附件下載:
箱體夾具設計.zip
內容簡介:
目錄第一章 概述…41.1設計夾具的意義…41.2夾具的發展史…… 91.3機床夾具的作用…… 101.4機床夾具的分類………10第二章 夾具的具體結構設計…152.1工件分析…152.2工件的定位方案的設計…162.3工件的夾緊方案的設計… 172.4刀具的對刀方案設計……212.5夾具的安裝方式及夾具體的結構型式…212.6液壓系統的設計與計算………24第三章夾具的相關計算和精度校驗…30 3.1定位銷的尺寸計算……30 3.2夾緊力的計算………313.3加工誤差的分析………33第四章 夾具的安裝……365.1夾具的安裝順序………365.2夾具在操作時的注意事項…37結束語…………………………39謝辭……………………………41參考文獻……………………42第一章 概述1.1設計夾具的意義 隨著科學技術的發展,各種新材料、新工藝和新技術不斷湧現,機械製造工藝正向著高質量、高生產率和低成本方向發展。各種新工藝的出現,已突破傳統的依靠機械能、切削力進行切削加工的範疇,可以加工各種難加工材料、複雜的型面和某些具有特殊要求的零件。數控機床的問世,提高了更新頻率的小批量零件和形狀複雜的零件加工的生產率及加工精度。特別是計算方法和計算機技術的迅速發展,極大地推動了機械加工工藝的進步,使工藝過程的自動化達到了一個新的階段。 “工欲善其事,必先利其器。” 工具是人類文明進步的標誌。自20世紀末期以來,現代製造技術與機械製造工藝自動化都有了長足的發展。但工具(含夾具、刀具、量具與輔具等)在不斷的革新中,其功能仍然十分顯著。機床夾具對零件加工的質量、生產率和產品成本都有著直接的影響。因此,無論在傳統製造還是現代製造系統中,夾具都是重要的工藝裝備。
1.2夾具的發展史 夾具在其發展的200多年歷史中,大致經歷了三個階段:第一階段,夾具在工件加工、製造的各工序中作為基本的夾持裝置,發揮著夾固工件的最基本功用。隨著軍工生產及內燃機,汽車工業的不斷發展,夾具逐漸在規模生產中發揮出其高效率及穩定加工質量的優越性,各類定位、夾緊裝置的結構也日趨完善,夾具逐步發展成為機床—工件—工藝裝備工藝系統中相當重要的組成部分。這是夾具發展的第二階段。這一階段,夾具發展的主要特點是高效率。在現代化生產的今天,各類高效率,自動化夾具在高效,高精度及適應性方面,已有了相當大的提高。隨著電子技術,數控技術的發展,現代夾具的自動化和高適應性,已經使夾具與機床逐漸融為一體,使得中,小批量生產的生產效率逐步趨近於專業化的大批量生產的水平。這是夾具發展的第三個階段,這一階段,夾具的主要特點是高精度,高適應性。可以預見,夾具在不一個階段的主要發展趨勢將是逐步提高智能化水平。
1.3機床夾具的作用(1)保證加工精度 用機床夾具裝夾工件,能準確確定工件與刀具、機床之間的相對位置關係,可以保證加工精度。(2)提高生產效率 機床夾具能快速地將工件定位和夾緊,可以減少輔助時間,提高生產效率。(3)減輕勞動強度 機床夾具採用機械、氣動、液動夾緊裝置,可以減輕工人的勞動強度。(4)擴大機床的工藝範圍 利用機床夾具,能擴大機床的加工範圍,例如,在車床或鑽床上使用鏜模可以代替鏜床鏜孔,使車床、鑽床具有鏜床的功能。
