中華人民共和國國家標準
UDC 621.71∶744
機械製圖
.4
尺寸注法
GB 4458.4-84
Mechanical drawings
代替GB 129-74
Dimensioning
本標準規定了在機械圖樣中標註尺寸的方法。
與本標準有關的國家標準。
GB 4457.3-84 《機械製圖 字體》
GB 4457.4-84 《機械製圖 圖線》
GB 1183-84 《形狀和位置公差 術語及定義》
1 基本規則
1.1 機件的真實大小應以圖樣上所注的尺寸數值為依據,與圖形的大小及繪圖的準確度無關。
1.2 圖樣中(包括技術要求和其他說明)的尺寸,以毫米為單位時,不需標註計量單位的代號或名稱,如採用其他單位,則必須註明相應的計量單位的代號或名稱。
1.3 圖樣中所標註的尺寸,為該圖樣所示機件的最後完工尺寸,否則應另加說明。
1.4 機件的每一尺寸,一般只標註一次,並應標註在反映該結構最清晰的圖形上。
2 尺寸數字、尺寸線和尺寸界線
2.1 尺寸數字
2.1.1 線性尺寸的數字一般應注寫在尺寸線的上方,也允許注寫在尺寸線的中斷處(圖1)。
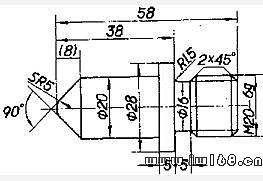
圖1
2.1.2 線性尺寸數字的方向,一般應採用第一種方法注寫。在不致引起誤解時,也允許採用第二種方法。但在一張圖樣中,應儘可能採用一種方法。
方法1:數字應按圖2所示的方向注寫,並儘可能避免在圖示30°範圍內標註尺寸,當無法避免時可按圖3的形式標註。
方法2:對於非水平方向的尺寸,其數字可水平地注寫在尺寸線的中斷處(圖4、5)。
2.1.3 角度的數字一律寫成水平方向,一般注寫在尺寸線的中斷處(圖6)。必要時也可按圖7的形式標註。
2.1.4 尺寸數字不可被任何圖線所通過,否則必須將該圖線斷開(圖8)。
圖8
2.2 尺寸線
2.2.1 尺寸線用細實線繪製,其終端可以有下列兩種形式:
a. 箭頭:箭頭的形式如圖9所示,適用於各種類型的圖樣。
b. 斜線:斜線用細實線繪製,其方向和畫法如圖10所示。當尺寸線的終端採用斜線形式時,尺寸線與尺寸界線必須相互垂直,如圖11所示。
圖11
當尺寸線與尺寸界線相互垂直時,同一張圖樣中只能採用一種尺寸線終端的形式。當採用箭頭時,在地位不夠的情況下,允許用圓點或斜線代替箭頭(圖16)。
2.2.2 標註線性尺寸時,尺寸線必須與所標註的線段平行。
尺寸線不能用其他圖線代替,一般也不得與其他圖線重合或畫在其延長線上。
2.2.3 圓的直徑和圓弧半徑的尺寸線的終端應畫成箭頭,並按圖12所示的方地標註。
