中心孔;磨台階面B以保證尺寸 。試校核台階面B的加工余量。
。試校核台階面B的加工余量。
(四)中間工序尺寸及偏差換算
有些零件的某些設計尺寸不是基準重合得到的,它不僅受到表面最終加工時工序尺寸的影響,還與中間工序尺寸的大小有關,此時應以設計尺寸為封閉環,求得中間工序尺寸的大小和偏差。
如圖6-15a)所示的齒輪內孔,內孔設計尺寸為 ,表示鍵槽深度的設計尺寸為
,表示鍵槽深度的設計尺寸為 ,加工工藝過程為:
,加工工藝過程為:
1.拉孔至 ;
;
2.拉鍵槽保證尺寸A;
3.熱處理(略去熱處理變形的影響);
4.磨孔至圖樣尺寸。
試計算工序尺寸A及其偏差。
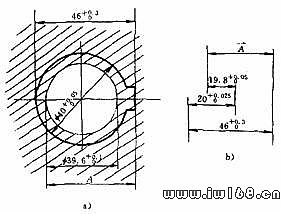
在上述工藝過程中沒有特別指出拉孔和磨孔時所採用的定位基準。略去磨削后孔中心和拉削后孔中心同軸度的誤差,可以認為磨削后孔表面是通過它們的中心線發生聯繫的,以孔半徑和中間工序尺寸A為組成環。設計尺寸 mm在磨孔工序中間接得到,為封閉環,拉削半徑19.8
mm在磨孔工序中間接得到,為封閉環,拉削半徑19.8 mm為減環,工序尺寸A和磨孔半徑20
mm為減環,工序尺寸A和磨孔半徑20 mm為增環。列出的工藝尺寸鏈圖。
mm為增環。列出的工藝尺寸鏈圖。
增環 (45.8 +0.275 +0.050)
20 +0.025 0
減環 -19.8 0 -0.050
封閉環 46 +0.30 0
故插鍵槽的工序尺寸A及其偏差為: A=45.8 mm。
mm。
若按入體原則標註,則A=45.85 mm。
mm。