1.4機床夾具的分類1.按夾具的應用範圍分類(1)通用夾具 通用夾具是指結構已經標準化,且有較大適用範圍的夾具,例如,車床用的三爪卡盤和四爪卡盤,銑床用的平口鉗及分度頭等。(2)專用機床夾具 專用機床夾具是針對某一工件的某道工序專門設計製造的夾具。專用機床夾具適於在產品相對穩定、產量較大的場合應用。(3)組合夾具 組合夾具是用一套預先製造好的標準元件和合件組裝而成的夾具。組合夾具結構靈活多變,設計和組裝周期短,夾具零部件能長期重複使用,適於在多品種單件小批生產或新產品試製等場合應用。(4)成組夾具 成組夾具是在採用成組加工時,為每個零件組設計製造的夾具,當改換加工同組內另一種零件時,只需調整或更換夾具上的個別元件,即可進行加工。成組夾具適於在多品種、中小批生產中應用。(5)隨行夾具 它是一種在自動線上使用的移動式夾具,在工件進入自動線加工之前,先將工件裝在夾具中,然後夾具連同被加工工件一起沿著自動線依次從一個工位移到下一個工位,直到工件在退出自動線加工時,才將工件從夾具中卸下。隨行夾具是一種始終隨工件一起沿著自動線移動的夾具。
2.按使用機床類型分類機床類型不同,夾具結構各異,由此可將夾具分為車床夾具、鑽床夾具、銑床夾具、鏜床夾具、磨床夾具和組合機床夾具等類型。
3.按夾具動力源分類按夾具所用夾緊動力源,可將夾具分為手動夾緊夾具、氣動夾緊夾具、液壓夾緊夾具、氣液聯動夾緊夾具、電磁夾具、真空夾具等。專用機床夾具的組成夾具一般由下列元件或裝置組成:(1)定位元件 定位元件是用來確定工件正確位置的元件。被加工工件的定位基面與夾具定位元件直接接觸或相配合。(2)夾緊裝置 夾緊裝置是使工件在外力作用下仍能保持其正確定位位置的裝置。(3)對刀元件、導向元件 對刀元件、導向元件是指夾具中用於確定(或引導)刀具相對於夾具定位元件具有正確位置關係的元件,例如鑽套、鏜套、對刀塊等。(4)連接元件 夾具連接元件是指用於確定夾具在機床上具有正確位置並與之連接的元件,例如安裝在銑床夾具底面上的定位鍵等。(5)其它元件及裝置 根據加工要求,有些夾具尚需設置分度轉位裝置、靠模裝置、工件抬起裝置和輔助支承等裝置。(6)夾具體 夾具體是用於連接夾具元件和有關裝置使之成為一個整體的基礎件,夾具通過夾具體與機床連接。定位元件、夾緊裝置和夾具體是夾具的基本組成部分,其它部分可根據需要設置。
第二章夾具的具體結構設計2.1工件分析 下圖所示為箱體的鏜孔工序簡圖。工序要求鏜 47H7、80H7同軸孔系及兩端都為47H7孔系(兩組孔系互為90
47H7、80H7同軸孔系及兩端都為47H7孔系(兩組孔系互為90 ),兩組孔系中心距
),兩組孔系中心距 。47H7、80H7同軸孔系同軸度為0.02,表面粗糙度值
。47H7、80H7同軸孔系同軸度為0.02,表面粗糙度值 為6.3
為6.3 m。兩端都為47H7孔系同軸度為兩端都為47H7孔系0.04,表面粗糙度值為6.3m。 先行工序以加工好的表面可作為本工序用的定位基準,即N端面和直徑皆為φ30H8的孔及M端面為定位基準。本次設計要一次性加工1個工件,在底面上進行夾緊。