當圓弧的半徑過大或在圖紙範圍內無法標出其圓心位置時,可按圖3a的形式標註。若不需要標出其圓心位置時,可按圖13v的形式標註。
2.2.4 標註角度時,尺寸線應畫成圓弧,其圓心是該角的頂點。
2.2.5 當對稱機件的圖形只畫出一半或略大於一半時,尺寸線應略超過對稱中心線或斷裂處的邊界線,此時僅在尺寸線的一端畫出箭頭(圖14、圖15)。
2.2.6 在沒有足夠的位置畫箭頭或注寫數字時,可按圖16的形式標註。
圖16
2.3 尺寸界線
2.3.1 尺寸界線用細實線繪製,並應由圖形的輪廓線、軸線或對稱中心線處引出。也可利用輪廓線、軸線或對稱中心線作尺寸界線(圖8、17)。
圖17
2.3.2 當表示曲線輪廓上各點的坐標時,可將尺寸線或其延長線作為尺寸界線(圖18、19)。
2.3.3 尺寸界線和般應與尺寸線垂直,必要時才允許傾斜(圖20)。

圖20
2.3.4 在光滑過渡處標註尺寸時,必須用細實經玫將輪廓線延長,從它們的交點處引出尺寸界線
(圖20)。
2.3.5 標註角度的尺寸界線應洞徑向引出(圖21)。標註弦長或弧長的尺寸界棧應平行於該弦的垂直平分線(圖22、23),當弧度較大時,可沿徑向引出(圖24)。
3 標註尺寸的符號
3.1 標註直徑時,應在尺寸數字前加註符號“ ”;標註半徑時,應在尺寸數字前加註符號“R”;標註球面的直徑或半徑時,應在符號“ ”或“R”前再加註符號“S”(圖25)。
對於螺釘、鉚釘的頭部,軸(包括螺桿)的端部以及手柄的端部等,在不致引起誤解的情況下可省略符號“S”(圖26)。
3.2 標註弧長時,應在尺寸數字上方加註符號“ ”(圖23、24)。
3.3 標註參考尺寸時,應將尺寸數字加上圓括弧(圖27)。
圖27
3.4 標註剖面為正方形結構的尺寸時,可在正方形邊長尺寸數字前加註符號“ ”(圖28a、c)或用B×B”(圖28b、d,B為正方形的邊長)注出。
圖28
3.5 標註板狀零件的厚度時,可在尺寸數字前加註符號“ ”(圖29)。
3.6 當需要指明半徑尺寸是由其他尺寸所確定時,應用尺寸線和符號“R”標出,但不要注寫尺寸數(圖30)
3.7 標註斜度或錐度時,可按表1所示的方法標註,斜度和錐度的符號如圖31a和圖31b所示。符號的線寬為h 10。符號的方嚮應與斜度、錐度的方向一致。
必要時可在標註錐度的同時,在括弧中注出其角度值。
圖31
表1
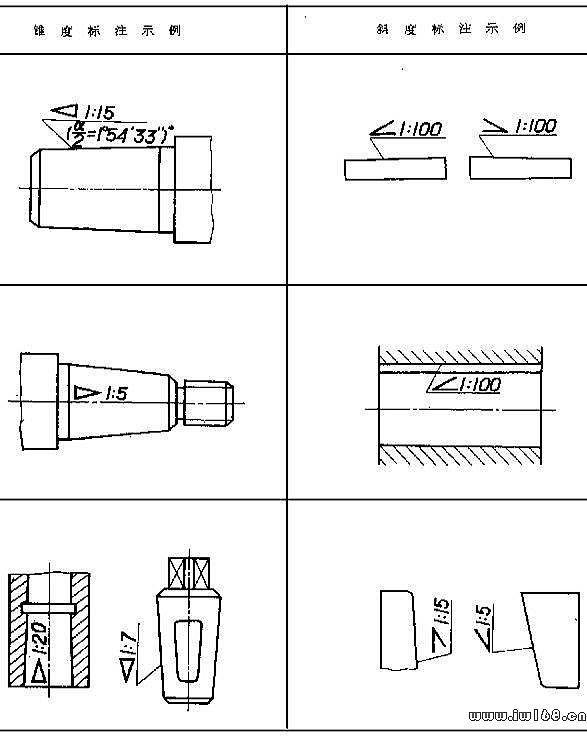
*α不錐角。
4 簡化注法
4.1 45°的倒角可按圖32的形式標註,非45°的倒角應按圖33的形式標註。
