在一般情況下,攪拌摩檫焊焊接接頭的力學性能,大約與母材和MIG焊接接頭性能相當。
(一)接頭的抗拉強度和彎曲性能
最近英國焊接研究所(TWI)認為,2000、5000、7000等系鋁合金的攪拌摩檫焊焊接接頭的常態強度與母材等強度,但也有的低於母材。表2-2給出了鋁合金攪拌摩檫焊焊接接頭的力學性能數據。
表2-2 鋁合金的攪拌摩檫焊焊接接頭的拉伸試驗結果
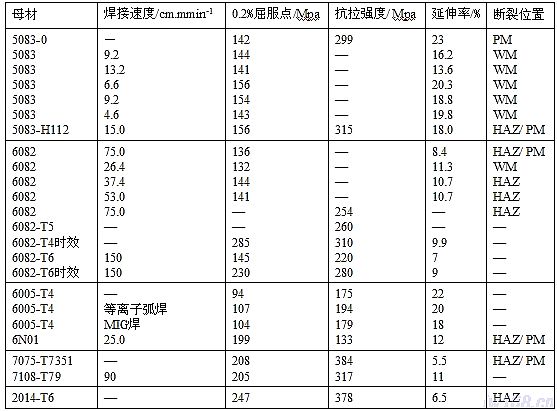
註:PM-斷裂在母材,WM-斷裂在焊縫,HAZ-斷裂在熱影響區,HAZ/ PM-斷裂在熱影響區和母材交接處
Kluken等對採用各種焊接方法和攪拌摩檫焊焊接的A6005鋁合金接頭的靜態強度進行了比較,從表2-2中可以看出,等離子弧小孔焊焊接接頭的抗拉強度值最高,為194MPa;攪拌摩檫焊最低,為175Mpa,而接頭的延伸率卻最高,為22%。但是攪拌摩檫焊焊接接頭沒有氣孔、裂紋等缺陷。2000系鋁合金的攪拌摩檫焊焊接接頭,斷裂發生在熱影響區。
鋁合金分為熱處理型和非熱處理型。對於熱處理型合金來說,採用熔焊時,焊接接頭性能發生改變是一個大問題。飛機製造用的2000、7000系硬鋁,時效後進行攪拌摩檫焊,或攪拌摩檫焊之後進行時效處理,兩者焊接接頭的靜態抗拉強度約為母材的80~90%。
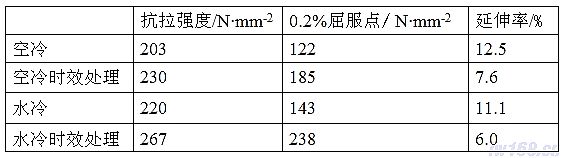
6000系的6N01-T6鋁合金廣泛用於日本的鐵路車輛製造。焊接和時效處理順序對機械性能有很大的影響。表2-3是12mm的6No1-T6鋁合金在大氣中和水冷中進行攪拌摩檫焊,焊接接頭的抗拉強度試驗結果。從試驗結果可以看出,經時效處理后,焊接接頭的抗拉強度得到了提高。
表2-3 焊接中冷卻方式和時效處理對抗拉強度的影響
摩擦焊的焊接強度和板厚的關係:
特別是在水冷中焊接的試件經時效處理后,改善效果最為顯著。這是因為,水冷使軟化區變小,採用這樣的時效處理,硬度回復效果特別好。在一邊水冷一邊進行攪拌摩擦焊的情況下,接頭強度的大小和被焊金屬的厚度有關,如圖2-26所示。隨著板厚的增大,接頭強度下降。
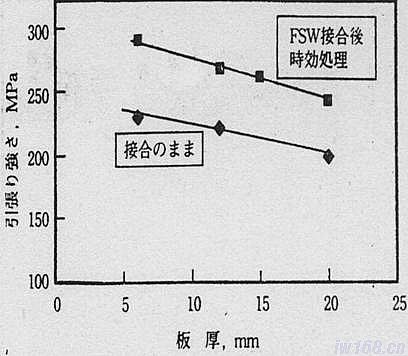
圖2-26 6No1-T6鋁合金在水冷中攪拌圖
攪拌摩擦焊焊接焊頭的彎曲試驗,與電弧焊接頭彎曲試驗不同,彎曲半徑為板厚的4倍以上。試驗結果表明,在這樣的試驗條件下,無論是鋁及其合金還是鋼的攪拌摩擦焊焊接焊頭的180o彎曲性能都很好。
由於攪拌摩擦焊是單道焊,被焊母材是被固定在墊板上。焊接時,為了避免攪拌頭的攪拌指棒與墊板接觸,攪拌頭的攪拌指棒長度往往稍微比被焊金屬厚度小一些,從而造成被焊金屬的背面留有一定的間隙,它導致焊接接頭在背彎試驗時背面張開,相當於熔化焊的根部欠陷。如果焊縫根部有缺陷,可用砂輪將焊縫根部缺陷處輕輕打磨平。
