Some problems of designing the main drives of universal machine
toolsJAN WOJCIECHOWSKI, PRZEMYSLAW WYGLĄDACZInstitute of Production
Engineering and Automation, Wrocław University of Technology,
Łukasiewicza 5, 50-371 WrocławAbstract: The problem of fitting the
characteristic of the universal machine tool』s main drive to anticipated
machining tasks is considered. The power demand and the cutting torque
demand for turning and milling are analysed. It is shown that by
employing a multiplying gear one can obtain a constant machining power
in a wide range of spindle speeds whereby both steel and aluminium
alloys can be efficiently machined.Keywords:machine tool, main drive, designing1.
Introduction As the range of cutting speed increases, there is a
tendency to increase the rotational speed of spindles in the design of
the main drives of machine tools. In the years 1989–1999, the maximum
spindle speed increased ten times. Another requirement connected with a
drive towards higher metal removal rates is that rotational speed be
changed in a stepless way to maintain the optimum cutting speed on the
one hand and to minimize selfexcited vibration on the other one [1].
Still another important requirement is that high (much over the capacity
of the driving motor) spindle speeds should be assured at a constant
motor power. The power is in-dispensable for efficient machining at both
low and high spindle speeds. The efficient machining of materials
characterized by high specific cutting resistance, such as steel,
requires a low spindle speed at a constant power, whereas by increasing
this speed one can efficiently machine such materials as aluminium and
its alloys as well as other materials with a much weaker cutting
resistance but requiring a much higher cutting speed. The highspeed
electrospindles used today are often incapable of meeting the above
requirements. The latter, however, can be met by incorporating
additional gears, both reducing and multiplying the motor speed, into
the main drive. The possibilities of applying of such gears in the main
drives of selected universal machine tools are explored in this paper.2.
Shaping main drive characteristics The design of the main drive of
machine tool consists in the selection of proper commercially available
subassemblies. In order to choose a suitable drive unit, onemust analyse
and compare the required load curves for the intended machining
proc-esses with those of a potential motor equipped with a power supply
unit and possibly a gear transmission [2]. The drive should be capable
of performing all the intended tasks at a high degree of machine tool
production potential utilization. The drive』s load curves can be
determined if one has such input data as:− the rotational speeds
required,− the power needed to realize the machining process,− the
cutting torque. To precisely determine the input data one must know the
machining tasks which a given machine tool is to perform. In the case of
universal machine tools, it is not easy to foresee what procedures will
be applied to workpieces. The latter could be used to determine the
load characteristic. One of the methods of preselecting a motor for the
main drive is the method of maximum loads [2], in which the worst
possible drive loading conditions that may occur during the operation of
the machine tool are selected. This means that roughing operations in
which large-diameter layers are cut and operations involving high
rotational speeds are considered. The choice of machining parameters
should take into ac-count the machine tool』s load-bearing structure, its
ways and the machining parameters permissible for the cutting tool
materials.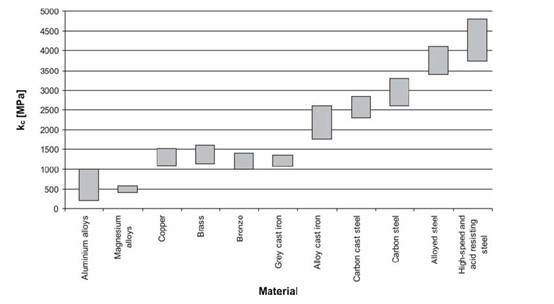 Fig. 1. Specific cutting resistancekcof
different materials The methodofmaximum loads is applied here to show
how by incorporating a multiplying gear into the kinematic chain of the
main drive the machine tool』s functional properties can be improved. In
order to determine the main drive』s load characteristic, the machining
power and the torque were calculated. Turning and milling, as the main
ways of machining by universal machine tools, were investigated. Much
heavier loads than the ones associated with, for example, drilling are
involved in the above processes. The machining of objects made of steel
St60-2 and aluminium alloy Al99,8_F6 (DIN) was analysed since the latter
are the most commonly machined materials with diametrically different
cutting resistances (Figure 1). Sandvik Coromant』s catalogues were used
for the selection of cutting tools and machining parameters for the
exemplary procedures [3].3. Analysis of main drive characteristics The
load characteristics of the main drives of universal machine tools: a
milling machine and a lathe were analysed. In the case of the milling
machine, face milling by a cutter with a typical diameterd= 50 mm and number of insertsz=
4 was chosen. In-sert material CT530 (ensuring a high cutting speed)
recommended by Sandvik Coromant was used for machining both steel and
aluminium [3]. In the case of the lathe, a roller with diameterd=
50 mm was straight turned and the insert material was CT630. The
machining parameters used in the analysis of main drive loading for the
two machines are shown in the Table.