m。兩端都為47H7孔系同軸度為兩端都為47H7孔系0.04,表面粗糙度值為6.3m。 先行工序以加工好的表面可作為本工序用的定位基準,即N端面和直徑皆為φ30H8的孔及M端面為定位基準。本次設計要一次性加工1個工件,在底面上進行夾緊。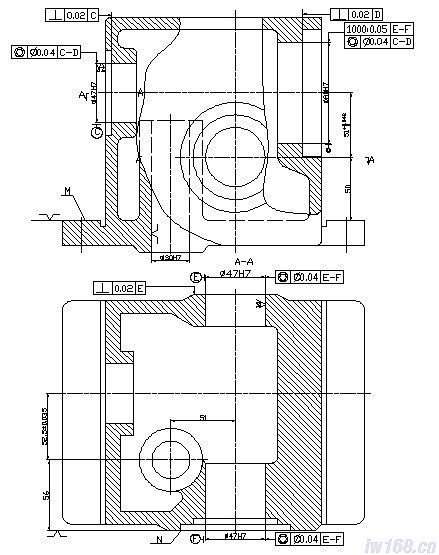 圖2-1鏜孔工序簡圖
圖2-1鏜孔工序簡圖
2.2工件的定位方案 在加工箱體零件時,常用工件的面及孔作為定位基準,以使基準統一。此時,由M面、N面及和φ30H8相配的銷定位。這中定位方式簡單、可靠、夾緊方便。 根據箱體的結構、工序尺寸、形狀和位置精度要求,工件定位時需限制六個自由度。工件的定位基準和夾緊位置在工序圖上已經規定,但在擬定定位、夾緊方案時,仍然應對其進行分析研究,考查定位基準的學則是否能滿足工件位置精度的要求,夾具的結構能否實現。在鏜孔箱體時,工件端面M在φ30H8孔的另一側,若以次端面為平面定位基準,可以達到與工序基準相重合,但是定位銷須設計成活動的銷,夾具的結構也較複雜。如果選擇與M面相對的另一端面為定位基準,則會引起基準不重合誤差。考慮到孔系的定位公差較小,應該優先保證定位誤差。夾具結構雖然有點複雜,但只要能保證加工工件的質量要求,還是可以採用的。在保證尺寸方面,以端面M和N為定位基準,可以做到基準重合,為了避免發生不過定位現象,採用一個削邊圓柱銷做定位元件。工件以兩面和一削邊銷為定位基準,限制了工件的六個自由度,屬於完全定位。
2.3工件的夾緊方案設計一、對夾緊裝置的基本要求機械加工過程中,為保持工件定位時所確定的正確位置,防止工件在切削力、慣性力、離心力及重力等作用下發生位移和振動,機床夾具應設有夾緊裝置,將工件壓緊夾牢。夾緊裝置是否合理、可靠及安全,對工件加工的精度、生產率和工人的勞動條件有著重大的影響,為此提出下列基本要求:1)夾緊過程中,不能改變工件定位后佔據的正確位置。2)夾緊力的大小要適當,既要保證工件在整個加工過程中位置穩定不變、振動小,又要使工件不產生過大的夾緊變形。3)夾緊裝置的自動化和複雜程度應富裕生產類型相適應,在保證生產效率的前提下,其結構要力求簡單,便於製造和維修。4)夾緊裝置的操作應當方便、安全、省力。5)夾緊裝置應具有良好的自鎖性能,以保證源動力暴動或消失后,仍能保持夾緊狀態。夾緊的目的是保證工件在夾具中的定位,不致因工時受切削力,重力或伴生離心力,慣性力,熱應力等的作用產生移動或振動。 夾緊裝置是夾具完成夾緊作用的一個重要的而不可以缺少的組成部分,除非工件在加工過程中所受到的各種力不會使它離開定位時所需確定的位置,才可以設有夾緊裝置。夾緊裝置設計的優劣,對於提高夾緊的精度和加工作效率,減輕勞動強度都有很大的影響。分析各類夾具的基本功能要求可以將夾緊裝置概括為兩類:第一類是性能要求,主要指定位唯一性、定位穩定性,夾緊穩定性及總體約束;第二類要求是夾具的結構剛性、成本及易操作性、易於維修等要求。本設計目錄中功能項包括夾緊對象特徵項、加工信息特徵及夾緊要求特徵。 夾緊對象特徵項目:包括夾緊對象類型、材料、形狀、體積、數量、物理特性、磁性、導電性、剛性等信息。 