(二)接頭的硬度
攪拌摩擦焊接接頭的硬度,由於被焊金屬及時效方法等不同,焊接接頭的硬度分佈不同。
圖2-27表示出了6No1-T5鋁合金FSW接頭的硬度分佈,並與MIG焊接頭的硬度分佈進行比較。從圖中可以看到,攪拌摩擦焊焊接接頭的硬度比較高。
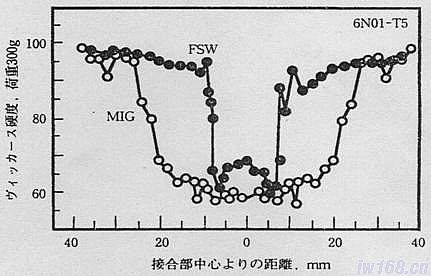
圖2-27 FSW與MIG焊焊接接頭硬度分佈
材料時效有自然時效和人工時效之分。對2014A及7075鋁合金攪拌摩擦焊焊接接頭焊後進行了9個月自然時效,自然時效初始2個月硬度回復速度劇烈,經自然時效9個月後,2014A及7075鋁合金焊接接頭都沒有回復到母材的硬度值,但7075鋁合金焊接接頭硬度的回復大。
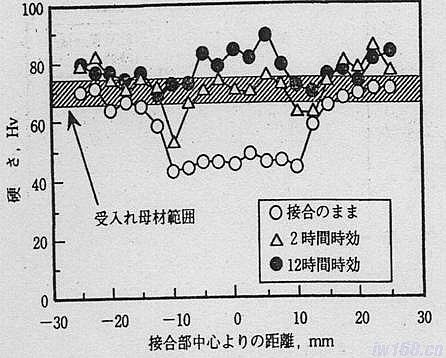
圖2-28 6063-T5鋁合金攪拌摩擦焊焊接接頭人工時效硬度的變化圖
對於人工時效來說,板厚6mm的6063-T5 鋁合金攪拌摩擦焊接頭,經過人工時效的硬度的分佈變化如圖2-28所示。
由圖可知,在175oC下保溫2小時後接頭硬度幾乎達到了母材的硬度;人工時效12小時后,一部分處於過時效狀態。人工時效處理促使焊縫金屬中的針狀析出物和β/相析出,導致接頭硬度的恢復。
(三)疲勞強度
與TIG和MIG等熔焊方法相比較,鋁合金的攪拌摩擦焊焊接接頭的疲勞性能具有明顯的優勢。其原因有二:
1、因為攪拌摩擦焊的焊縫材料經過攪拌頭的摩擦、擠壓、頂鍛得到的是精細的等軸晶組織;
2、由於焊接過程是在低於材料熔點溫度條件下完成,焊縫組織中沒有熔焊經常出現的凝固偏析和凝固過程中產生的缺陷。
攪拌摩擦焊焊接接頭綜合性能優良。對於不同材料的鋁合金如 A12014-T6、A12219、A15083-O、A17075等的攪拌摩擦焊焊接接頭的疲勞性能研究表明,鋁合金材料的攪拌摩擦焊焊接接頭的疲勞性能均優於熔焊接頭,其中A15083-O鋁合金的攪拌摩擦焊焊接接頭的疲勞性能完全可以達到與母材相同的水平。系列疲勞試驗結果表明,鋁合金的疲勞性能指標遠超過工業設計熔焊標準。
等人在懸臂拉伸的疲勞試驗(應力比為0.5)中得到了與6005-T4母材幾乎相同的S-N曲線圖。攪拌摩擦焊焊接接頭的疲勞破壞處於焊縫上表面位置,而熔化焊焊接接頭的疲勞破壞則處於焊縫根部。圖2-29顯示出了板厚為40mm的6No1-T5鋁合金攪拌摩擦焊焊接接頭,應力比為0.1的疲勞性能試驗結果。試驗結果表明,107次疲勞壽命達到母材的70%,即50MPa,此值為激光焊、MIG焊的2倍。
