1 鑄件的工藝結構
鑄造加工屬於成型加工,通常是將熔化了的金屬液體注入沙箱的型腔內,待金屬液體冷卻凝固后,去除 型沙,即獲得鑄件。為了保證零件質量,便於加工製造,需對鑄件的一些工藝結構提出要求 (1) 起模斜度為了便於將模樣從砂型中取出(起模),型腔應有適當的斜度,因此鑄件表面沿拔模或脫模方向有一斜度(一般不大於3°)。當這種斜度無特殊要求時,圖上可以不表示,如圖1(a)所示;但需註明斜度時,則必須畫出斜度並加以標註,如圖1(b)所示。
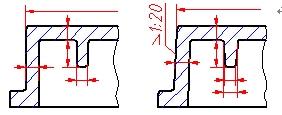
圖1 鑄造工藝結構
(2) 鑄造圓角
為了避免澆注時鐵水將砂型轉角處沖毀,或在鑄件轉角處產生裂紋,零件上相鄰表面的相交處均應 以圓角過渡,如圖2(b)所示。鑄造圓交的半徑大小一般為3~5mm,可在圖紙的右上角集中標註"未注圓 角R3~5"
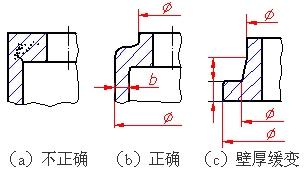
圖2 鑄造圓角
(3) 鑄件壁厚
鑄件的壁厚若相差過大,澆鑄后凝固過程中易造成縮孔、變形和裂紋,如圖2和圖2(a)所示。因此 ,鑄件的壁厚應基本均勻,如圖2(b)所示;或逐漸地過渡,如圖2(c)所示 (4) 凸台和凹坑
裝配時為了使螺栓、螺母、墊圈等緊固件或其它零件與相鄰鑄件表面接觸良好,並減少加工面積, 或為了使鑽孔時鑽頭不致偏斜或折斷,常在鑄件上制出凸台,凹坑或鍃平等結構,如圖5所示。
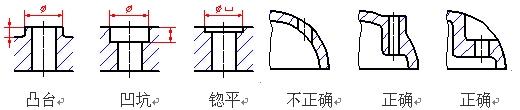
圖3 凸台和凹坑
(5) 凹槽
為了減少加工面積,又能獲得良好的接觸表面,常將箱座類鑄件的底面做成凹槽,如圖4所示。
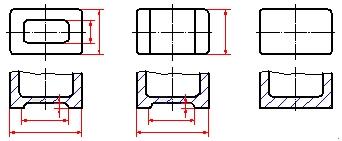
圖4 凹槽
(6) 肋
為了增強鑄件的強度和剛性,鑄件上常帶有一薄板,稱之為肋,如圖5所示。
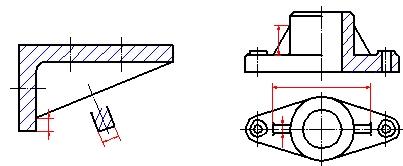
圖5 肋
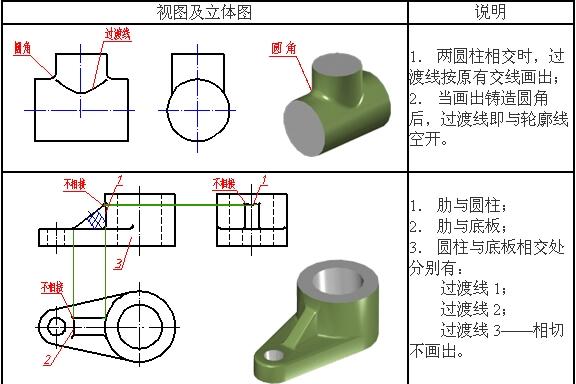
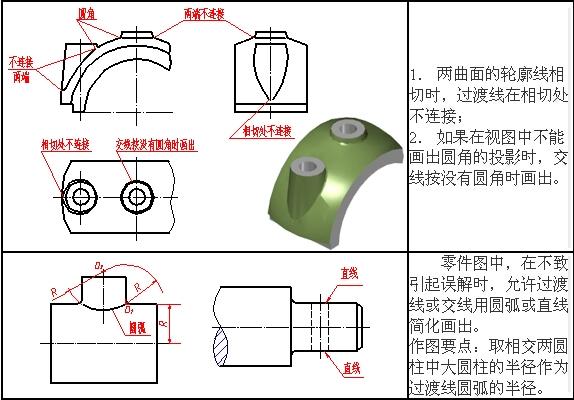
(7)過渡線
由於鑄件表面相交處存在鑄造圓角,因此其交線就不很明顯。但為了增強圖形的直觀性,區別不同表面,圖樣上仍須在原相交處畫出交線的投影,這種交線稱為過渡線。過渡線的畫法與原有交線畫法相同,但由於有圓角,因此交線的兩端不再與鑄件的輪廓線相接觸,其畫法見下表。