Fig. 1. Specific cutting resistancekcof
different materials The methodofmaximum loads is applied here to show
how by incorporating a multiplying gear into the kinematic chain of the
main drive the machine tool』s functional properties can be improved. In
order to determine the main drive』s load characteristic, the machining
power and the torque were calculated. Turning and milling, as the main
ways of machining by universal machine tools, were investigated. Much
heavier loads than the ones associated with, for example, drilling are
involved in the above processes. The machining of objects made of steel
St60-2 and aluminium alloy Al99,8_F6 (DIN) was analysed since the latter
are the most commonly machined materials with diametrically different
cutting resistances (Figure 1). Sandvik Coromant』s catalogues were used
for the selection of cutting tools and machining parameters for the
exemplary procedures [3].3. Analysis of main drive characteristics The
load characteristics of the main drives of universal machine tools: a
milling machine and a lathe were analysed. In the case of the milling
machine, face milling by a cutter with a typical diameterd= 50 mm and number of insertsz=
4 was chosen. In-sert material CT530 (ensuring a high cutting speed)
recommended by Sandvik Coromant was used for machining both steel and
aluminium [3]. In the case of the lathe, a roller with diameterd=
50 mm was straight turned and the insert material was CT630. The
machining parameters used in the analysis of main drive loading for the
two machines are shown in the Table.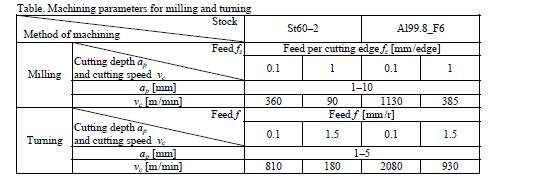 In order to determine the required powerPmaxand the cutting resistance torqueM, first maximum cutting component forceFcmaxwas calculated. Specific cutting resistancekcdetermines
the material properties which affect the above force. The resistance is
not constant and depends mainly on the rate of feed. A computer program
and relevant data contained in the Sandvik Coromant catalogue were used
to calculate the forceFcmax[3]. Maximum cutting component needed to calculate the machining powerPmaxis expressed by this relation:Fcmax=kc·ap·f[N], (1)where:Fcmax– the maximum cutting component force,kc– the specific cutting resistance,ap– the depth of cut,f– the feed.Maximum machining powerPmaxfor forceFcmaxand recommended cutting speedvcis written as:
In order to determine the required powerPmaxand the cutting resistance torqueM, first maximum cutting component forceFcmaxwas calculated. Specific cutting resistancekcdetermines
the material properties which affect the above force. The resistance is
not constant and depends mainly on the rate of feed. A computer program
and relevant data contained in the Sandvik Coromant catalogue were used
to calculate the forceFcmax[3]. Maximum cutting component needed to calculate the machining powerPmaxis expressed by this relation:Fcmax=kc·ap·f[N], (1)where:Fcmax– the maximum cutting component force,kc– the specific cutting resistance,ap– the depth of cut,f– the feed.Maximum machining powerPmaxfor forceFcmaxand recommended cutting speedvcis written as: ,where:Pmax– the maximum machining power,vc– the cutting speed.The cutting resistance torqueMcan be expressed by:
,where:Pmax– the maximum machining power,vc– the cutting speed.The cutting resistance torqueMcan be expressed by: ,where:M– the cutting resistance torque,d–
the tool』s or the workpiece』s diameter for respectively milling and
turning.On the basis of the calculations the power demand and cutting
torque diagrams for the machining parameters shown in Table 1 were
drawn.The milling power demand diagram (Figure 2) for steel (the darker
area) and aluminium (the lighter area) shows that the load curve for
steel differs significantly from that for aluminium. In thecase of
steel, power demand occurs at lower rotational speeds than in the case
of aluminium. Thus a machine tool designed for machining steel will not
be efficient in the machining of aluminium products since it is
incapable of sufficiently high rotational speeds needed to achieve high
productivity. Whereas a machine tool intended only for machining
aluminium will not have a sufficiently high power in the lower range of
rotational speeds in which the power demand for machining steel is
high.The main drive motor power diagram (broken line) was superimposed
on the power demand diagram. The Mitsubishi SJ-P F7.5 motor was selected
since most of its power demand diagram is under the line demarcating
the motor operation area. It became apparent that as regards its power
characteristic the motor quite well met the requirements in the case of
steel. Unfortunately, quite a large portion of the power demand area for
machining aluminium was outside the motor operation field. In order to
expand the latter, a multiplying gear was employed. Such a gear ratio
was selectedso as to obtain the widest possible range of spindle speed
at a constant power. Gear ratioiequal to 3 was adopted:
,where:M– the cutting resistance torque,d–
the tool』s or the workpiece』s diameter for respectively milling and
turning.On the basis of the calculations the power demand and cutting
torque diagrams for the machining parameters shown in Table 1 were
drawn.The milling power demand diagram (Figure 2) for steel (the darker
area) and aluminium (the lighter area) shows that the load curve for
steel differs significantly from that for aluminium. In thecase of
steel, power demand occurs at lower rotational speeds than in the case
of aluminium. Thus a machine tool designed for machining steel will not
be efficient in the machining of aluminium products since it is
incapable of sufficiently high rotational speeds needed to achieve high
productivity. Whereas a machine tool intended only for machining
aluminium will not have a sufficiently high power in the lower range of
rotational speeds in which the power demand for machining steel is
high.The main drive motor power diagram (broken line) was superimposed
on the power demand diagram. The Mitsubishi SJ-P F7.5 motor was selected
since most of its power demand diagram is under the line demarcating
the motor operation area. It became apparent that as regards its power
characteristic the motor quite well met the requirements in the case of
steel. Unfortunately, quite a large portion of the power demand area for
machining aluminium was outside the motor operation field. In order to
expand the latter, a multiplying gear was employed. Such a gear ratio
was selectedso as to obtain the widest possible range of spindle speed
at a constant power. Gear ratioiequal to 3 was adopted: ,where:nmax– the maximum motor speed, np– the lowest rotational speed at which the motor attains the maximum power.
,where:nmax– the maximum motor speed, np– the lowest rotational speed at which the motor attains the maximum power. Fig.
2. Power demand versus spindle speed diagrams for milling steel and
aluminium using Ø50 mm face milling cutter at different machining
parametersapandfz. Power diagrams for Mitsubishi SJ-P F7.5 motor with and without gear withi=
3The power demand diagram for the motor with the gear is represented by
a solid line. Thanks to the gear the main drive』s operation field
expanded and covered the rest of the area of possible loads for
machining aluminium.Besides fitting the motor power characteristic to
the power demand curve one should also choose proper motor torque
characteristics. And so a torque diagram was made in a way similar to
that of the power diagram for the machining parameters adopted (Figure
3).
Fig.