加工信息特徵項:加工類型、機加工、裝配、檢測、焊接等、加工參數、切削參數、運動參數、幾何參數等。 夾緊要求特徵項:主要指性能要求,包括定位要求、定位基準選擇,如特徵點、特徵面。夾緊力大小、夾緊方向、夾緊行程、夾緊鬆開速率,自鎖性等。 元件功能分析:夾緊功能主要包括四種元功能:定位功能、傳動功能、執行功能和分度功能等輔助功能。定位功能由定位元件完成,定位元件按定位面特徵分為平面定位元件、圓孔定位元件、外圓定位元件。傳動功能由中間遞力機構完成,該機構一般有三個作用;改變作用力的力一向、大小和自鎖作用。目前常用的有以下機構:斜楔機構、螺旋機構、圓偏心機構、槓桿鉸鏈機構、連桿機構、聯動機構、對中機構、定心機構等。設計夾緊裝置時,應滿足下述主要要求:
1.夾緊裝置在對工件夾緊時,不應破壞工件的定位,為此,必須正確選擇夾緊力的方向及著力點。
2.夾緊力的大小應該可靠,適當,要保證工件在夾緊后的變形和受壓表面的損傷不致超出允許的範圍。
3.夾緊裝置結構簡單合理,夾緊動作要迅速,操作方便省力,安全。
4.夾緊力或夾緊行程在一定範圍內可進行調整和補償。二、夾緊力的確定確定夾緊力的方向、作用點和大小時,應依據工件的結構特點、加工要求,並結合工件加工中的受力狀況及定位元件的結構和不止方式來確定。夾緊力的方向夾緊力的方嚮應有住與定位正頂,且主夾緊力應朝向主要限位基面。如圖2-3所示:夾緊力 直接朝向限位基面—支承板上面。
直接朝向限位基面—支承板上面。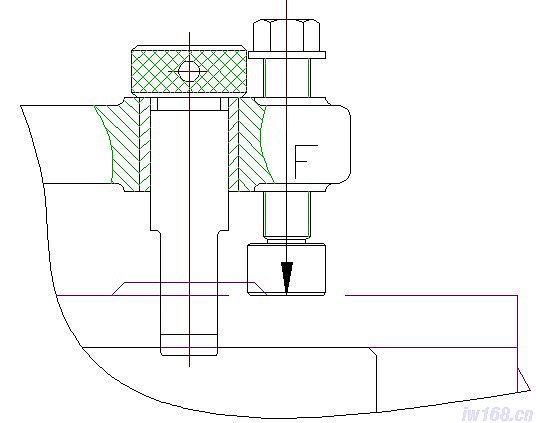 圖2-3夾緊力F夾緊力的作用點夾緊力的方向確定后,應根據下述原則確定作用點的位置:1)夾緊力的作用點應落在定位元件的支承範圍內。2)夾緊力的作用點應落在工件剛性好的方向和部位。3)夾緊力的作用點應靠近工件的加工表面。根據工件定位方案,可以考慮夾緊力的作用點及方向採用裝配圖中所示的方法(圖2-3)。工件以兩面定位方式在支承板上,然後通過一活動削邊插銷插入,限制工件六個自由度,右旋壓緊螺釘即可夾緊,左旋壓緊螺釘即可擰松。2.4對刀具的對刀或導引方案 對刀元件主要由鏜套、襯套及支座組成,用以確定夾具和刀具的相對位置,用,螺釘,銷釘將支座及鏜套固定在夾具體上。鏜套的材料為20鋼,滲碳深度為0.8-1.2mm,淬火硬度為55-60HRC。 襯套尺的材料為T8,淬火硬度為55-60HRC。2.5夾具在機床上的安裝方式以及夾具體的結構型式一、夾具在機床上的安裝,一般有兩種形式,一種是安裝在機床工作台上(如銑床、鏜床、鑽床等);另一種是安裝在機床的迴轉主軸上(如車床、磨床等)。本夾具安裝在在機床工作台上,通過螺釘與機床工作台T形槽夾緊。
