(一) 圓柱螺旋彈簧的結構形式
1. 圓柱螺旋壓縮彈簧
如下左圖所示,彈簧的節距為p,在自由狀態下,各圈之間應有適當的間距δ,以便彈簧受壓時,有產生相應變形的可能。為了使彈簧在壓縮后仍能保持一定的彈性,設計時還應考慮在最大載荷作用下,各圈之間仍需保留一定的間距δ1。δ1的大小一般推薦為: δ1=0.1d≥0.2mm
式中d為彈簧絲的直徑。
|
圓柱螺旋壓縮彈簧 |
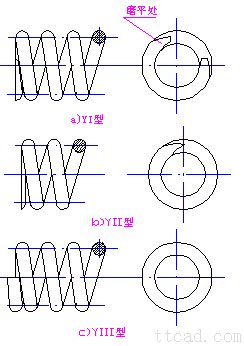
圓柱螺旋壓縮彈簧的端面圈 |
彈簧的兩個端面圈應與鄰圈並緊(無間隙),只起支承作用,不參與變形,故稱為死圈。當彈簧的工作圈數n≤7時,彈簧每端的死圈約為0.75圈;n>7時,每端的死圈約為1~1.75圈。這種彈簧端部的結構有多種形式(上右圖)最常用的有兩個端面圈均與鄰圈並緊且磨平的YI型(圖a)、並緊不磨平的YIII型(圖c)和加熱卷繞時彈簧絲兩端鍛扁且與鄰圈並緊(端面圈可磨平,也可不磨平)的YII型(圖b) 三種。在重要的場合,應採用YI型,以保證兩支承端面與彈簧的軸線垂直,從而使彈簧受壓時不致歪斜。彈簧絲直徑d≤0.5mm時,彈簧的兩支承端面可不必磨平。d>0.5mm的彈簧,兩支承端面則需磨平。磨平部分應不少於圓周長的3/4。端頭厚度一般不小於d/8,端面粗糙度應低於 。
。
2.圓柱螺旋拉伸彈簧
如下左圖所示,圓柱螺旋拉伸彈簧空載時,各圈應相互併攏。另外,為了節省軸向工作空間,並保證彈簧在空載時各圈相互壓緊,常在卷繞的過程中,同時使彈簧絲繞其本身的軸線產生扭轉。這樣製成的彈簧,各圈相互間即具有一定的壓緊力,彈簧絲中也產生了一定的頂應力,故稱為有預應力的拉伸彈簧。這種彈簧一定要在外加的拉力大於初拉力P0后,各圈才開始分離,故可較無預應力的拉伸彈簧節省軸向的工作空間。拉伸彈簧的端部制有掛鉤,以便安裝和載入。掛鉤的形式如下右圖所示。其中LI型和LII型製造方便,應用很廣。但因在掛鉤過渡處產生很大的彎曲應力,故只宜用於彈簧絲直徑d≤l0mm的彈簧中。LVII、LVIII型掛鉤不與彈簧絲聯成一體,故無前述過渡處的缺點,而且這種掛鉤可以轉到任意方向,便於安裝。在受力較大的場合,最好採用LVII型掛鉤,但它的價格較貴。
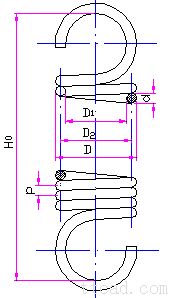
圓柱螺旋拉伸彈簧
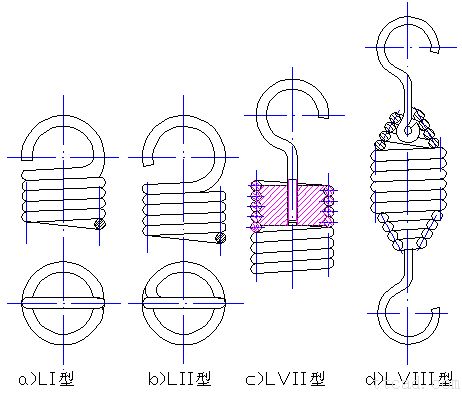
圓柱螺旋拉伸彈簧掛鉤的形式[OT_page]
(二) 製造
螺旋彈簧的製造工藝包括:a)卷制;b)掛鉤的製作或端面圈的精加工;c)熱處理;d)工藝試驗及強壓處理。(強壓處理是使彈簧在極限載荷作用下持續6~48h,以便在彈簧絲截面的危險區產生塑性變形和殘餘應力,從而提高彈簧的靜載強度。用於長期振動,高溫和腐蝕性介質中的彈簧,以及一般用途的彈簧不應進行強壓處理。)
卷制是把合乎技術條件規定的彈簧絲卷繞在芯棒上。大量生產時,是在萬能自動卷簧機上卷制;單件及小批生產時,則在普通車床或手動卷繞機上卷制。