2. Power demand versus spindle speed diagrams for milling steel and
aluminium using Ø50 mm face milling cutter at different machining
parametersapandfz. Power diagrams for Mitsubishi SJ-P F7.5 motor with and without gear withi=
3The power demand diagram for the motor with the gear is represented by
a solid line. Thanks to the gear the main drive』s operation field
expanded and covered the rest of the area of possible loads for
machining aluminium.Besides fitting the motor power characteristic to
the power demand curve one should also choose proper motor torque
characteristics. And so a torque diagram was made in a way similar to
that of the power diagram for the machining parameters adopted (Figure
3). Spindle
speed n(rpm)Fig. 3. Torque demand versus spindle speed diagrams for
milling steel and aluminium using Ø50 mm face milling cutter at
different machining parametersapandfz. Torque diagrams for Mitsubishi SJ-P F7.5 motor with and without gear withi=
3 As in the case of power demand curves, the torque demand
characteristic for steel is different from that for aluminium. The
machining of steel requires high torques at lower rotational speeds (the
darker area), while the machining of aluminium results in much lighter
loading of the main drive, but at higher rotational speeds (the lighter
area). The situation is similar to that for power. A machine tool for
machining steel will not be fully utilized when used for machining
aluminium and vice versa.Also here the motor mechanical characteristic
(broken line) is superimposed on the torque demand curve. The motor』s
torque versus its speed extends over a considerable part of the field
corresponding to the possible drive loads during the machining of steel,
but covers only a small part of the area representing the resistance
during the machining of aluminium. This means that at limited machining
parameters (the rate of feed and the depth of cut are located below the
broken line) it is possible to machine steel and aluminium at
insufficient speeds. When additional gear with the gear ratioi=
3 is employed, the range of useful spindle speeds (solid line)
increases, which, in turn, results in the reduction of the spindle
torqueMirelative to the motor torqueM:
Spindle
speed n(rpm)Fig. 3. Torque demand versus spindle speed diagrams for
milling steel and aluminium using Ø50 mm face milling cutter at
different machining parametersapandfz. Torque diagrams for Mitsubishi SJ-P F7.5 motor with and without gear withi=
3 As in the case of power demand curves, the torque demand
characteristic for steel is different from that for aluminium. The
machining of steel requires high torques at lower rotational speeds (the
darker area), while the machining of aluminium results in much lighter
loading of the main drive, but at higher rotational speeds (the lighter
area). The situation is similar to that for power. A machine tool for
machining steel will not be fully utilized when used for machining
aluminium and vice versa.Also here the motor mechanical characteristic
(broken line) is superimposed on the torque demand curve. The motor』s
torque versus its speed extends over a considerable part of the field
corresponding to the possible drive loads during the machining of steel,
but covers only a small part of the area representing the resistance
during the machining of aluminium. This means that at limited machining
parameters (the rate of feed and the depth of cut are located below the
broken line) it is possible to machine steel and aluminium at
insufficient speeds. When additional gear with the gear ratioi=
3 is employed, the range of useful spindle speeds (solid line)
increases, which, in turn, results in the reduction of the spindle
torqueMirelative to the motor torqueM: ,where:Mi– the spindle torque,M– the motor torque,η– the efficiency of the gear,i–
the gear ratio. Although the torque decreases nearly three times, the
drive operation range in-creases sufficiently to meet almost fully the
torque demand for the machining of alu-minium. This is due to the (5–8
times) lower specific cutting resistance. A similar analysis was carried
out for turning. As in the case of milling, power de-mand (Figure 4)
and torque diagrams (Figure 5) were drawn.
,where:Mi– the spindle torque,M– the motor torque,η– the efficiency of the gear,i–
the gear ratio. Although the torque decreases nearly three times, the
drive operation range in-creases sufficiently to meet almost fully the
torque demand for the machining of alu-minium. This is due to the (5–8
times) lower specific cutting resistance. A similar analysis was carried
out for turning. As in the case of milling, power de-mand (Figure 4)
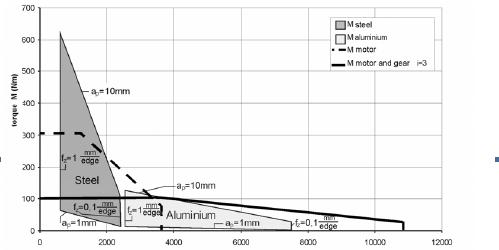
and torque diagrams (Figure 5) were drawn.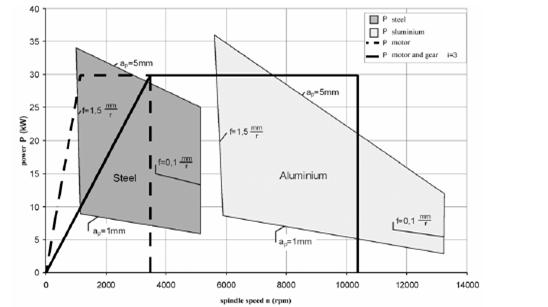 Fig.
4. Power demand versus spindle speed diagrams for straight turning of
Ø50 mm steel or aluminium roller at different machining parametersapandfz. Power diagrams for Mitsubishi SJ-P F7.5 motor with and without gear withi=
3 Also here the load curves for machining steel differ much, both with
regard to power and torque, from those for machining aluminium. By
extending the range of useful rotational speeds for the main drive
through the adoption of an additional gear one can meet the power and
torque demand in a much wider range of possible loads at given
parameters. The Mitsubishi SJ-PF7.5 motor without a transmission gear or
ati= 1 enables the machining of steel at lower cutting speeds
(operation at machining parameters located under the broken line
representing the motor characteristic is pos-sible), but no rotational
speeds sufficiently high for machining aluminium at recom-mended
parameters are attained. Neither a high-speed motor will ensure a
sufficient
Fig.
4. Power demand versus spindle speed diagrams for straight turning of
Ø50 mm steel or aluminium roller at different machining parametersapandfz. Power diagrams for Mitsubishi SJ-P F7.5 motor with and without gear withi=
3 Also here the load curves for machining steel differ much, both with
regard to power and torque, from those for machining aluminium. By
extending the range of useful rotational speeds for the main drive
through the adoption of an additional gear one can meet the power and
torque demand in a much wider range of possible loads at given
parameters. The Mitsubishi SJ-PF7.5 motor without a transmission gear or
ati= 1 enables the machining of steel at lower cutting speeds
(operation at machining parameters located under the broken line
representing the motor characteristic is pos-sible), but no rotational
speeds sufficiently high for machining aluminium at recom-mended
parameters are attained. Neither a high-speed motor will ensure a
sufficient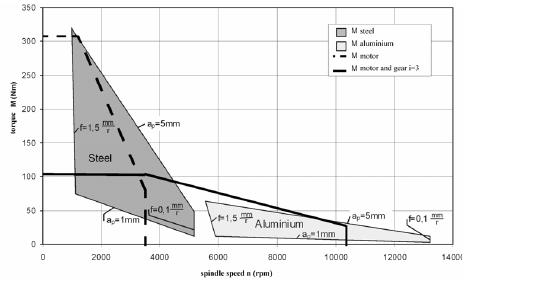 Fig.