圖2-3夾緊力F夾緊力的作用點夾緊力的方向確定后,應根據下述原則確定作用點的位置:1)夾緊力的作用點應落在定位元件的支承範圍內。2)夾緊力的作用點應落在工件剛性好的方向和部位。3)夾緊力的作用點應靠近工件的加工表面。根據工件定位方案,可以考慮夾緊力的作用點及方向採用裝配圖中所示的方法(圖2-3)。工件以兩面定位方式在支承板上,然後通過一活動削邊插銷插入,限制工件六個自由度,右旋壓緊螺釘即可夾緊,左旋壓緊螺釘即可擰松。2.4對刀具的對刀或導引方案 對刀元件主要由鏜套、襯套及支座組成,用以確定夾具和刀具的相對位置,用,螺釘,銷釘將支座及鏜套固定在夾具體上。鏜套的材料為20鋼,滲碳深度為0.8-1.2mm,淬火硬度為55-60HRC。 襯套尺的材料為T8,淬火硬度為55-60HRC。2.5夾具在機床上的安裝方式以及夾具體的結構型式一、夾具在機床上的安裝,一般有兩種形式,一種是安裝在機床工作台上(如銑床、鏜床、鑽床等);另一種是安裝在機床的迴轉主軸上(如車床、磨床等)。本夾具安裝在在機床工作台上,通過螺釘與機床工作台T形槽夾緊。 圖2-4耳座 鏜床夾具與工作台的連接部分稱為耳座,因連接要牢固穩定,故夾具上耳座兩邊的表面要加工平整,為此常在該處做一凸台,以便於加工,為提高銑床夾具在機床上安裝的穩固性,除要求夾具體具有足夠的強度和剛度外,還應使被加工表面盡量靠近工作檯面,以降低夾具的重心。因此,夾具體的高寬比限制在1-1.25之間。二、夾具體是將夾具上的各種裝置和元件連接成一個整體的基礎件。它通常是夾具上體積最大和結構最複雜的零件。設計夾具體是應注意以下幾點:1.應有良好的加工精度和尺寸穩定性 夾具體上的重要平面,如安裝定位元件的表面、安裝對刀或定位元件的表面以及夾具體的安裝基面(與機床相連接的表面)等,應具有較高的尺寸、形狀和相互位置精度,並使其精度保持良好的穩定性。為此,夾具體毛坯應作響應的時效或退火處理,必要時,在粗加工后,還應進行二次時效處理。2.應具有足夠的強度和剛度 加工過程中,夾具體要承受較大的切削力和夾緊力,為包乘夾具體不產生不允許的變形和震動,夾具體應有足夠的強度和剛度。因此需選擇合適的材料,適當的壁厚。焊接和鑄造夾具體常設置加強筋。在不影響工件裝卸的情況下,採用框形結構的夾具體具有較高的強度和剛度。3.有良好的製造工藝性和使用性 按照單間生產的工藝特點,夾具體的結構應力求簡單,製造工藝性要好。 對於加工時產生大量切屑的夾具體來說,在夾具體上應考慮排屑結構,在夾具結構上也應考慮足夠的排屑空間,以便於清除落在定位元件上的少量切屑,確保定位的可靠。 當夾具的重量較大是,應在夾具體上設置供起吊用的裝置(如吊環螺釘等)。4.應保證夾具安裝在機床上穩定可靠 夾具在機床上的安裝,一般都是通過夾具體上的安裝基面與機床上相應的表面的接觸或配合來實現的。當採用機床工作台安裝夾具時,其夾具的重心應盡量低,重心越高則支承面應越大。夾具體底面中部一般應挖空,四周與機床工作台接觸,以保證安裝穩定可靠,為了找正夾具在機床上位置常在夾具體的側面設置一窄長的找正基準面。
圖2-4耳座 鏜床夾具與工作台的連接部分稱為耳座,因連接要牢固穩定,故夾具上耳座兩邊的表面要加工平整,為此常在該處做一凸台,以便於加工,為提高銑床夾具在機床上安裝的穩固性,除要求夾具體具有足夠的強度和剛度外,還應使被加工表面盡量靠近工作檯面,以降低夾具的重心。因此,夾具體的高寬比限制在1-1.25之間。二、夾具體是將夾具上的各種裝置和元件連接成一個整體的基礎件。它通常是夾具上體積最大和結構最複雜的零件。設計夾具體是應注意以下幾點:1.