摘 要:箱形結構梁(柱)大量地應用於建築鋼結構中,尤其是高層或高層建築結構中,但其內部的隔板焊接多數採用熔嘴式電渣焊接方法。本文詳細介紹了一種非熔嘴式電渣焊接技術的具體應用和應注意的問題,經過實踐和總結,此方法對其他類似結構內部隔板的焊接,能夠保證質量、提高生產效率,具有一定的借鑒作用。
關鍵詞:箱形梁(柱);非熔嘴式電渣焊;隔板;焊接工藝 箱型柱因剛性大、自重輕、強度高,其內部空間還可灌注混凝土形成特殊箍式砼-鋼柱結構,具有良好的承載軸向壓力彎矩和抵抗水平側力的能力,在高層、超高層建築中被廣泛採用。箱型柱在梁連接部位,內設加勁隔板,因其為封閉形結構,要保證隔板的完全焊接,需採用非熔嘴式電渣焊接方法,箱型梁(柱)結構型式見圖1。我公司承製的濮陽寰宇萬噸乙醇製造項目的多層鋼框架結構廠房的特點是:柱高72m,分3層,鋼柱最大截面為1200mm×1000mm,最小截面為600mm×600mm,鋼結構總質量達2242t, 材質為Q345C,最大壁板厚度為32mm。非熔嘴式電渣焊在我公司用於箱型梁(柱)製造中尚屬首次,為確保工程進度和質量做了多種規格試件,得出了合適的技術參數,為今後類似構件的非熔嘴電渣焊接作參考。
1 非熔嘴式電渣焊原理概述
非熔嘴式電渣焊採用焊絲為電極, 焊絲通過非消耗的電渣焊槍和導電嘴送入渣池的焊接方法。在焊接過程,不熔嘴隨著焊接熔池液面的上升而上升,而焊絲不斷送進在渣池中熔化,然後結晶形成焊縫,也屬於電渣焊的範疇。
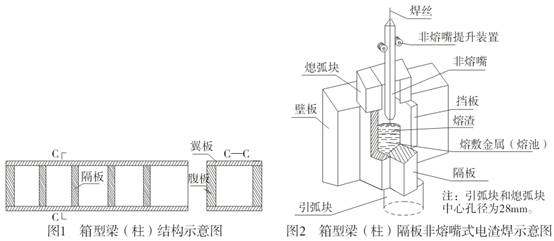
非熔嘴式電渣焊是利用電流通過熔渣所產生的電阻熱作為熱源,將填充金屬和母材熔化,凝固后形成金屬原子間牢固連接。在開始焊接時,使焊絲與引弧塊即起焊槽短路起弧,不斷加入少量固體焊劑,利用電弧的熱量使之熔化,形成液態熔渣,待熔渣達到一定深度時,增加焊絲的送進速度,並降低電壓,使焊絲插入渣池,電弧熄滅,從而轉入電渣焊焊接過程。非熔嘴式電渣焊焊接箱型梁(柱)內隔板的介面型式如圖2示意。
高溫熔渣具有一定的導電性,電流通過時在渣池內產生大量的電阻熱,使焊絲、熔嘴、擋板、內隔板和工件邊緣熔化,熔化的金屬沉積到渣池下面形成金屬熔池,隨著焊絲金屬向金屬熔池的過渡,金屬熔池不斷上升,底部的金屬冷卻凝固形成焊縫。
2 箱型梁(柱)隔板非熔嘴電渣焊質量保證
為保證非熔嘴電渣焊接質量和提高生產效率,採用隔板周邊預留3mm 加工余量,組焊好後由箱型線上的端面銑床進行加工,確保了隔板垂直度和平行度,使組裝質量顯著提高,間隙控制達到1mm以下,在整個非熔嘴電渣焊施焊過程中沒出現一例漏渣現象。
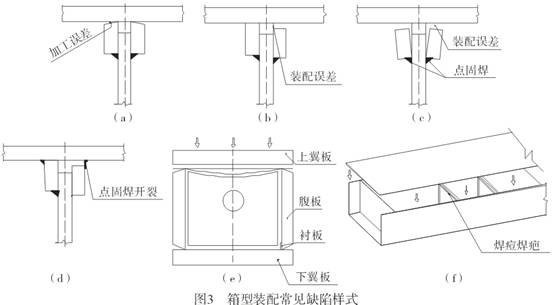
影響箱型構件內隔板與壁板非熔嘴電渣焊接質量的關鍵,一個是技術參數和焊接技術;另一個是箱型構件壁板、內隔板、擋板的加工精度和三者相互裝配的間隙質量。如切割加工裝配不按工藝要求做和裝配前不進行矯正校平,組立后就很難保證接觸面不產生過大間隙,當裝配間隙>1mm 時,就會在非熔嘴電渣焊時導致漏渣, 造成焊接過程中斷,箱型構件裝配時常出現的缺陷樣式見圖3示意。