5. Torque demand versus spindle speed diagrams for straight turning of
Ø50 mm steel or aluminium roller at different machining parametersapandfz. Power diagrams for Mitsubishi SJ-P F7.5 motor with and without gear withi=
3torque at the lower rotational speeds used for machining steel (the
area of possible loads located under the solid line representing the
characteristic of the motor with an additional gear). But the
combination of the characteristics, which is possible thanks to the
additional gear in the main drive』s kinematic chain, increases the
machine tool』s operating capability by extending the range of useful
spindle speeds.4. Conclusions The following conclusions can be drawn
from the above analysis:• The mechanical characteristics of motors show
their torque or rated power within the entire range of rotational speed,
which corresponds to the most unfavourable mo-tor operating conditions:
the motor may operate under the maximum permissible load for an
extended time. This occasionally occurs during the drilling of deep
boreholes, but prolonged operation under variable loading occurs much
more often in practice. Then anED(an index showing the
permissible percentage of maximum load time in a specified time
interval) characteristic is superimposed on the power demand curve. Such
loading occurs in most universal and special-purpose machine tools
[2].• When designing a drive, one can choose a motor with a lower power
but one must bear in mind the range of machining parameters will
decrease. The parameters can be read from the diagram (feasible
parameters are under the line representing the maximum power – Figures 2
and 4). One must take into account the costs of usinglarger motors and
electronic power supply devices. Thus the permissible machining
parameters can be specified during the preliminary selection of the main
drive.• Motor overload is allowable for a short time only (depending on
the motor ther-mal operating conditions), but the motor cannot be
loaded with a torque higher than the peak catalogue torque since it will
be stopped (its protection will be actuated or the motor may be
damaged).To verify the preselected motor one should do thermal stability
calculations for it. Due to their properties contemporary tool
materials can be machined in a very wide range of machining parameters.
But the existing NC machine tool main drive designs usually do not allow
one to fully exploit this possibility. In order to extend the
func-tionality of a machine tool, one can incorporate an additional gear
into the main drive』s kinematic chain. This will expand the range of
rotational speed at a quite good power and torque characteristics and
make the machining of materials with widely dif-ferent cutting
resistances more efficient. The solution proposed is suitable for two
ma-chine tools: one for machining materials at low speeds and high
cutting resistances and the other for machining at high speeds and low
cutting resistances. The introduc-tion of an additional gear has the
advantage that it reduces the power demand whereby a smaller power
supply unit is needed. The gear ratio can be changed by mechanically
reconfiguring the machine tool. The most convenient solution is to
control the gear through the machine tool』s control system since the
latter when analysing the set machining parameters will select the
proper gear ratio.References[1] Krzyżanowski J., Nitek W., Wojciechowski
J.:Rozwój napędów obrabiarek skrawają-cych (The development of machine tool drives), Napędy i sterowanie, 2001, No. 5, pp. 12–16.[2] Wrotny L. T.:Projektowanie
obrabiarek. Zagadnienia ogólne i przykłady obliczeń (De-sign of machine
tools. General problems and examples of calculations), WNT,
Warsaw, 1986.[3] The Internet catalogue of Sandvik Coromant products:
http://www.coromant.sandvik.com/pl.[4] Mitsubishi General Catalogue,
March 1999.
Fig.
5. Torque demand versus spindle speed diagrams for straight turning of
Ø50 mm steel or aluminium roller at different machining parametersapandfz. Power diagrams for Mitsubishi SJ-P F7.5 motor with and without gear withi=
3torque at the lower rotational speeds used for machining steel (the
area of possible loads located under the solid line representing the
characteristic of the motor with an additional gear). But the
combination of the characteristics, which is possible thanks to the
additional gear in the main drive』s kinematic chain, increases the
machine tool』s operating capability by extending the range of useful
spindle speeds.4. Conclusions The following conclusions can be drawn
from the above analysis:• The mechanical characteristics of motors show
their torque or rated power within the entire range of rotational speed,
which corresponds to the most unfavourable mo-tor operating conditions:
the motor may operate under the maximum permissible load for an
extended time. This occasionally occurs during the drilling of deep
boreholes, but prolonged operation under variable loading occurs much
more often in practice. Then anED(an index showing the
permissible percentage of maximum load time in a specified time
interval) characteristic is superimposed on the power demand curve. Such
loading occurs in most universal and special-purpose machine tools
[2].• When designing a drive, one can choose a motor with a lower power
but one must bear in mind the range of machining parameters will
decrease. The parameters can be read from the diagram (feasible
parameters are under the line representing the maximum power – Figures 2
and 4). One must take into account the costs of usinglarger motors and
electronic power supply devices. Thus the permissible machining
parameters can be specified during the preliminary selection of the main
drive.• Motor overload is allowable for a short time only (depending on
the motor ther-mal operating conditions), but the motor cannot be
loaded with a torque higher than the peak catalogue torque since it will
be stopped (its protection will be actuated or the motor may be
damaged).To verify the preselected motor one should do thermal stability
calculations for it. Due to their properties contemporary tool
materials can be machined in a very wide range of machining parameters.
But the existing NC machine tool main drive designs usually do not allow
one to fully exploit this possibility. In order to extend the
func-tionality of a machine tool, one can incorporate an additional gear
into the main drive』s kinematic chain. This will expand the range of
rotational speed at a quite good power and torque characteristics and
make the machining of materials with widely dif-ferent cutting
resistances more efficient. The solution proposed is suitable for two
ma-chine tools: one for machining materials at low speeds and high
cutting resistances and the other for machining at high speeds and low
cutting resistances. The introduc-tion of an additional gear has the
advantage that it reduces the power demand whereby a smaller power
supply unit is needed. The gear ratio can be changed by mechanically
reconfiguring the machine tool. The most convenient solution is to
control the gear through the machine tool』s control system since the
latter when analysing the set machining parameters will select the
proper gear ratio.References[1] Krzyżanowski J., Nitek W., Wojciechowski
J.:Rozwój napędów obrabiarek skrawają-cych (The development of machine tool drives), Napędy i sterowanie, 2001, No. 5, pp. 12–16.[2] Wrotny L. T.:Projektowanie
obrabiarek. Zagadnienia ogólne i przykłady obliczeń (De-sign of machine
tools. General problems and examples of calculations), WNT,
Warsaw, 1986.[3] The Internet catalogue of Sandvik Coromant products:
http://www.coromant.sandvik.com/pl.[4] Mitsubishi General Catalogue,
March 1999.