卷制分冷卷及熱卷兩種。冷卷用於經預先熱處理后拉成的直徑 d<(8~10)mm的彈簧絲;直徑較大的彈簧絲製作的強力彈簧則用熱卷。熱卷時的溫度隨彈簧絲的粗細在800~1000℃的範圍內選擇。不論採用冷卷或熱卷,卷制后均應視具體情況對彈簧的節距作必要的調整。
對於重要的壓縮彈簧,為了保證兩端的承壓面與其軸線垂直,應將端面圈在專用的磨床上磨平;對於拉伸及扭轉彈簧,為了便於聯接、固著及載入,兩端應制有掛鉤或桿臂(參看上圖<圓柱螺旋拉伸彈簧掛鉤的形式>及右圖)。
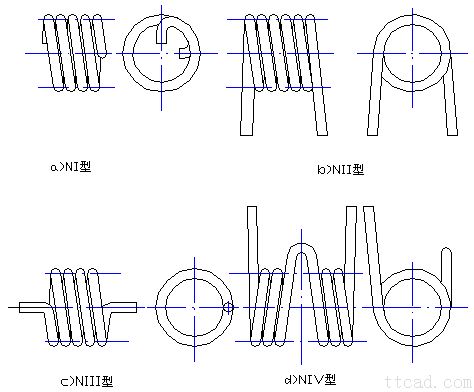
扭轉螺旋彈簧
彈簧在完成上述工序后,均應進行熱處理。熱處理后的彈簧表面不應出現顯著的脫碳層。冷卷后的彈簧只作回火處理,以消除卷制時產生的內應力。
此外,彈簧還須進行工藝試驗和根據彈簧的技術條件的規定進行精度、衝擊、疲勞等試驗,以檢驗彈簧是否符合技術要求。要特別指出的是,彈簧的持久強度和抗衝擊強度,在很大程度上取決於彈 簧絲的表面狀況,所以彈簧絲表面必須光潔,沒有裂紋和傷痕等缺陷。表面脫碳會嚴重影響材料的持久強度和抗衝擊性能。因此脫碳層深度和其它表面缺陷應在驗收彈簧的技術條件中詳細規定。重要的彈簧還須進行表面保護處理(如鍍鋅);普通的彈簧一般除以油或漆。(三) 彈簧的材料及許用應力
為了使彈簧能夠可靠地工作,彈簧材料必須具有高的彈性極限和疲勞極限,同時應具有足夠的韌性和塑性,以及良好的可熱處理性。
常用彈簧鋼主要有下列幾種:
碳素彈簧鋼
這種彈簧鋼的憂點是價格便宜,原材料來源方便;缺點是彈性極限低,多次重複變形后易失去彈性,且不能在高於120℃的溫度下正常工作。
這種彈簧鋼與碳素彈簧鋼相比,優點是淬透性較好和強度較高;缺點是淬火后容易產生裂紋及熱脆性。但由於價格便宜,所以一般機械上常用的尺寸不大的彈簧可以用此種材料製造,例如離合器彈簧等。
這種鋼中因加入了硅,故可顯著地提高彈性極限,並提高了回火穩定性,因而可在更高的溫度下回火,從而得到良好的力學性能。但含硅量高時,表面易於脫碳。由於錳的脫碳性小,故在鋼中加入硅錳這兩種元素,就是為了發揮各自的優點,並減少彼此的缺點,因此硅錳彈簧鋼在工業中得到了廣泛的應用。一般用於製造汽車、拖拉機的螺旋彈簧。
鋼中加入釩的目的是細化組織,提高鋼的強度和韌性,故這種材料是耐疲勞和抗衝擊性能良好的彈簧鋼。它有良好的力學性能,並能在-40~350℃的溫度下工作,但價格較貴。航空發動機調節系統中的彈簧多採用此種材料,如柱塞油泵的柱塞彈簧等。
此外,某些不鏽鋼和青銅等材料,具有耐腐蝕的特點,青銅還具有防磁性和導電性,故常用於 製造化工設備中或工作於腐蝕性介質中的彈簧。其缺點是不容易熱處理,力學性能較差,在一般機械中很少採用。
在選擇材料時,應考慮到彈簧的用途、重要程度、使用條件(包括載荷性質、大小及循環特性,工作持續時間,工作溫度和周圍介質情況等),以及加工、熱處理和經濟性等因素。同時,也要參照現有設備中使用的彈簧,選擇出較為合用的材料。
彈簧材料的許用扭轉切應力[τ]和許用彎曲應力[σ]b的大小和載荷性質有關,靜載荷時的[τ]或[σ]b較變載荷時的大。表<彈簧常用材料及其許用應力>中推薦的幾種常用材料及其[τ]和[σ]b值,可供設計時參考。碳素彈簧鋼絲拉伸強度極限σB值按表<彈簧鋼絲的拉伸強度極限σB>選取。