3 非熔嘴式電渣焊工藝技術
3.1 箱型梁(柱)組裝
3.1.1 隔板、擋板組對時,在專用胎具上進行,組對時應校核胎具尺寸是否正確,如擋板及隔板有變形需矯正後使用。
3.1.2 箱型梁(柱)隔板每側預留3mm 加工余量,如圖4所示。隔板組對尺寸要求:L6-L7≤2mm,L5⊥L3<2mm。
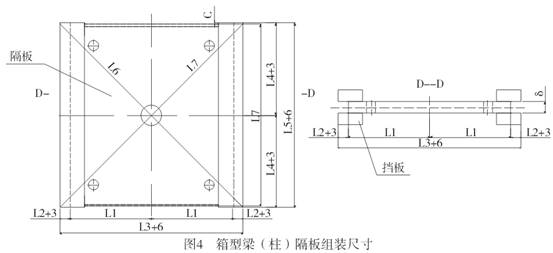
3.1.3 隔板與擋板的組裝間隙△≤0.5 mm。隔板組對時點焊要牢固,以免機加工時擋板脫落,點固焊縫長度約50mm,間隔200mm。
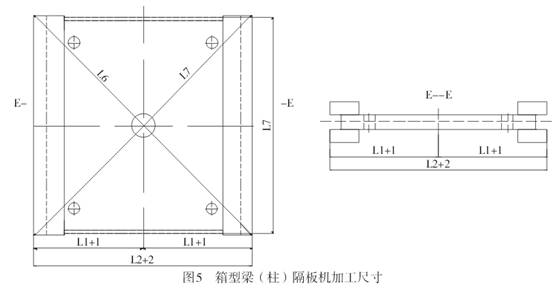
3.1.4 箱型梁(柱)隔板及工藝板機加工后的尺寸高度方向留2mm焊接收縮余量,其加工精度為:L5-L4<0.5mm, L2⊥L3<0.5mm,隔板坡口間隙偏差為±0.5mm,如圖5所示。
3.1.5 箱型梁(柱)的腹板和翼緣板在組裝前應校直矯平,側彎不應超過2mm,不平度不應超過2mm/1000mm。
3.1.6 箱型梁(柱)腹板安裝襯條時 必須在平台上進行。先將腹板中心線劃出,然後以此為基準,兩側安裝襯條並點焊,用線繩檢查襯條是否在同一直線,若不在線應進行修整,腹板襯條組裝和檢驗見圖6所示。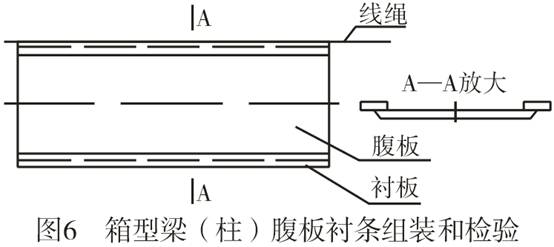
3.1.7 箱型梁(柱)U形組對時應在專機或專用胎具上進行,胎具平面不平度<2mm。 3.1.8 箱型梁(柱)U形組對完畢后, 在U形槽內用CO2氣保焊焊接隔板的兩道焊縫。 3.1.9 探傷合格的U形槽應報質檢部門進行隱檢。隱檢的內容包括隔板間隙的測量、垂直度的測量、隔板定位尺寸的測量及焊縫質量的檢查。
3.2 箱型組裝
3.2.1 隱檢合格后U形,對焊接變形進行矯正,方法可採用千斤頂將隔板焊接變形頂出或用火焰校正。
3.2.2 對U形槽的腹板、隔板、工藝板的上平面進行檢查,確保平面度<1mm,否則需要修平,然後才可蓋上翼緣板並壓緊密、點固焊接組成箱型。
4 焊接材料和焊接設備
母材材質:Q345C,板厚:δ= 32mm。
電渣焊絲:牌號為H08MnA;直徑為φ3.2 mm。
CO2焊絲:牌號為ER50-6;直徑為φ1.2 mm,化學成分見表1。

5 非熔嘴式電渣焊焊接
焊接規範的正確與否直接影響非熔嘴式電渣焊過程的穩定性和質量。為減小焊接時箱型的焊接變形,應用兩把焊槍左右焊縫同工藝同時進行焊接。
5.1 檢查非熔嘴送絲、非熔嘴提升機構及循環冷卻水系統是否正常。
5.2 調整非熔嘴與焊道垂直,方法是先在箱型梁(柱)翼緣板上劃出一垂線, 然後將非熔嘴與所划直線調直即可。
5.3 焊絲伸出長度的調整,在引弧時一般伸出導電嘴35~40mm,正常焊接時焊絲伸出長度為30 mm左右。
5.4 將引弧塊與箱型下部焊口對中,用千斤頂頂緊,如有縫隙用耐火泥填補,然後填加少許引弧劑(碎焊絲頭)約5mm高。