通用機床主驅動設計的一些問題JAN WOJCIECHOWSKI, PRZEMYSLAW
WYGLĄDACZ生產工程及自動化學院,波蘭弗羅茨瓦夫理工大學,Łukasiewicza 5, 50-371 Wrocław摘要:
關於通用機床主驅動裝置與加工任務的擬合特徵問題經過了深思熟慮。銑削的功率需求和切削扭矩需求被分析。結果表明,通過增加一個齒輪副可以在一個較廣的主軸速度範圍內獲得一個恆定的機械加工功率來高效加工鋼和鋁合金。關鍵詞:機床,主驅動,設計。1介紹
隨著切削速度的範圍的增加,人們在設計機床的主傳動時傾向於增加主軸迴轉的速度,在1989年至1999年,機床最大主軸轉速增加了十倍。
另一個與推動更高的金屬去除率有關的要求是:一方面通過主軸無級變速來保持最優切削速度,另一方面是使自激勵振動最小化[1].。還有一個重要的要求是應當用一個恆定的電機功率來保證很高的(遠遠超過驅動電機的能力)主軸轉速。不論主軸是在低或高的轉速下的高效加工,動力是不可缺少的。高效加工的材料具有較高的單位切削力。如鋼,需要以一個恆定的在低機床主軸轉速下的力,然而,通過增加主軸速度,人們能夠用更高的切削速度和更小的切削阻力來進行高效率加工。例如鋁合金等材料。今天使用的高速主軸往往無法滿足上述要求。然而,後者可將更多的齒輪加入主傳動中來減少或增加電機轉速。本文將探討這些齒輪應用在通用機床的主驅動中的適用性。2塑造主驅動特點
機床的主驅動的設計在於選擇適當可用的商用組件。為了選擇一個適合的驅動單元。人們必須通過一個裝備有供電單元的潛在電機和一個可能存在的齒輪傳動機構來對比分析預期加工過程中所需的負載曲線。在機床生產潛力利用率較高的情況下,驅動器應該有執行所有的預期任務的能力。如果一個人有這樣的輸入數據時,驅動器的負載曲線可以被確定:−轉速的要求,−實現加工過程中所需的功率,−切削扭矩。通過精確確定的輸入數據,一個人必須知道一台機床所執行的給定的加工任務。就通用機床而言,不容易預知怎樣的加工工序將用於工件的加工。後者可以用來確定負荷特點。預選主驅動電機的方法之一是極限載荷法,即選擇發生在機床操作過程中出現的最糟糕的傳動負載情況。這意味著在工件大孔徑層的初步操作是切削並且要考慮到操作需要高轉速。加工參數的選擇應考慮到機床的承重結構、加工方法途徑與加工參數對刀具材料的要求。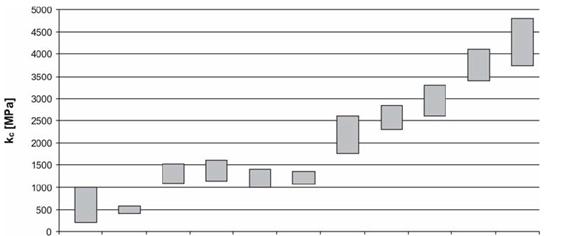 鋁
鎂 銅 黃 青 灰 合碳 碳 合 高合 合銅銅 鑄金 鑄 鋼 金速金 金鐵 鑄鋼 鋼 抗鐵 腐 蝕 鋼圖1 .不同材料的單位切削力kc
極限載荷方法的應用在這裡展示了如何通過增加一個齒輪副並將其融入主驅動的傳動鏈中的途徑,使得機床的功能特性能夠提高。為了確定主驅動負荷的特點,對機械力和轉矩進行了計算。作為通用機床的主要加工方式∶車削和銑削已被研究。但會有比相關的車削和銑削更為沉重的載荷的加工方式,例如,上述過程包含了鑽孔工序。機械加工工件是用St60-2鋼製成,並且人們對Al99,8_F6鋁合金(德國標準(DIN))也進行了分析,因為後者是最常用的但與St60-2鋼擁有完全不同切削阻力的機械加工材料(圖1)。
Sandvik Coromant(山特維克可樂滿)公司的產品目錄被用來在示範程序時選取切削工具和加工參數。3主驅動特性的分析
通用機床的主驅動的負載特性:對一台銑床和一台車床進行分析。就銑床來說,通過選用直徑標準為d=50mm和刀刃數為z=4的刀具進行端面銑削。Sandvik
Coromant公司推薦的插入資料CT530(確保高切削速度)用來加工鐵和鋁。就車床而言,直接切削直徑為d=50mm的滾筒並且插入材料為CT630。表格中列舉了用於兩種機床主傳動負載分析的加工參數表格.銑削和車削的加工參數
鋁
鎂 銅 黃 青 灰 合碳 碳 合 高合 合銅銅 鑄金 鑄 鋼 金速金 金鐵 鑄鋼 鋼 抗鐵 腐 蝕 鋼圖1 .不同材料的單位切削力kc
極限載荷方法的應用在這裡展示了如何通過增加一個齒輪副並將其融入主驅動的傳動鏈中的途徑,使得機床的功能特性能夠提高。為了確定主驅動負荷的特點,對機械力和轉矩進行了計算。作為通用機床的主要加工方式∶車削和銑削已被研究。但會有比相關的車削和銑削更為沉重的載荷的加工方式,例如,上述過程包含了鑽孔工序。機械加工工件是用St60-2鋼製成,並且人們對Al99,8_F6鋁合金(德國標準(DIN))也進行了分析,因為後者是最常用的但與St60-2鋼擁有完全不同切削阻力的機械加工材料(圖1)。
Sandvik Coromant(山特維克可樂滿)公司的產品目錄被用來在示範程序時選取切削工具和加工參數。3主驅動特性的分析
通用機床的主驅動的負載特性:對一台銑床和一台車床進行分析。就銑床來說,通過選用直徑標準為d=50mm和刀刃數為z=4的刀具進行端面銑削。Sandvik
Coromant公司推薦的插入資料CT530(確保高切削速度)用來加工鐵和鋁。就車床而言,直接切削直徑為d=50mm的滾筒並且插入材料為CT630。表格中列舉了用於兩種機床主傳動負載分析的加工參數表格.銑削和車削的加工參數
 St60-2 A199.8_F6 銑削 進給量fz 背吃刀量ap
和切削速度vc 切削刃進給量fz[mm/edge]0.1 1 0.1 1 ap[mm] 1-10
vc[m/min] 360 90 1130 385 車削 進給量f背吃刀量ap