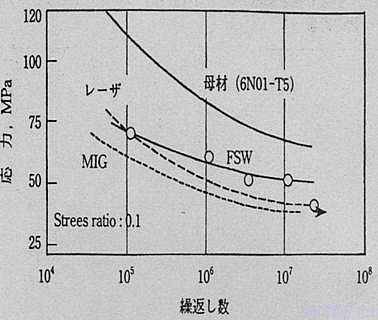
圖2-29 6No1-T5鋁合金各種焊接方法的疲勞強度
為了確定6No1S-T5的鋁甲板構造物的疲勞強度,疲勞試件進行了比較大的改造,進行了箱型梁疲勞試驗。試件為寬200mm、腹板高250mm的異型箱型斷面,長2m。
圖2-30給出了這一試件的疲勞試驗結果。在106次以上疲勞強度降低。但大於歐洲標準Eurocod 9的疲勞強度極限的一倍以上。同一研究者做的20mm寬的小型試件的結果,在圖中用點線標出的曲線,顯示出同樣的疲勞強度降低的現象。與大型試件相比較,下降的程度小。梁翼板由於受拉伸載荷作用,其攪拌摩擦焊焊縫產生疲勞龜裂。
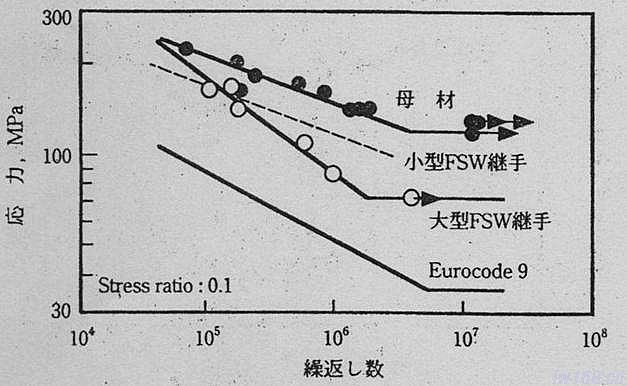
圖2-30 6No1S-T5的鋁甲板構造物的疲勞強度圖
(四)衝擊韌度和斷裂韌度
對板厚為30mm的5083-O鋁合金,在焊速為40mm/min規範下,進行了雙道攪拌摩擦焊,用焊得的接頭製備了比較大型試件,進行了接頭的低溫衝擊韌性試驗,試驗結果如圖2-31所示。
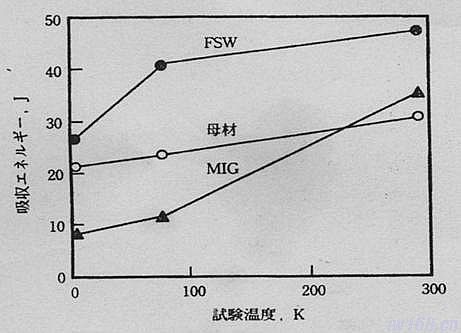
圖2-31 5083鋁合金攪拌摩擦焊接頭的衝擊試驗結果
無論是在液氮溫度,還是液氦溫度下,攪拌摩擦焊接頭的低溫衝擊韌性都高於母材,斷面呈現韌窩狀。而MIG焊焊接接頭在室溫以下的低溫衝擊韌性均低於母材。同時採用KIC來評價接頭的斷裂韌性,與衝擊韌性實驗一樣,攪拌摩擦焊接頭的斷裂韌度值高於母材,而在低溫下發生晶界斷裂。
一般來說,鋁的攪拌摩擦焊焊縫金屬承受載荷的能力,等於或高於母材在垂直於軋制方向的承載能力。板厚為5mm多種鋁合金的攪拌摩擦焊接頭,在室溫下做了尖端裂紋張開位移CTOD(δ5)試驗,其結果如表2-4所示。
表2-4 各種鋁合金的攪拌摩擦焊接頭斷裂韌性值

斷裂韌性試驗採用在通常尺寸的試件(CT50,a/w為0.5)上預先開一疲勞尖端裂紋。從表中可見攪拌摩擦焊焊縫區都有良好的斷裂韌性。7020鋁合金攪拌摩擦焊的焊縫區,尖端張開位移CTOD最高值大於母材的0.39mm。而2024硬鋁合金攪拌摩擦焊的焊縫區CTOD最高值稍微低於母材。攪拌摩擦焊的焊縫區具有良好的斷裂韌性,其原因是攪拌摩擦焊的焊縫組織晶粒細化的結果。
(五)應力腐蝕裂紋
7000系硬鋁是製造飛機用的材料。對其以下兩種工藝的攪拌摩擦焊接頭,進行了應力腐蝕裂紋試驗,一是先時效後進行攪拌摩擦焊;二是先攪拌摩擦焊後進行時效處理。試驗結果表明,焊后時效處理的焊縫組織中析出許多微細的η′相,具有良好抗應力腐蝕裂紋的性能;而先時效后再進行攪拌摩擦焊時,由於焊縫組織中析出的微細η′相,再固溶時產生溶解,因而焊縫產生了應力腐蝕裂紋。