應有良好的加工精度和尺寸穩定性 夾具體上的重要平面,如安裝定位元件的表面、安裝對刀或定位元件的表面以及夾具體的安裝基面(與機床相連接的表面)等,應具有較高的尺寸、形狀和相互位置精度,並使其精度保持良好的穩定性。為此,夾具體毛坯應作響應的時效或退火處理,必要時,在粗加工后,還應進行二次時效處理。2.應具有足夠的強度和剛度 加工過程中,夾具體要承受較大的切削力和夾緊力,為包乘夾具體不產生不允許的變形和震動,夾具體應有足夠的強度和剛度。因此需選擇合適的材料,適當的壁厚。焊接和鑄造夾具體常設置加強筋。在不影響工件裝卸的情況下,採用框形結構的夾具體具有較高的強度和剛度。3.有良好的製造工藝性和使用性 按照單間生產的工藝特點,夾具體的結構應力求簡單,製造工藝性要好。 對於加工時產生大量切屑的夾具體來說,在夾具體上應考慮排屑結構,在夾具結構上也應考慮足夠的排屑空間,以便於清除落在定位元件上的少量切屑,確保定位的可靠。 當夾具的重量較大是,應在夾具體上設置供起吊用的裝置(如吊環螺釘等)。4.應保證夾具安裝在機床上穩定可靠 夾具在機床上的安裝,一般都是通過夾具體上的安裝基面與機床上相應的表面的接觸或配合來實現的。當採用機床工作台安裝夾具時,其夾具的重心應盡量低,重心越高則支承面應越大。夾具體底面中部一般應挖空,四周與機床工作台接觸,以保證安裝穩定可靠,為了找正夾具在機床上位置常在夾具體的側面設置一窄長的找正基準面。
第三章 夾具精度的校驗3.1定位銷尺寸計算(1)確定削邊定位銷的尺寸b查表2-1,b=4mm。 表2-1削邊銷尺寸  D
D >3-6 >6-8 >8-20 >20-40 b 2 3 4 5 B D-0.5 D-1 D-2 D-4 (4)計算菱形銷的最小間隙b=5mm D
>3-6 >6-8 >8-20 >20-40 b 2 3 4 5 B D-0.5 D-1 D-2 D-4 (4)計算菱形銷的最小間隙b=5mm D =30mmTL
=30mmTL =0.2mmTL
=0.2mmTL =0.06mm按X=
=0.06mm按X= 計算得 X=0.05mm(5)確定削邊銷基本尺寸
計算得 X=0.05mm(5)確定削邊銷基本尺寸 及公差1)按公式
及公差1)按公式 =
= -
- 算出菱形銷的最大直徑=(30-0.05)mm =29.95mm2)確定菱形銷的公差等級,一般取IT7或IT6因IT7=0.028mm故=Φ13
算出菱形銷的最大直徑=(30-0.05)mm =29.95mm2)確定菱形銷的公差等級,一般取IT7或IT6因IT7=0.028mm故=Φ13 mm3.2夾緊力的計算計算夾緊力時,通常是把夾具體和工件看成是一個剛性系統。根據工件所受的切削力、夾緊力(大型工件應考慮工件重力、慣性力)的作用狀況,找出加工中對夾緊最不利的狀態,按靜力平衡原理計算出理論夾緊力,再乘以安全係數作為實際夾緊力。即
mm3.2夾緊力的計算計算夾緊力時,通常是把夾具體和工件看成是一個剛性系統。根據工件所受的切削力、夾緊力(大型工件應考慮工件重力、慣性力)的作用狀況,找出加工中對夾緊最不利的狀態,按靜力平衡原理計算出理論夾緊力,再乘以安全係數作為實際夾緊力。即