和切削速度vc 進給量f[mm/r] 0.1 1.5 0.1 1.5 ap[mm] 1-5
vc[m/min] 810 180 2080 930
為了確定所需功率Pmax和切削阻力矩M,對構成的第一個最大切削力Fcmax進行了計算。單位切削力kc決定材料性能,這種性能會影響上述力。阻力並不是恆定的,它主要取決於進給速度。包含一個計算機程序及相關資料的Sandvik
Coromant公司的目錄被用來計算力Fcmax[3]。計算最大切削零件的加工功率Pmax,Pmax可通過以下關係式得到:Fcmax=kc·ap·f[N],式中,
Fcmax——最大切削力,kc——單位切削力,ap——背吃刀量,f——進給量。由最大切削力Fcmax和給出的切削速度VC來得到最大加工功率Pmax可以這樣表示:
St60-2 A199.8_F6 銑削 進給量fz 背吃刀量ap
和切削速度vc 切削刃進給量fz[mm/edge]0.1 1 0.1 1 ap[mm] 1-10
vc[m/min] 360 90 1130 385 車削 進給量f背吃刀量ap
和切削速度vc 進給量f[mm/r] 0.1 1.5 0.1 1.5 ap[mm] 1-5
vc[m/min] 810 180 2080 930
為了確定所需功率Pmax和切削阻力矩M,對構成的第一個最大切削力Fcmax進行了計算。單位切削力kc決定材料性能,這種性能會影響上述力。阻力並不是恆定的,它主要取決於進給速度。包含一個計算機程序及相關資料的Sandvik
Coromant公司的目錄被用來計算力Fcmax[3]。計算最大切削零件的加工功率Pmax,Pmax可通過以下關係式得到:Fcmax=kc·ap·f[N],式中,
Fcmax——最大切削力,kc——單位切削力,ap——背吃刀量,f——進給量。由最大切削力Fcmax和給出的切削速度VC來得到最大加工功率Pmax可以這樣表示: ,式中:Pmax——最大加工功率,vc——切削速度。切削阻力矩M可表示為:
,式中:Pmax——最大加工功率,vc——切削速度。切削阻力矩M可表示為: ,式中:M——切削阻力矩,d——銑削和車削的工具和工件的直徑根據表格一中給出的參數計算並畫出所需的功率和切削力矩圖。鋼的銑削功率圖(圖2)
(顏色較深的區域)和鋁的銑削功率圖(顏色較輕的區域)表明,鋼和鋁的負載曲線差別極大。就鋼與鋁比較而言,在較低轉速時就可獲得所需加工功率。因此,用設計來加工鋼的機床來加工鋁效率會很低,因為它無法滿足足夠高的轉速要求,不能實現高生產力。然而,一台專門用於加工鋁的機床在較低的轉速範圍內無法達到足夠高的功率;但是,機床在較低的轉速範圍下加工鐵時功率足夠高。主驅動電機功率圖(虛線)疊加在功率需求圖上。日本Mitsubishi(三菱)電機SJ-P
F7.5被選用,是因為在圖上它大部分的功率需求在電機工作範圍內。在圖上可以很容易看出,在加工鋼時,電機很好地滿足了其動力特性方面的要求。不幸的是,對於鋁的加工,相當大的一部分的功率需求區域不在電機的工作範圍內。為了擴大後者,於是人們增加了一個工作齒輪副。這樣的一組新的齒輪傳動比被選用,以用來在一個恆定功率下獲得一個儘可能寬的主軸轉速範圍。傳動比選用i=3:
,式中:M——切削阻力矩,d——銑削和車削的工具和工件的直徑根據表格一中給出的參數計算並畫出所需的功率和切削力矩圖。鋼的銑削功率圖(圖2)
(顏色較深的區域)和鋁的銑削功率圖(顏色較輕的區域)表明,鋼和鋁的負載曲線差別極大。就鋼與鋁比較而言,在較低轉速時就可獲得所需加工功率。因此,用設計來加工鋼的機床來加工鋁效率會很低,因為它無法滿足足夠高的轉速要求,不能實現高生產力。然而,一台專門用於加工鋁的機床在較低的轉速範圍內無法達到足夠高的功率;但是,機床在較低的轉速範圍下加工鐵時功率足夠高。主驅動電機功率圖(虛線)疊加在功率需求圖上。日本Mitsubishi(三菱)電機SJ-P
F7.5被選用,是因為在圖上它大部分的功率需求在電機工作範圍內。在圖上可以很容易看出,在加工鋼時,電機很好地滿足了其動力特性方面的要求。不幸的是,對於鋁的加工,相當大的一部分的功率需求區域不在電機的工作範圍內。為了擴大後者,於是人們增加了一個工作齒輪副。這樣的一組新的齒輪傳動比被選用,以用來在一個恆定功率下獲得一個儘可能寬的主軸轉速範圍。傳動比選用i=3: ,式中: nmax——最大電機轉速, np——當電機達到最大功率時所能獲得的最低轉速。
,式中: nmax——最大電機轉速, np——當電機達到最大功率時所能獲得的最低轉速。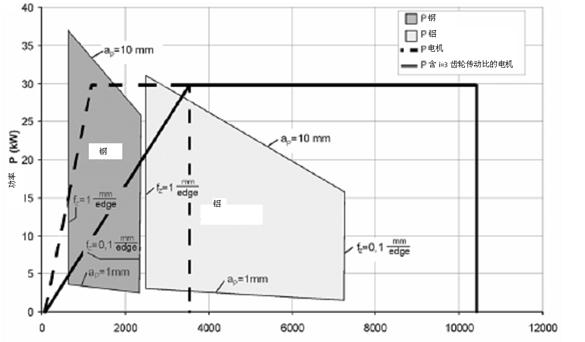 主軸轉速n(rpm)圖2.在不同的加工參數ap和fz下用Ø50mm的端面銑刀銑削鋼和鋁的功率需求與主軸轉速關係圖。SJ-P
F7.5三菱電機有和沒有傳動齒輪比i=3的功率圖。有齒輪傳動的電機的功率需求在圖上用實線表示。由於齒輪傳動機構,主驅動的工作範圍擴展並覆蓋了剩餘的適用於鋁加工的負載區域。除了使電機功率特性與功率需求相匹配外,人們也應當選擇適當的電機扭矩特性。因此,用和製作功率需求圖相似的方法來繪製扭矩圖用於加工參數的選擇。(圖三)
主軸轉速n(rpm)圖2.在不同的加工參數ap和fz下用Ø50mm的端面銑刀銑削鋼和鋁的功率需求與主軸轉速關係圖。SJ-P
