切斷車刀主要用在卧式和立式車床、回輪和轉塔車床、自動和半自動車床、數控車床以及車削中心上切斷桿料,也可用於切槽、切左右端面、倒角等工作。
切削過程中,切削區排屑困難,冷卻不足,刃寬較窄(通常刀頭寬度B=0.6mm,式中d為被切工件直徑,單位為mm)、刀頭厚度小而伸出臂長,其強度、剛性、散熱及切削條件差,當切削接近到工件中心時,實際工作後角變為負值,切削力較開始切斷時顯著增大,常會引起振動、擠壓、「?刀」或打刀等現象。為此,須對切斷車刀的刃形和結構加以改進,而實踐業已證明,這樣做效果很好。
改變刀具的刃形
切斷車刀切削刃的形狀(刃形)除直接影響刀具強度外,還會影響切削變形、切削力、排屑及刀具工作角度的變化。因此,必須根據具體條件選擇合適的刃形。
生產中常見的切斷車刀刃形如圖1所示。
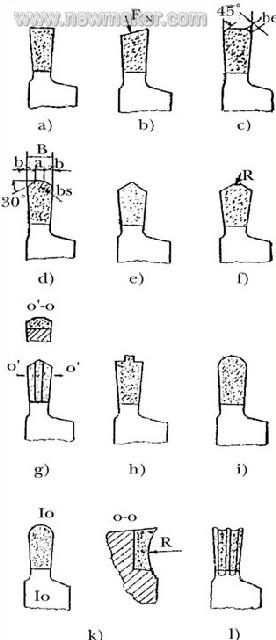
圖1 切斷車刀的刃形
平直刃型如圖1a所示,它刃磨簡單,切下的工件兩端面平整,切削變形小。但兩個刀尖角小,散熱條件差,刀尖易磨損,而且由於切削層的橫向(膨脹)變形,易使切屑堵塞在加工表面槽壁之間,增加了排屑的困難,易引起振動、擠壓、「?刀」或打刀等現象。主要用於強度、硬度不高的低碳鋼及有色金屬的切斷加工。高速鋼切斷車刀一般磨成這種刃型。
單斜刃型如圖1b所示,在工件將切斷時切削刃逐漸切出,減小了工件芯部殘留芯柱,但因其切削力的水平分力F會使刀頭向尾座方向偏斜,切出工件端面中心內凹。單斜刃型切斷刀適於切割管類零件。
雙過渡刃型如圖1c所示,在平直刃型的兩個刀尖處磨出偏角為45°、長度bɛ≈B/5(B為刀頭寬度)的兩條過渡刃即成雙過渡刃型。由於增大了刀尖角,刀具的強度和散熱情況得到改善,有利於提高刀具壽命,適於加工碳鋼、工具鋼等中等強度的鋼料。
折線形切削刃型(平劍刃型)如圖1d所示,它採用一刀多刃分解切削,把一條平直主切削刃上兩個強度最弱的刀尖處磨成兩條斜切削刃,使刀尖角增大到150°,兩條斜刃和兩個副切削刃間夾角也成為118°~119°,既增加了刀尖強度和散熱條件,也減少了單位切削刃長度上的切削負荷。
由於在刀具上要磨出一定前角,故兩條斜刃會自然形成兩個負刃傾角λp,如圖2所示,從而使普通平直刃的單純推切削變為一小段平刃推切和兩條斜刃起剃削作用的斜切削,平刃在切斷時起引導作用,而斜刃可增大實際切削前角,使切削刃鈍圓半徑減小,刃口更為鋒利,從而使切削阻力減小。
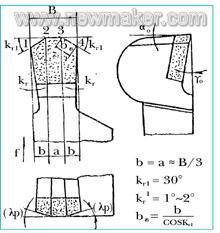
圖2 折線形切削刃的參數
此外,因兩側斜刃上的切屑要垂直於刀刃方向流出,所以會使形成的切屑橫截面收縮,寬度變窄,不易擠在工件的兩個槽壁之間,有利於切屑的排出。折線形切削刃的參數可取為:b=a≈B/3(B為刀頭寬度),κrɛ=30°, bɛ=b/cosκr1 。
因兩條斜刃的長度大於一小段平直刃長度,這樣就形成了一種「以剃為主,推切為副,推剃並用」的新型切削方式。這種刃型適於強力切割中碳鋼和合金鋼等材料,切出工件端面也較平整。
