1. 焊接過程
連續驅動摩擦焊接時,通常將待焊工件兩端分別固定在旋轉夾具和移動夾具內,工件被夾緊后,位於滑台上的移動夾具隨滑台一起向旋轉端移動,移動至一定距離后,旋轉端工件開始旋轉,工件接觸后開始摩擦加熱。此後,則可進行不同的控制,如時間控制或摩擦縮短量(又稱摩擦變形量)控制。當達到設定值時,旋轉停止,頂鍛開始,通常施加較大的頂鍛力並維持一段時間,然後,旋轉夾具鬆開,滑台後退,當滑台退到原位置時,移動夾具鬆開,取出工件,至此,焊接過程結束。
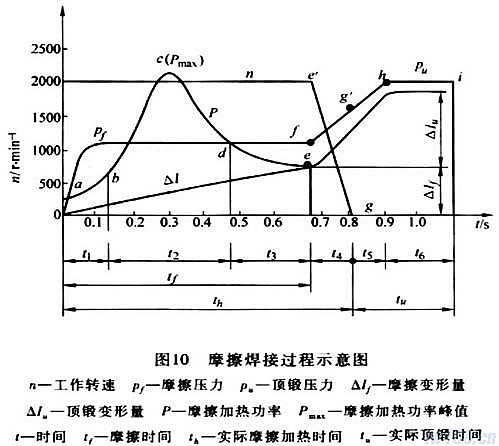
對於直徑為16mm的45號鋼,在2000r/min轉速、8.6MPa摩擦壓力、0.7s摩擦時間和161MPa的頂鍛壓力下,整個摩擦焊接過程如圖10所示。從圖中可知,摩擦焊接過程的一個周期可分成摩擦加熱過程和頂鍛焊接過程兩部分。摩擦加熱過程又可以分成四個階段,即初始摩擦、不穩定摩擦、穩定摩擦和停車階段。頂鍛焊接過程也可以分為純頂鍛和頂鍛維持兩個階段。
(1)初始摩擦階段(t1) 此階段是從兩個工件開始接觸的a點起,到摩擦加熱功率顯著增大的b點止。摩擦開始時,由於工件待焊接表面不平,以及存在氧化膜、鐵鏽、油脂、灰塵和吸附氣體等,使得摩擦係數很大。隨著摩擦壓力的逐漸增大,摩擦加熱功率也慢慢增加,最後摩擦焊接表面溫度將升到200~300℃左右。
在初始摩擦階段,由於兩個待焊工件表面互相作用著較大的摩擦壓力和具有很高的相對運動速度,使凸凹不平的表面迅速產生塑性變形和機械挖掘現象。塑性變形破壞了界面的金屬晶粒,形成一個晶粒細小的變形層,變形層附近的母材也沿摩擦方向產生塑性變形。金屬互相壓入部分的挖掘,使摩擦界面出現同心圓痕迹,這樣又增大了塑性變形。因摩擦表面不平,接觸不連續,以及溫度升高等原因,使摩擦表面產生振動,此時空氣可能進入摩擦表面,使高溫下的金屬氧化。但由於t1時間很知,摩擦表面的塑性變形和機械挖掘又可以破壞氧化膜,因此,對接頭的影響不大。當焊件斷面為實心圓時,其中心的相對旋轉速度為零,外緣速度最大,此時焊接表面金屬處於彈性接觸狀態,溫度沿徑向分佈不均勻,摩擦壓力在焊接表面上呈雙曲線分佈,中心壓力最大,外緣最小。在壓力和速度的綜合影響下,摩擦表面的加熱往往從距圓心半徑2/3左右的地方首先開始。
(2)不穩定摩擦階段(t2) 不穩定摩擦階段是摩擦加熱過程的一個主要階段,該階段從摩擦加熱功率顯著增大的b點起,越過功率峰值c點,到功率穩定值的d點為止。由於摩擦壓力較初始摩擦階段增大,相對摩擦破壞了焊接金屬表面,使純凈的金屬直接接觸。隨著摩擦焊接表面的溫度升高,金屬的強度有所降低,而塑性和韌性卻有很大的提高,增大了摩擦焊接表面的實際接觸面積。這些因素都使材料的摩擦係數增大,摩擦加熱功率迅速提高。當摩擦焊接表面的溫度繼續增高時,金屬的塑性增高,而強度和韌性都顯著下降,摩擦加熱功率也迅速降低到穩定值d點。因此,摩擦焊接的加熱功率和摩擦扭矩都在c點呈現出最大值。在45號鋼的不穩定摩擦階段,待焊表面的溫度由200~300℃升高到1200~1300℃,而功率峰值出現在600~700℃左右。這時摩擦表面的機械挖掘現象減少,振動降低,表面逐漸平整,開始產生金屬的粘結現象。高溫塑性狀態的局部金屬表面互相焊合后,又被工件旋轉的扭力矩剪斷,並彼此過渡。隨著摩擦過程的進行,接觸良好的塑性金屬封閉了整個摩擦面,並使之與空氣隔開。