F7.5三菱電機有和沒有傳動齒輪比i=3的功率圖。有齒輪傳動的電機的功率需求在圖上用實線表示。由於齒輪傳動機構,主驅動的工作範圍擴展並覆蓋了剩餘的適用於鋁加工的負載區域。除了使電機功率特性與功率需求相匹配外,人們也應當選擇適當的電機扭矩特性。因此,用和製作功率需求圖相似的方法來繪製扭矩圖用於加工參數的選擇。(圖三)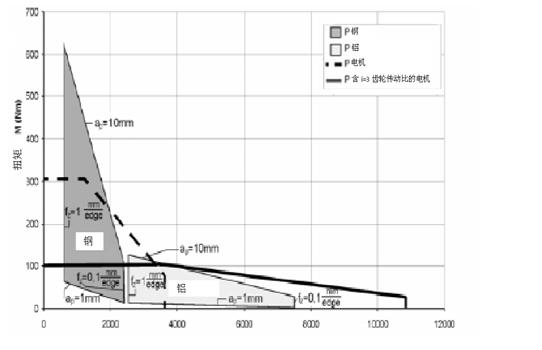 主軸轉速年(rpm)圖5.在不同的加工參數ap和fz下用Ø50mm的端面銑刀銑削鋼和鋁的扭矩與主軸轉速關係圖。SJ-P
F7.5三菱電機有和沒有傳動齒輪比i=3的扭矩圖。與功率需求曲線的情況相同,鋼的扭矩需求特性不同於鋁的。加工鋼要求在較低的轉速(深色區域)下有較高的扭矩,然而加工鋁會導致主要驅動器的負荷更低,但轉速會較高(淺色區域)。扭矩的情況與功率的相似。加工鋼的機床工具用來加工鋁時不會被充分利用,反之亦然。這裡的電機機械特性(虛線)也是疊加在扭矩需求曲線上。電機的輸出轉矩和速度會比加工鋼時可能所需的驅動器負載要超出相當大的部分,但卻只包含一小部分加工鋁時的阻力曲線。也就是說,在有限的加工參數(進給速度和背吃刀量位於虛線下面)下,當轉速不足時加工鋼和鋁是可能實現的。當添加一個齒輪齒數比為i=3的齒輪機構,可用的主軸速度範圍會增加,反過來這會導致主軸扭矩(Mi)相對電機扭矩(M)降低:
主軸轉速年(rpm)圖5.在不同的加工參數ap和fz下用Ø50mm的端面銑刀銑削鋼和鋁的扭矩與主軸轉速關係圖。SJ-P
F7.5三菱電機有和沒有傳動齒輪比i=3的扭矩圖。與功率需求曲線的情況相同,鋼的扭矩需求特性不同於鋁的。加工鋼要求在較低的轉速(深色區域)下有較高的扭矩,然而加工鋁會導致主要驅動器的負荷更低,但轉速會較高(淺色區域)。扭矩的情況與功率的相似。加工鋼的機床工具用來加工鋁時不會被充分利用,反之亦然。這裡的電機機械特性(虛線)也是疊加在扭矩需求曲線上。電機的輸出轉矩和速度會比加工鋼時可能所需的驅動器負載要超出相當大的部分,但卻只包含一小部分加工鋁時的阻力曲線。也就是說,在有限的加工參數(進給速度和背吃刀量位於虛線下面)下,當轉速不足時加工鋼和鋁是可能實現的。當添加一個齒輪齒數比為i=3的齒輪機構,可用的主軸速度範圍會增加,反過來這會導致主軸扭矩(Mi)相對電機扭矩(M)降低: ,式中:Mi——主軸扭矩,M——電機扭矩,η——齒輪傳動效率,i——齒數比。儘管轉矩下降近三倍,但增加的驅動器操作範圍足以滿足加工鋁時所需的幾乎全部的扭矩。這是由於(5-8倍)降低的單位切削力造成的。一個關於車削的相似的分析已完成。關於銑削的功率需求圖(圖4)和扭矩圖(圖5)已被繪製。
,式中:Mi——主軸扭矩,M——電機扭矩,η——齒輪傳動效率,i——齒數比。儘管轉矩下降近三倍,但增加的驅動器操作範圍足以滿足加工鋁時所需的幾乎全部的扭矩。這是由於(5-8倍)降低的單位切削力造成的。一個關於車削的相似的分析已完成。關於銑削的功率需求圖(圖4)和扭矩圖(圖5)已被繪製。 主軸轉速n(rpm)圖4.在不同的加工參數ap和fz下直接車削Ø50mm鋼或鋁的滾筒的功率與主軸轉速的關係圖。
關於加工鋼時的負載曲線、功率和扭矩與加工鋁時有很大不同。通過採用一個額外的齒輪機構擴大主要驅動器的可用轉速。在給定的參數下,人們可以在一個更廣的適用負載範圍內滿足功率和扭矩需求。日本三菱電機SJ-PF7.5沒有變速箱齒輪或i
=
1使得加工鋼時的切削速度低(操作加工參數位於代表電機特性虛線的下方是可能的),但是在規定參數下達不到足夠高的轉速來加工鋁。在一個較低的轉速下一個高速電機也能確保一個足夠高的扭矩用來加工鋼(適用的負載區域位於表示含有額外齒輪機構的電機的特性的實線的下方)。但是,由額外的齒輪機構在主驅動器運動鏈中而形成的組合特性通過擴展可用的主軸轉速範圍的方式,提高了機床的操作能力。4結論:
通過上述分析可以得到以下結論:
在整個的轉速範圍內電機的機械特性顯示的自身的轉矩和額定功率,符合電機最不利的運行條件:電機可能會長期在所允許的最大負載下運行。這經常發生在深孔加工過程中,但是在現實中,長期在變載荷下的運行經常發生。然後一個ED(在一指定的時間間隔,指示器顯示所允許的最大負載時間的範圍)特性疊加在功率需求曲線上。這種載荷發生在大多數的通用和專用機床上。[2]·當設計一個驅動器時,人們可以選擇具有較低功率的電機,但是人們必須考慮到機械參數的範圍將會降低。參數可以從圖(可行的參數在代表最大功率的線條下-圖2和圖4)中讀取。人們必須考慮到使用較大的電機和電子電源設備的成本。因此在主驅動的初步選擇期間,所允許的加工參數可以被確定。·可以允許短時間內的電機過載(取決於電機熱保護器的運行情況),但是電機無法載入高於扭矩峰值的扭矩,因為它將自動終止(電機的保護措施將會啟動,否者電機可能被損壞)。為了驗證預選電機,人們應當計算它的熱穩定性。由於現代刀具材料的性能,它們可以在一個非常廣泛的加工參數範圍下被加工。但現在的數控機床的設計通常不允許人們充分利用這種可行性。為了擴充機床的功能,人們可以將一個額外的齒輪機構融入到主驅動器的傳動鏈中。在一個比較好的功率和扭矩特性下,這將會擴大轉速的範圍,並且使得在不同的單位切削力下加工材料的效率更高。適用於兩種機床的解決方法被提出來:一種方案是在較低的轉速度和較高的切削阻力下加工材料,另一種方案是在高轉速度和低切削阻力下加工材料。介紹一個附加的齒輪機構的優點時必須介紹它可以減少功率需求和只用一個較小的動力單元供能的優點。齒輪傳動比可以通過重組機床來改變。但最方便的解決辦法是通過機床的控制系統控制齒輪機構。因為後者在分析設定的加工參數后將選擇適當的齒輪傳動比。參考文獻:[1]