 式中實際所需夾緊力(N) F 理論夾緊力(N) K安全係數在精加工時,K取1.5。在一面兩孔定位中,理論夾緊力的計算公式為
式中實際所需夾緊力(N) F 理論夾緊力(N) K安全係數在精加工時,K取1.5。在一面兩孔定位中,理論夾緊力的計算公式為 式中 P為機床切削力 P0為圓柱銷所受部分切削力μ為工件與限位基面之間的摩擦力由表3-1得: μ=0.15。 表3-1摩擦係數的選用 摩擦條件 μ 工件為加工過的平面 0.15 工件為未加工過的毛坯表面,固定支承為球面 0.2-0.25 夾緊元件和支承表面有齒紋,並在較大相互作用力下工作 0.7
式中 P為機床切削力 P0為圓柱銷所受部分切削力μ為工件與限位基面之間的摩擦力由表3-1得: μ=0.15。 表3-1摩擦係數的選用 摩擦條件 μ 工件為加工過的平面 0.15 工件為未加工過的毛坯表面,固定支承為球面 0.2-0.25 夾緊元件和支承表面有齒紋,並在較大相互作用力下工作 0.7  為防止圓柱銷受力而造成不必要的定位誤差,而令P0為0。則
為防止圓柱銷受力而造成不必要的定位誤差,而令P0為0。則 選取鏜床的背吃刀量 =2mm,每轉進給量f=0.5mm/r。因待加工工件為鋼材,故單位切削力P=2000則鏜床的切削力 =2000*2*0.5 =2000(N)故 F=2000/0.15=13(KN)FK=13*1.5=19.5(KN)結論 本夾具所需實際夾緊力為30KN。3.3夾具加工誤差的分析使用夾具加工時產生的誤差有下列四個方面:1.與工件定位有關的誤差定位誤差△D2.與夾具在機床上安裝有關的誤差安裝誤差△A3.與刀具調整有關的誤差△T4.與加工過程有關的誤差△G△D+△T+△A+△G≤δk上式即為定位誤差不等式。A:定位誤差基準重合:
選取鏜床的背吃刀量 =2mm,每轉進給量f=0.5mm/r。因待加工工件為鋼材,故單位切削力P=2000則鏜床的切削力 =2000*2*0.5 =2000(N)故 F=2000/0.15=13(KN)FK=13*1.5=19.5(KN)結論 本夾具所需實際夾緊力為30KN。3.3夾具加工誤差的分析使用夾具加工時產生的誤差有下列四個方面:1.與工件定位有關的誤差定位誤差△D2.與夾具在機床上安裝有關的誤差安裝誤差△A3.與刀具調整有關的誤差△T4.與加工過程有關的誤差△G△D+△T+△A+△G≤δk上式即為定位誤差不等式。A:定位誤差基準重合:
 =0D=Y=D+d+
=0D=Y=D+d+ D=0.015(mm)B:夾具在銑床上安裝的不準確並不影響加工槽的位置尺寸,所以A可不考慮。C:加工方法有關誤差對刀塊的製造與對刀調整誤差銑刀的跳動,機床工作台的傾斜等因素所引起的加工方法誤差,可根據生產經驗並參照經濟加工精度進行確定。今取0.05mm.綜上所述:
D=0.015(mm)B:夾具在銑床上安裝的不準確並不影響加工槽的位置尺寸,所以A可不考慮。C:加工方法有關誤差對刀塊的製造與對刀調整誤差銑刀的跳動,機床工作台的傾斜等因素所引起的加工方法誤差,可根據生產經驗並參照經濟加工精度進行確定。今取0.05mm.綜上所述: =D+A+T+G=0.065mm?