4.2 若圖樣中圓角或倒角的尺寸全部相同或某個尺寸占多數時,可在圖樣空白處作總的說明,如“全部圓角R4”、“全部倒角1.5×45°”、“其餘圓角R4”、“其餘倒角1×45°”等。
4.3 一般的退刀槽可按“槽寬×直徑”(圖34)或“槽寬×槽深”(圖35)的形式標註。
4.4 在同一圖形中,對於尺寸相同的孔、槽等成組要素,可僅在一個要素上注出其尺寸和數量(圖36~38)。
圖36
4.5 均勻分佈的成組要素(如孔等)的尺寸按圖37所示的方法標註。當成組要素的定位和分佈情況的圖形中已明確時,可不標註其角度,並省略“均布”兩字(圖38)。
4.6 在同一圖形中具有幾種尺寸數值相近而又重複的要素(如孔等)時, 用採用標記(如塗色等)的方法(圖39),或採用標註字母的方法(圖40)來區別。
孔的尺寸和數量可直接標註在圖形上(圖39、40),也可用列表的形式表示(圖41)。
圖41
4.7 對不連續的同一表面,可用細實線連接后標註一次尺寸(圖42)。
4.8 由同一基準出發的尺寸,可按圖42~44的形式標註。也可以用坐標的形式列表標註(圖45)。
7.9 對於印製板類的零件,可直接採用坐標格子表示尺寸(圖46)
4.10 間隔相等的鏈式尺寸,可採用圖47、圖48所示的方法標註。
4.11 各種孔(光孔、螺孔、沉孔等)可採用旁註的方法標註,如表2。
續表2

4.12 當圖形具有對稱中心線時,分佈在對稱中心線兩邊的相同結構,可僅標註其中一邊的結構尺寸,如圖49中的R64、12、R5等。

圖49
5 其他標註
5.1 標註圓錐銷孔的尺寸時,應按圖50a和圖50b的形式引出標註,其中 4和 3都是所配的圓錐銷的公稱直徑。
圖50
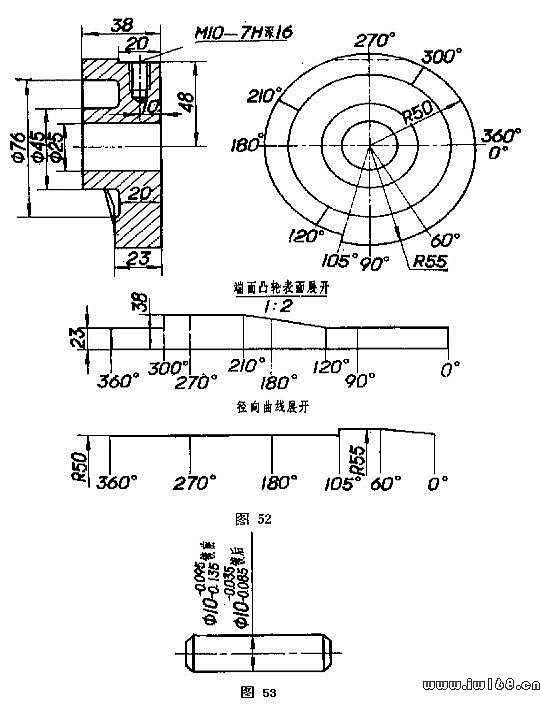
5.2 對於凸輪的曲面(或曲線)和處在曲面上的某些結構,其尺寸可標註在展開圖上(圖51、52)。
圖51
5.3 對於鍍塗表面的尺寸,按以下規定標註。
5.3.1 圖樣中鍍塗零件的尺寸應為鍍塗后尺寸,即計入了鍍塗層厚度,如為鍍塗前尺寸,應在尺寸數字的右邊加註“鍍(塗)前”字樣。
5.3.2 對於裝飾性、防腐性的自由表面尺寸,可視作鍍塗前尺寸,省略“鍍(塗)前”字樣。
5.3.2 對於裝飾性、防腐性的自由表面尺寸,可視作鍍塗前尺寸,省略“鍍(塗)前”字樣。
5.3.3 對於配合尺寸,只有當鍍塗層厚度不影響配合時,方可視作鍍塗前的尺寸,並省略“鍍(塗)前”字樣。
5.3.4 必要時可同時標註鍍塗前和鍍塗后的尺寸,並注寫“鍍(塗)前”和“鍍(塗)后”字樣(圖53)。