Krzyżanowski J., Nitek W., Wojciechowski J.:Rozwój napędów obrabiarek skrawają-cych (The development of machine tool drives), Napędy i sterowanie, 2001, No. 5, pp. 12–16.[2] Wrotny L. T.:Projektowanie
obrabiarek. Zagadnienia ogólne i przykłady obliczeń (De-sign of machine
tools. General problems and examples of calculations), WNT,
Warsaw, 1986.[3]The Internet catalogue of Sandvik
Coromantproducts:http://www.coromant.sandvik.com/pl.[4] Mitsubishi
General Catalogue, March 1999.
主軸轉速n(rpm)圖4.在不同的加工參數ap和fz下直接車削Ø50mm鋼或鋁的滾筒的功率與主軸轉速的關係圖。
關於加工鋼時的負載曲線、功率和扭矩與加工鋁時有很大不同。通過採用一個額外的齒輪機構擴大主要驅動器的可用轉速。在給定的參數下,人們可以在一個更廣的適用負載範圍內滿足功率和扭矩需求。日本三菱電機SJ-PF7.5沒有變速箱齒輪或i
=
1使得加工鋼時的切削速度低(操作加工參數位於代表電機特性虛線的下方是可能的),但是在規定參數下達不到足夠高的轉速來加工鋁。在一個較低的轉速下一個高速電機也能確保一個足夠高的扭矩用來加工鋼(適用的負載區域位於表示含有額外齒輪機構的電機的特性的實線的下方)。但是,由額外的齒輪機構在主驅動器運動鏈中而形成的組合特性通過擴展可用的主軸轉速範圍的方式,提高了機床的操作能力。4結論:
通過上述分析可以得到以下結論:
在整個的轉速範圍內電機的機械特性顯示的自身的轉矩和額定功率,符合電機最不利的運行條件:電機可能會長期在所允許的最大負載下運行。這經常發生在深孔加工過程中,但是在現實中,長期在變載荷下的運行經常發生。然後一個ED(在一指定的時間間隔,指示器顯示所允許的最大負載時間的範圍)特性疊加在功率需求曲線上。這種載荷發生在大多數的通用和專用機床上。[2]·當設計一個驅動器時,人們可以選擇具有較低功率的電機,但是人們必須考慮到機械參數的範圍將會降低。參數可以從圖(可行的參數在代表最大功率的線條下-圖2和圖4)中讀取。人們必須考慮到使用較大的電機和電子電源設備的成本。因此在主驅動的初步選擇期間,所允許的加工參數可以被確定。·可以允許短時間內的電機過載(取決於電機熱保護器的運行情況),但是電機無法載入高於扭矩峰值的扭矩,因為它將自動終止(電機的保護措施將會啟動,否者電機可能被損壞)。為了驗證預選電機,人們應當計算它的熱穩定性。由於現代刀具材料的性能,它們可以在一個非常廣泛的加工參數範圍下被加工。但現在的數控機床的設計通常不允許人們充分利用這種可行性。為了擴充機床的功能,人們可以將一個額外的齒輪機構融入到主驅動器的傳動鏈中。在一個比較好的功率和扭矩特性下,這將會擴大轉速的範圍,並且使得在不同的單位切削力下加工材料的效率更高。適用於兩種機床的解決方法被提出來:一種方案是在較低的轉速度和較高的切削阻力下加工材料,另一種方案是在高轉速度和低切削阻力下加工材料。介紹一個附加的齒輪機構的優點時必須介紹它可以減少功率需求和只用一個較小的動力單元供能的優點。齒輪傳動比可以通過重組機床來改變。但最方便的解決辦法是通過機床的控制系統控制齒輪機構。因為後者在分析設定的加工參數后將選擇適當的齒輪傳動比。參考文獻:[1]
Krzyżanowski J., Nitek W., Wojciechowski J.:Rozwój napędów obrabiarek skrawają-cych (The development of machine tool drives), Napędy i sterowanie, 2001, No. 5, pp. 12–16.[2] Wrotny L. T.:Projektowanie
obrabiarek. Zagadnienia ogólne i przykłady obliczeń (De-sign of machine
tools. General problems and examples of calculations), WNT,
Warsaw, 1986.[3]The Internet catalogue of Sandvik
Coromantproducts:http://www.coromant.sandvik.com/pl.[4] Mitsubishi
General Catalogue, March 1999.