=D+A+T+G=0.065mm?
 =0.1mm此夾具滿足加工要求。
=0.1mm此夾具滿足加工要求。
第四章 夾具的安裝4.1安裝順序當夾具的各個零件生產出來后,就要對它進行安裝。安裝夾具看起來是非常簡單的事情,但是不同的人安裝同樣的夾具,其安裝的夾具誤差都不一樣。(從瑞士手錶的安裝準確度,其秒針走時誤差一年相隔一秒與一星期相隔一秒的例子得啟示)公司有專人安裝夾具的隊伍,在某些程度上提高了安裝精度。在安裝夾具的過程中要注意一些事項:(1)先把各個襯套壓入支座內,再安上鏜套,組裝成部分;(2)以平衡的方式把壓板和夾具體以兩個定位削定位,接著依次上安上螺釘。
(3)把組裝好的支座部件安上夾具體。
(4)安裝T型槽快換螺栓,將夾具體固定在鏜床工作台上。4.2夾具在操作時應注意的事項現代化生產要想有好的經濟效益,必須提高勞動生產率而影響生產率的因素很多,金屬加工中一個重要的影響因素就是工件在夾具上的裝夾。夾具設計依據的原則是簡捷、實用、快速、可靠。這裡的“快速”指的就是快速裝夾。根據工件的種類、結構特徵的不同,可採用不同的形式。合理的裝夾形式不但能達到快速、高效的目的而且能減輕工人的勞動強度,一般夾具設計出來成為產品后,就有一個裝夾模式。裝夾模式在快速裝夾的過程中,應該注意一些事項:(1)拔出削邊定位插銷,向上擰開壓緊螺釘,將工件放上定位平面。
(2)插入削邊定位插銷,調整工件位置,使工件定位孔也插銷配合併定位。
(3)將壓緊螺擰緊,夾緊工件。
(4)工件加工過程中不要手去接觸鐵屑,讓其自動排屑.按規定是每間隔1小時有工人清除鐵屑。
(5)取工件時是先擰松螺釘,拔出削邊定位插銷,然後取下工件。
(6)定位銷有明顯的磨損后,更換新定位柱或調整定位銷(原則上該公司每隔一段時間就檢驗一次精度,不需要操作工負責)。參 考 文 獻[1]劉守勇,陳殿學,劉彥竹,機械製造工藝與機床夾具,機械工業出版社,1999.10[2]徐嘉元,曾家駒,機械製造工藝學,機械工業出版社,2007.1[3]文斌主編,管接頭和管件選用手冊,機械工業出版社,2006.1[4]王光斗,王春福,張繼信等,機床夾具設計手冊,上海科學技術出版社,1980.1[5]鄧昭銘,張瑩,機械設計基礎,高等教育出版社,第二版,2000.7[6]陳於萍,周兆龍,何小龍,互換性與測量技術基礎,第二版,2007.2[7]王孝達主編,金屬工藝學,高等教育出版社,1997.7[8]劉小年,陳婷,崔建軍,機械製圖,第二版,機械工業出版社,2004.5[9]丁樹模,周驥平主編,液壓傳動,第二版,2006.1[10]范厚軍主編,緊固件手冊,江西科學技術出版社,2004.1[11]劉承啟主編,新編銑工計算手冊,機械工業出版社,2001.5[12]孫靖民,米成秋主編,機械結構優化設計,哈爾濱工業大學出版社1986.5[13]汪琪,李鈞主編,機械設計計算,中國致公出版社,1998.5[14]成大先主編,機械設計手冊,化學工業出版社,2004.1[15]王昆,何小柏,汪信遠主編,機械設計基礎課程設計,高等教育出版社,2006.9