(3)穩定摩擦階段(t3) 穩定摩擦階段是摩擦加熱過程的主要階段,其範圍從摩擦加熱功率穩定值的d點起,到接頭形成最佳溫度分佈的e點為止,這裡的e點也是焊機主軸開始停車的時間點(可稱為e′點),也是頂鍛壓力開始上升的點(圖10的ƒ點)以及頂鍛變形量的開始點。在穩定摩擦階段中,工件摩擦表面的溫度繼續升高,並達到1300℃左右。這時金屬的粘結現象減少,分子作用現象增強。穩定摩擦階段的金屬強度極低,塑性很大,摩擦係數很小,摩擦加熱功率也基本上穩定在一個很低的數值。此外,其它連接參數的變化也趨於穩定,只有摩擦變形量不斷增大,變形層金屬在摩擦扭矩的軸向壓力作用下,從摩擦表面擠出形成飛邊,同時,界面附近的高溫金屬不斷補充,始終處於動平衡狀態,只是接頭的飛邊不斷增大,接頭的熱影響區變寬。
(4)停車階段(t4) 停車階段是摩擦加熱過程至頂鍛焊接過程的過渡階段,是從主軸和工件一起開始停車減速的e′點起,到主軸停止轉動的g點止。從圖10可知,實際的摩擦加熱時間從a點開始,到g點結束,即tƒ=t1+t2+t3+t4。儘管頂鍛壓力從ƒ點施加,但由於工件並未完全停止旋轉,所以g′點以前的壓力,實質上還是屬於摩擦壓力。頂鍛開始后,隨著軸向壓力的增大,轉速降低,摩擦扭矩增大,並再次出現峰值,此值稱為後峰值扭矩。同時,在頂鍛力的作用下,接頭中的高溫金屬被大量擠出,工件的變形量也增大。因此,停車階段是摩擦焊接的重要過程,直接影響接頭的焊接質量,要嚴格控制。
(5)純頂鍛階段(t5) 從主軸停止旋轉的g(或g′)點起,到頂鍛壓力上升至最大位的h點止。在這個階段中,應施加足夠大的頂鍛壓力,精確控制頂鍛變形量和頂鍛速度,以保證獲得優異的焊接質量。
(6)頂鍛維持階段(t6) 該階段從頂鍛壓力的最高點h開始,到接頭溫度冷卻到低於規定值為止。在實際焊接控制和自動摩擦焊機的程序設計時,應精密控制該階段的時間tu(tu=t3+t4)。在頂鍛維持階段,頂鍛時間、頂鍛壓力和頂鍛速度應相互配合,以獲得合適的摩擦變形量△Iƒ和頂鍛變形量△Iu。在實際計算時,摩擦變形速度一般採用平均摩擦變形速度(△Iƒ/tƒ),頂鍛變形速度也採用其平均值〔△Iu/(t4+t5)〕。
總之,在整個摩擦焊接過程中,待焊的金屬表面經歷了從低溫到高溫摩擦加熱,連續發生了塑性變形、機械挖掘、粘接和分子連接的過程變化,形成了一個存在於全過程的高速摩擦塑性變形層,摩擦焊接時的產熱、變形和擴散現象都集中在變形層中。在停車階段和頂鍛焊接過程中,摩擦表面的變形層和高溫區金屬被部分擠碎排出,焊縫金屬經受鍛造,形成了質量良好的焊接接頭。
2. 摩擦焊接產熱
摩擦焊接過程中,兩工件摩擦表面的金屬質點,在摩擦壓力和摩擦扭矩的作用下,沿工件徑向與切向力的合成方向作相對高速摩擦運動,在界面形成了塑性變形層。該變形層是把摩擦的機械功轉變成熱能的發熱層,它的溫度高、能量集中,具有很高的加熱效率。
(1)摩擦加熱功率 摩擦加熱功率的大小及其隨摩擦時間的變化,決定了焊接溫度及其溫度場的分佈,直接影響接頭的加熱過程、焊接生產率和焊接質量,同時也關係到摩擦焊機的設計與製造。摩擦加熱功率就是焊接熱源的功率,它的計算與分佈如下:
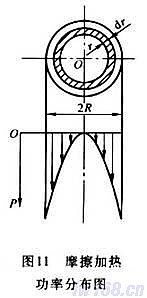
對圓形的焊接工件,假設沿摩擦表面半徑方向的摩擦壓力pƒ和摩擦係數μ為常數。為了求出功率分佈,在摩擦表面上取一半徑為r的圓環,該環的寬度為dr(圖11),其面積為dA,則dA=2πrdr,則作用在圓環上的摩擦力為
dF=pƒμdA=2πpƒμrdr (4)
以O點為圓心的摩擦扭矩為
dM=rdF=2πpƒμr2dr (5)
圓環上的摩擦加熱功率為
dP≈1.02dM×10-3n (6)
摩擦加熱功率沿接合面半徑R方向上的分佈dP/dr如圖11所示。加熱功率在圓心處為零,在外邊緣最大。
將式(5)、式(6)積分,可以得到摩擦焊接表面上總的摩擦扭矩和加熱功率為
M=2πpƒμR3/3 (7)
P=2×10-3πpƒnμR3/3 (8)
式中 M——摩擦扭矩;
P——摩擦加熱功率;
pƒ——摩擦壓力;
n——工件轉速;
μ——摩擦係數;
r——圓環半徑;
R——待焊工件半徑。
實際上pƒ(r)不是常數,在初始摩擦階段和不穩定摩擦階段的前期,摩擦表面還沒有全面產生塑性變形,主要是彈性接觸,摩擦壓力在中心高,外圓低。因此沿摩擦焊接表面半徑R的摩擦加熱功率最大值不在外圓,而在距圓心2/3R左右的地方,這一點不僅符合計算結果,也被試驗所證實。在穩定摩擦階段,摩擦表面全部產生塑性變形,成為塑性接觸時,pƒ(r)才可以認為等於常數。此外,μ(r)在初始摩擦階段和不穩定摩擦階段也不是常數,由高溫金屬組成的高速塑性變形層熱源,在距圓心1/2~1/3半徑處形成環狀加熱帶,隨著摩擦加熱的進行,環狀加熱帶向圓心和外圓迅速展開,當進入穩定摩擦階段時,摩擦表面的溫度才趨於平衡,此時可以認為μ(r)是常數。
摩擦表面上總的加熱熱量為
式中 Q——接合面總的摩擦加熱熱量;
t——摩擦時間;
to——摩擦加熱開始時間(設to=0);
tn——實際摩擦加熱時間;
k——常數。
(2)摩擦焊接表面溫度 摩擦焊接表面的溫度會直接影響接頭的加熱溫度、溫度分佈、摩擦係數、接頭金屬的變形與擴散。其加熱面的溫度由摩擦加熱功率和散熱條件所決定。
在焊接圓斷面工件時,摩擦焊接熱源被認為是一個線性傳播的連續均布的面狀熱源。如果不考慮向周圍空間的散熱,根據雷卡林的焊接熱過程計算公式,同種金屬摩擦焊接表面的溫度為
式中 T(O,t)——摩擦焊接表面溫度(O表面熱源中心,t是摩擦加熱時間);
q2——單位面積上的加熱熱量;
λ——焊件熱導率;
c——焊件熱容。
在式(10)中,如果選定焊接所需要的溫度為Tw,熱源溫度升高到Tw所需要的摩擦加熱時間為tƒ′,則該式可以寫成
tƒ′q22=cπλT2w=常數 (11)
從式(11)可以看出,當Tw和tƒ′確定以後,能夠計算出q2的數值,並可以根據q2的要求選擇焊接參數。式(10)和式(11)適合於計算以穩定摩擦階段為主的摩擦加熱過程。
實際上,不論何種材料的摩擦焊接,摩擦表面的最高溫度是有限制的,不能超過焊件材料的熔點,此外,在採用式(10)和式(11)進行運算時,還應該考慮到摩擦焊接表面溫度與加熱功率之間的內在聯繫、相互制約及摩擦加熱功率隨摩擦時間變化的特殊規律。