5.5 將調直的非熔嘴置於焊道內,為避免箱型薄壁的燒穿,引弧時先將非熔嘴調至靠近隔板一側。
5.6 將非熔嘴中的焊絲插入引弧塊內的碎焊絲中,並填加約20g的HJ431焊劑。
5.7 根據不同板厚將電流、電壓非熔嘴提升速度設定好后,開啟電源開始焊接。
5.8 各種接頭型式的非熔嘴電渣焊焊接工藝參數見表2。

非熔嘴式電渣焊隔板與壁板間隙尺寸的大小將直接影響電極的正常工作和所形成的熔池面積。間隙小易引起熔合不良等缺陷,間隙過大,使焊絲、焊劑的消耗過大,效率降低。因此,組對間隙的製備是保證非熔嘴電渣焊質量的關鍵,非熔嘴電渣焊的間隙製備及裝配尺寸精度應嚴格按工藝規範執行。
5.9 焊接過程中隨時觀察,當渣池較淺時會發出爆破聲,並伴有少量火花飛濺,此時應逐漸添加少許焊劑,當發出沸騰聲時為正常焊接。
5.10 當渣池較淺時,飛濺的火花會堵塞導電嘴。添加的焊劑過量,渣池上升,埋住導電嘴時造成熄弧。若遇此情況應迅速關閉電源,提升非熔嘴而更換導電嘴,然後將非熔嘴中的焊絲插入尚未冷卻的熔池渣液中重新引弧。對重新引弧部位做出標記,作為超聲波(UT)探傷檢測的重點。
5.11 隨時觀察非熔嘴在焊道孔中的位置,非熔嘴應處於中心,若有偏差應及時調整。
5.12 焊接至頂部約50mm時加裝熄弧塊,並適當填加少量焊劑,焊接到熄弧塊上部時停止焊接,並提升非熔嘴。
6 非熔嘴和熔嘴焊接成本比較
非熔嘴式電渣焊和熔嘴式焊接成本比較見表3。
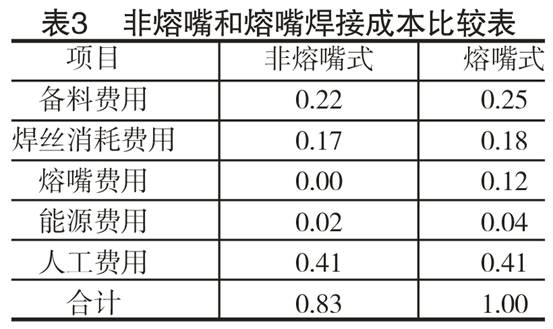
從表3中可以看出,使用非熔嘴電渣焊接技術的成本比使用熔嘴式電渣焊可以降低成本費用約20%。
7 結束語
由於非熔嘴式電渣焊比熔嘴式電渣焊適用焊接的板厚範圍更寬些,薄板焊接時優越性更加明顯,焊接成本比熔嘴式電渣焊低20%左右。通過以上非熔嘴式電渣焊在工程箱型梁(柱)應用情況的分析和檢測,符合建築鋼結構箱型梁(柱)結構橫隔板部位焊縫焊接的設計要求,提高了焊接生產效率,雖然設備投資較熔嘴電渣焊高,但長期來看將來會被廣泛應用到箱型梁(柱)結構的焊接製作中。
參考文獻
[1] 周振豐. 焊接冶金與金屬焊接性[M]. 北京: 機械工業出版社.1992.
[2] 陳祝年. 焊接工程師手冊[M]. 北京: 機械工業出版社.2002. 937~938.
[3] 姜煥中. 電弧焊及電渣焊[M]. 北京: 機械工業出版社.1988.
[4] 陳裕川. 焊工手冊:埋弧焊、氣體保護焊、電渣焊、等離子弧焊[M].2版. 北京: 機械工業出版社, 2006.9.
[5] 宋統戰. 箱形梁(柱)內隔板熔嘴電渣焊工藝參數優化設計[J]. 現代焊接, 2010.(07): J40~44.
[6] 陳裕川. 焊工手冊:埋弧焊、氣體保護焊、電渣焊、等離子弧焊[M].2版. 北京: 機械工業出版社,2006.9.
[7 ] 范紹林,韓麗娟等. 建築鋼結構箱形鋼樑(柱)內隔板熔嘴電渣焊施工工法[J]. 現代焊接, 2009.07.