1 螺紋工藝結構及尺寸注法
(1) 倒角 為了便於內、外螺紋旋合和防止端部螺紋碰傷,一般在螺紋端部做出倒角(即圓台)。一般倒角底圓的直徑差應略大於螺紋大徑與小徑之差。如圖1所示。 圖中C表示45°倒角,H1為外螺紋倒角深度。在投影為圓的視圖上,倒角圓一般省略不畫。
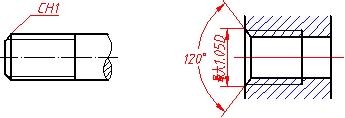
圖1 外螺紋倒角與內螺紋倒角
(2) 螺尾和螺紋退刀槽
由於加工中退刀的原因,會在螺紋收尾部分形成一小段不完整的螺紋,稱為螺尾,如圖2。螺尾一般在圖樣中不需畫出。 其加工過程如圖2所示。
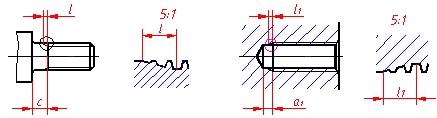
圖2 螺尾
螺尾是不能旋合的,為了消除螺尾,常在工件上預先車出一比螺紋稍深的槽,以便車刀退出,這種槽稱為退刀槽,如圖3所示。
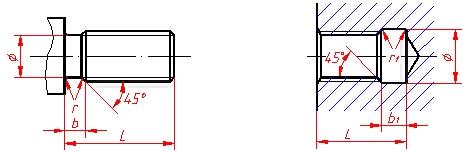
圖3 退刀槽
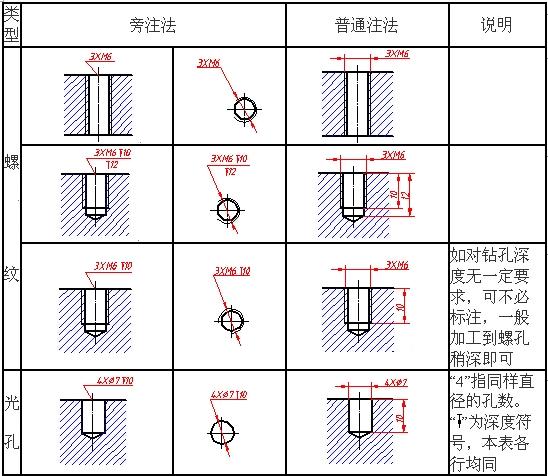
(3)不通螺孔
通常不通螺孔可採用攻絲的加工方法制出,如圖4所示。孔底因鑽頭留下的錐坑,錐頂角簡化為120度,且不注尺寸。如圖5所示。
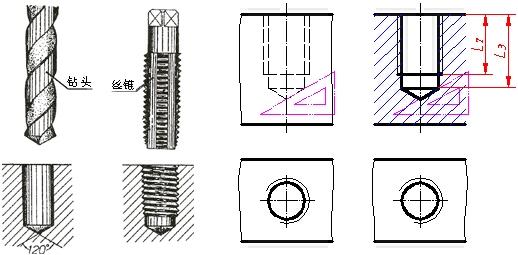
圖4 不通螺孔
畫不通螺孔時應注意:
1. 按螺紋小徑畫通孔,其深度為L3,錐頂簡化成120°。
2. 按螺紋大徑畫螺紋線(圓),其深度為L2,螺孔深度不包括螺尾的長度。
2 圓角、倒角工藝結構及尺寸注法
對於階梯狀的孔和軸,為了避免轉角處產生應力集中,設計和製造零件時,這些地方常以圓角過渡,其尺寸注法如圖5所示,尺寸大小可查有關國家標準。
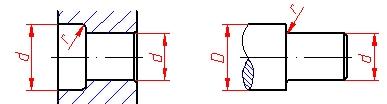
圖5 倒圓尺寸標註
為了去除零件上因機加工產生的毛刺,也為了便於零件裝配,一般在零件端部做出倒角,倒角畫法和尺寸注法,如圖6所示。
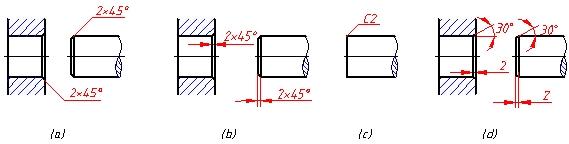
圖6 倒角尺寸標註
3 退刀槽、砂輪越程槽工藝結構及尺寸注法
為了在切削或磨削加工時便於刀具的退出,保證加工質量,並在裝配時容易使兩接觸零件靠緊等原因,常預先在零件被加工表面的終止處加工出退刀槽或砂輪越程槽。 (1) 退刀槽的形狀和尺寸注法,如圖7所示。
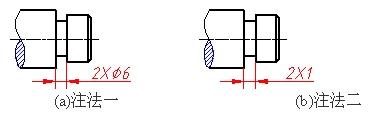
圖7 退刀槽尺寸標註
其中:2 是槽寬尺寸,Φ6是槽底軸的直徑,1 是槽的深度 (2) 常用的砂輪越程槽結構有多種,如圖8所示
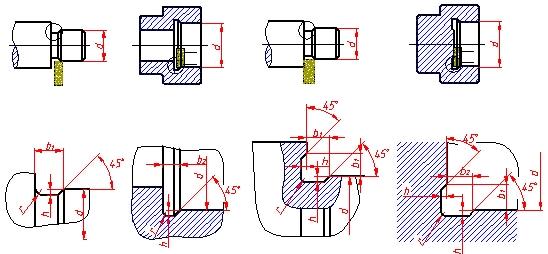
圖8 磨外、內圓的端面砂輪越程槽
4. 常見孔的工藝結構及尺寸注法