中原石油勘探局培訓中心 呂少軍
中原油田油氣儲運管理處 劉煜
中原油田採油二廠 王建衛
中原油田採油二廠 劉先軍
作者簡介:呂少軍(1970-),男,國際焊接技師、中石化高級技師、國家註冊安全工程師,主要從事焊接教學、特殊工種取證培訓及焊接工藝研究工作。
摘 要:本文分析了低合金耐熱鋼管採用手工鎢極氬弧焊打底時易出現的焊接缺陷,並提出了相應的解決方法。關鍵詞:低合金耐熱鋼管;手工鎢極氬弧焊;打底焊工藝 隨著焊接技術的不斷發展,手工鎢極氬弧焊以其焊接質量可靠、電弧熱量集中、焊接熱影響區窄、表面成形美觀等優點,得到了越來越廣泛的應用。在高壓管線的打底焊大量採用手工鎢極氬弧焊,取得了很好的效果。現以Φ108mm×12mm 12CrMo鋼管水平固定對接焊為例,分析其焊接性及使用鎢極氬弧焊時可能出現的缺陷。
1 12CrMo的焊接性分析
12CrMo是一種低合金耐熱鋼,含碳量約為0.12%,含Cr、Mo約為1.5%。該鋼種含碳量較低,但其含有的Cr、Mo 都會提高鋼材的淬硬性,特別是在焊接快速冷卻的條件下具有較大的淬硬傾向,易產生冷裂紋,焊前要預熱,焊后需保溫緩冷,並熱處理。 12CrMo含有一定的合金元素,如果採用焊條電弧焊,焊條葯皮產生的熔渣和氣體對高溫金屬保護作用並不是很好,合金元素易氧化,焊縫中易產生氣孔、夾渣等缺陷,焊縫一次合格率不高。而在各種常用的焊接方法中,鎢極氬弧焊的焊縫質量為最好,為提高合格率,宜採用手工鎢極氬弧焊。 2 手工鎢極氬弧焊中易出現的焊接缺陷
2.1 裂紋
如果焊絲選擇不當,焊接時高溫停留時間過長,焊縫中晶粒長得過大, 母材中S、P等雜質較多,在焊接應力的作用下,就很容易產生裂紋,裂紋一般產生在起弧處。
2.2 氣孔
氣孔是手工鎢極氬弧焊中最常見的缺陷。尤其是管道打底焊時更為明顯,氣孔主要產生在焊縫上部至表面, 呈點狀或蜂窩狀。一般焊縫中常見的氣孔有氫氣孔、一氧化碳氣孔和氮氣孔。而鎢極氬弧焊中常見的是氮氣孔, 這主要是因為工藝參數選擇不當、焊工操作不熟練,導致氬氣沒有對高溫金屬形成全面、徹底的保護,而使空氣中的氮氣大量溶入液態金屬,在熔池凝固過程中未及時溢出而形成的。
2.3 未焊透
鎢極氬弧焊時,如果電流過小、焊工技術水平不高、焊接速度過快、電弧過長、電弧偏吹;或根部間隙過小,鈍邊過大、坡口角度過小、錯邊嚴重都有可能造成未焊透。
2.4 焊縫尺寸超標
對於手工鎢極氬弧焊打底焊,焊縫尺寸不符合要求主要是焊道高低不平、寬窄不一、成形不良,焊縫背面下凹或過度上凸,這樣會使焊縫強度不夠,應力過於集中。
3 防止焊接缺陷產生的方法
3.1 防止焊接裂紋產生的方法
選擇含S、P低的焊絲;採用軟規範,以較小的焊接電流配合較快的焊接速度,儘可能地縮短高溫停留時間, 這樣不但可以減小晶粒長大傾向,而且對防止氣孔產生也是有效的。合理地選擇坡口尺寸,減小母材的熔化量, 即控制熔合比,減少母材中S、P等雜質熔入焊縫;嚴格焊前清理,不但要清理坡口表面,而且管子內外表面也要徹底清理乾淨,條件允許時最好採用化學清理法;採用正確的收弧方法填滿弧坑,最好使用帶電流衰減裝置的焊機,減少弧坑裂紋;採用合理的焊接順序,減小焊接應力。
3.2 防止氣孔產生的方法
嚴格清理焊件及焊絲,尤其注意管道內部靠近焊道的端頭部分的清理, 附近20mm的氧化膜徹底清理,最後採用丙酮清洗表面。提高焊工操作水平, 防止焊絲觸碰鎢極或送絲不到位。認真修磨鎢極;發現熔池冒泡或電弧氣氛呈藍色時,即已有氣孔產生,應立即停焊,用角向磨光機徹底清除后重新施焊;焊縫盡量一次完成,減少重複加熱和補焊次數,焊縫接頭部位用磨光機打磨乾淨;保持合適的焊接速度,保證焊件、焊槍和焊絲三者之間的正確位置和角度,提高氬氣的保護效果,防止空氣中的氮氣侵入熔池。
3.3 防止未焊透產生的方法
提高焊工操作的熟練程度;選擇合理的焊接參數;合理設計坡口型式, 利於電弧深入根部;提高組對精度,減少錯邊量。
3.4 防止焊縫尺寸超標的方法
選擇合理的焊接工藝參數,提高技術水平,送絲及時到位,焊槍移動均勻一致,注意觀察熔池情況。還要盡量採用轉動焊。嚴格控制焊件組對質量和對縫間隙,鈍邊厚度應適當。
4 12CrMo的焊接工藝
4.1 焊絲選擇
根據焊縫化學成份與母材相似的原則,選用含S、P較低的H08CrMo焊絲,直徑2.5mm。

4.3 焊前清理
用角向磨光機將坡口面及坡口兩側打磨至露出金屬光澤,用圓銼、砂布清理管道內壁鏽蝕及毛刺,最後用丙酮清洗坡口表面及焊絲。
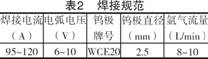
4.4 焊接規範(見表2)
焊前預熱到250~350℃,點固3~4 點。
4.5 操作方法
在仰焊位置6點以前的5~8mm處引弧。焊接中,由於管子處於水平固定位置,隨著焊接位置的變化,焊工的身體也要隨著變化,為保持平衡,仰焊時可用手指抵撐著在管子上;採用「2」點法焊接,控制弧長2~3mm,對坡口根部兩側同時加熱,捻動焊絲,使焊絲端部始終處於氬氣的保護範圍內,邊熔化邊送絲,焊絲不要直接插入熔池,要位於熔池前方,焊絲端部應呈圓形,送絲動作乾淨利索,控制坡口兩側熔透均勻,以保證管內壁成形均勻;前半圈快焊到平焊位置時,將弧坑填滿,在11點位置收弧,以利後半圈的焊接;在焊接後半圈前先將接頭處打磨出斜面並露出金屬光澤,然後從仰焊位置起頭焊至接頭處結束。收弧時在熄弧前向熔池邊送兩滴鐵水, 將熔池移至坡口一側收弧。熄弧後用噴嘴罩住熔池,待焊縫完全冷卻變暗后再移開。每半圈一次焊成,中間不停頓,如中途停頓,再次起焊前將端頭打磨出斜面並使焊縫重疊5~7mm。焊后及時用石棉包裹緩冷,並加熱到600~650℃,保溫1~2小時,消除焊接應力,防止冷裂紋產生。
5 結束語
採用上述工藝焊接管道后,焊接質量大大提高,在焊後進行的X射線探傷,一次合格率達98%。