雙斜刃型(人字型)如圖1e所示,它是圖1d刃型中取消一小段平直刃的特例。切削時它充分利用斜角切削的原理,適於加工強度高、韌性大的金屬,如合金工具鋼、高速鋼及不 鋼等材料。圖1f為在雙斜刃上再磨出一條R=0.5~1mm帶小圓弧槽的刃型,在工件表面上形成一道圓環形凸筋,起導向與消振作用。
屋脊刃型如圖1g所示,它耐衝擊,具有較高強度,適於加工各種不回火鑄鐵、白口鐵和六角鋼等工件。
台階刃型如圖1h所示,它能以較大的進給量切削各類碳鋼及不 鋼等材料。其主要特點是刀具導向及分屑性能好。
圓弧刃型如圖1j所示,刀具壽命高,在相同的加工條件下,可比普通平直刃切斷車刀的切削速度提高20%左右,但刃磨困難,主要用於加工各種小圓弧工件。
凹面刃型如圖1k所示,是在圖1j刃型的前刀面上再用小直徑(小於50mm)砂輪修磨出近似於30°的全凹形弧面,因前角較大,故適於加工特軟和粘性的材料,如橡膠滾筒、膠皮軸類以及軟鉛、鋁、塑膠等。
瓦楞刃型如圖1l所示,適於加工各種脆性材料。其特點是能使原飛濺的碎屑變形,捲曲成瓦楞狀而折斷,操作安全且粉屑少。
由上可知,上述各種刃形總的特點是強化了刀尖,減少了單位切削刃長度上的切削負荷,使排屑順利,還有一定的抗振作用。必須指出,我國目前硬質合金刀片在這方面很不完全,各種刃形須靠操作者手工磨出,品質難以保證,而國外如瑞典SANDVIK公司已有硬質合金切斷(槽)車刀的八類刃形刀片供用戶選用,如圖3所示。

圖3 SANDVIK公司切斷刀硬質合金刀片分類
正確選擇刀具的幾何參數
切斷車刀主要的幾何參數如圖4所示。
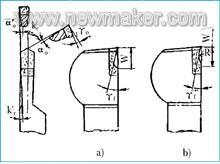
圖4 切斷車刀的幾何參數
前角:前角γo為使刃磨和測量方便,通常切斷車刀只給出進給方向上的前角γf。在平直刃上γo=γf。前角在刀具強度允許的前提下,應盡量取大值。加工中碳鋼時,硬質合金切斷車刀的前角,一般取10°~20°,高速鋼切斷車刀可取15°~25°。
為了控制切屑形狀和使排屑順利,常在切斷刀的前刀面上磨出直線圓弧形卷屑槽(圖4a)或圓弧形卷屑槽(圖4b)。圓弧半徑R及卷屑槽寬度W要根據被切斷的工件直徑而定。此外,最好在卷屑槽上磨出一個斜角τ(可取10°),以使切屑向車床尾座方向流出(見圖5)。
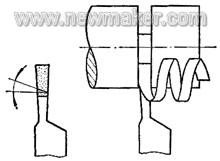
圖5 卷屑槽斜角的作用
為加強切削刃,防止打刀,硬質合金切斷車刀的刀刃上可磨出一個br1=(0.4~0.6)f與γo1=-5°~-20°的負倒棱,式中f為進給量。
後角:後角應盡量用小值,以增強切削刃和減小切削時的振動。通常取=2°~6°。有時,還在近切削刃處磨出一小段寬為0.1~0.2mm、後角為0°的窄棱面(刃帶),以增加阻尼,減小切削時的振動。
為避免過分削弱刀頭強度,一般切斷車刀上的副後角會根據不同材質作如下界定:
αo=1°30』~2°(高速鋼)
α=2°30』~3°30』(硬質合金)。
偏角:主偏角的大小決定於刃形。平直刃型切斷刀κr=90°,雙斜刃型上κr=60°。當工件芯部不留殘留芯柱時,κr=75°~80°。
