一、概述
飛機發動機的葉片大小不同,形狀各異:從尺寸上看,大的葉片有250×60×10,小的只有30×10×5;從形狀上看,帶阻風台結構的稍複雜一些,需五軸聯動銑削;不帶阻風台的,用四軸加工即可。所有葉片都有一個特點:薄,加工時易變形。
葉片的毛坯均為合金鑄件,加工工序比較複雜,從圖紙到成品,一般都要經過40~60個工序。目前,發動機葉片(葉背、葉盆)的加工,大多採用三軸銑削,即在立式銑削中心(帶旋轉工作台)先銑葉背,然後轉180?,再銑葉盆。進汽邊、出汽邊以及葉根,在後續的工序中再處理。這種銑削方法裝卡次數多,加工效率低,並且加工後葉片變形大,葉片截面形狀與原設計有較大誤差。
如果採用四軸聯動銑削,一次裝卡就可把葉背、葉盆、進出汽邊以及葉根同時加工出來,並且加工后的葉片變形也很小。如果走刀路徑設計的合理,加工後葉片表面的光潔度高,後續的輔助工序可以取消或減化,進汽邊和出汽邊也無需再處理。從整體來看,葉片的加工質量和效率都會大為提高。
四軸銑削葉片,理想的刀具路徑如下:
(1)四軸銑削葉背、葉盆時,刀具沿軸線螺旋走刀,從一端走到另一端;
(2)再單獨銑一次進、出汽邊,刀具沿葉片軸線從一端銑到另一端,以保證進、出汽邊的形狀精度和表面光潔度;
(3)銑削葉根的過渡面時,確保葉片兩端的凸台不受損傷。
二、葉背、葉盆銑削
對於圖1所示的葉片,可採用近似於螺旋的走刀路徑。刀具相對於葉片繞軸線做旋轉運動,同時間斷地沿軸線作直線運動,如圖1所示。採用這種走刀路徑,葉片的變形小,質量可靠;葉背葉盆刀痕勻布,余量均勻,減少了後續打磨、拋光等工序的工作量,可明顯地提高葉片的生產效率。並且,編製這種走刀路徑,較編製螺旋走刀路徑容易得多。
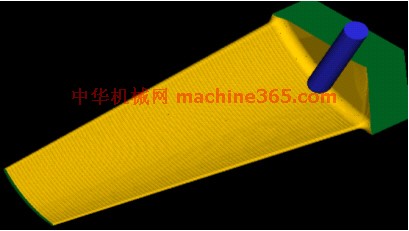
圖1 葉片走刀路徑
以下詳細說明有關計算方法及參數的選擇。
圖2是葉片的俯視圖。葉形的長邊約220.7mm,短邊約175.3mm,葉片高約93.9mm。葉片兩端均有台階,台階的側面與葉形的交線跟軸線不垂直,左邊夾角約20°,右邊約8.6°。

圖2 俯視圖
四軸聯動銑削時,在右端和左端的走刀方嚮應同台階的側面基本平行,銑刀間斷地沿軸線向葉片中部銑削時,走刀方向逐漸與軸線垂直,如圖2所示。在最左側,走刀方向與刀軸夾角20°角,銑削到A1_A1截面時,走刀方向與軸線垂直。銑到B1-B1截面后,走刀方向逐漸右斜。在最右端,走刀方向與右側台階的側面方向一致,即與軸線夾角8.6°。
設相鄰兩刀具路徑間的距離為d,則從最左端到A1-A1截面的切削次數為N=27.3/d,取d=1.5,則N=18刀,取20刀。相鄰兩刀的相對轉角為:20°/20=1°。
同樣計算右端的刀數:14.5/1.5=9.6取10刀。每刀轉角:8.6°/10=0.86°。
最大轉角計算:切削平面旋轉后,各刀具路徑不應重疊,條件為:Qm×W/2≤d,Qm≤2d/W,如圖3所示。W=93.9、d=1.5,得Qm≤1.83°。
圖3 刀具路徑不重疊條件示意
三、進、出汽邊銑削
進出汽邊是由多個位於相互平行的平面上、直徑為0.65~0.68mm的圓弧構成的直紋曲面。用直徑φ6的銑刀銑削時,最好用側刃銑。可把各圓弧分為5等份,計算6條對應的等參曲線。然後,根據這6條曲線編製四軸程序,使刀具沿著6條曲線運動,且刀軸方向始終與曲面相切。
四、MasterCAM的多軸銑削功能
本零件使用MasterCAM軟體造型和編程。MasterCAM的多軸銑削功能非常強勁,有多種四軸、五軸加工方法,用戶可最大程度地控制走刀方式(Tool Type)、刀具運動(Tool motion)和刀軸方向(Tool axis),編出高質量的多軸加工程序。這些加工方法包括:五軸鑽孔、五軸輪廓銑削、多曲面五軸端銑加工、五軸側刃銑削(圓柱棒刀或圓錐棒刀)等等。
MasterCAM還提供有多種選項,控制刀具在走刀進程中的前傾角、後仰角以及左右擺角。通過設置前傾角、後仰角,可改變刀具的受力狀況,提高加工的表面質量。通過改變左右擺角,可以避免刀頭刀桿與工件的碰撞。五軸精加工時,在零件曲率變化太大的區域內,MasterCAM還可加密刀位點,銑出光滑的表面。本例的模擬結果,如圖4所示。
圖4 加工模擬結果
MasterCAM提供了很多控制刀軸方向的辦法,如:
•用一組直線確定方向。五軸走刀時,刀軸的方向根據這組直線方向的變化而變化。
•用上下兩組曲線控制刀軸方向。
•用一個封閉的邊界,控制刀軸的運動範圍,刀軸的方向受限於邊界。
•限制刀軸的傾角(A、B、或C ),以防碰撞。
•用某個固定點控制刀軸方向,使刀具在切削時,其軸線始終通過該點。
MasterCAM的五軸銑削模擬也非常強。可使用任何形狀的毛坯,準確模擬加工過程及加工結果,起到所見即所得的作用。有力地保證了數控程序的正確性。
總之,用MasterCAM設計和加工葉片,快捷方便、安全可靠。