副偏角的大小影響刀具強度和剛性,因受刀頭寬度尺寸的限制,一般切斷車刀上的副偏角κr=1°~2°(高速鋼)及κr=1°30』~3°(硬質合金)。
改進切斷車刀的結構選擇
切斷車刀按其結構分整體式、焊接式及機夾式三種。高速鋼切斷車刀一般用整體式。焊接式及機夾式主要用於硬質合金車刀上。
焊接式切斷車刀雖然具有結構簡單、便於製造、刀片與刀體連接可靠、刃磨方便等特點,但硬質合金刀片在焊接過程中常會產生裂紋。而採用機夾式切斷車刀,可避免因高溫焊接引起的刀片硬度下降和產生裂紋等缺陷,可提高刀具的使用壽命。
目前按國家標準GB/T10953生產的機夾切斷車刀都採用上壓式結構。圖6所示為上壓式機夾切斷車刀,它採用底面為120°凸V形的Q型刀片,通過螺釘和壓板從上向下壓緊刀片,壓板前端可鑲焊硬質合金作為斷屑器。
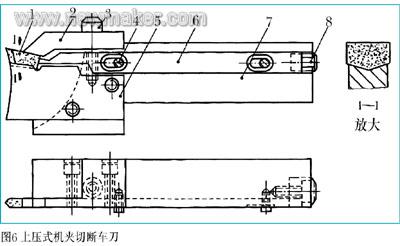
刀片重磨後,旋動螺釘8,推動推桿6移動來調節刀刃位置。其缺點是刀刃是直的,且前刀面為平面,不能使切屑橫向產生收縮變形,容易與已加工表面摩擦,切屑易卡在槽內而引起打刀。
圖7所示為自鎖式可調直徑的機夾硬質合金刀片切斷刀。刀片的上定位面或上下定位面為120°內凹V形面,並且上下定位面不平行,形成楔形。用橡皮錘將刀片敲入刀槽內。切斷時,在徑向力作用下,刀片將可靠地楔緊在刀槽內。
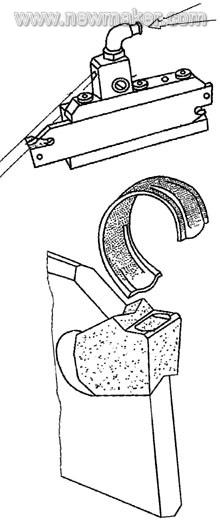
圖7 自鎖式機夾硬質合金刀片切斷刀
這是一種結構較新型的切斷刀,刀片上直接壓制出斷屑槽,其槽形能使切屑橫向產生收縮而變窄,避免了切屑卡住在槽內,並使刀片碎裂。
近幾年來,ISCAR公司推出的一種新型塗層硬質合金切斷刀片(HELIGRIP霸王刀片),受到了人們的青睞。如圖8所示,它被作成雙頭的,一頭磨損後可轉位使用。

圖8 新型塗層硬質合金切斷刀片
正確選擇切削用量和切削液
這種刀片採用了三維曲面槽型,斷屑範圍寬,適應性好,能同時適用於切斷、仿形車削、切槽、車外圓、端面切槽、鏜孔、鏜內槽和車端面八種不同形式的加工,如圖9所示,從而擴大了刀片應用範圍,大大減少了刀具的庫存。

圖9 HELIGRIP霸王刀加工範圍
正確選擇切削用量和切削液,對提高切斷刀的使用壽命也十分重要。通常進給量可取f=0.1~0.5mm/r ; 切削速度可取 VC=10~30m/min(高速鋼)及VC=50~120m/min(硬質合金)。
使用切斷車刀時,須使切削刃對準工件中心高,刃磨時兩側切削刃必須對稱,切削液供應須充分,切鋼時可用5%~10%濃度的乳化液。有條件時,可採用高壓供給切削液(見圖7),效果更好。為防止切削液的飛濺及注射不勻,使用硬質合金切斷刀時,也可不用切削液。
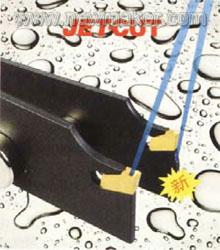
圖10 高壓內冷卻切斷車刀
國外新近還推出一種採用高壓內冷卻的自楔緊式硬質合金切斷車刀新結構,如圖10所示,特別適於高速加工高溫合金等難加工材料。
作者:葉偉昌 葉毅 來源:CMJ 中國機械與金屬