摘要:文章介紹了線性振動摩擦焊接技術原理及設備構成。線性振動摩擦焊接適用於各種熱塑性材料連接,是先進的焊接方法。可焊接大型、形狀複雜及裝配形狀不規則的焊接件。具有眾多優點。被譽為綠色焊接技術。
關鍵詞:線性振動摩擦焊;原理;設備
Abstract: This paper introduces linear vibration friction welding technology and equipment constitute a principle. Linear vibration friction welding to connect all kinds of thermoplastic materials. Is an advanced welding methods. Welding can be large, complex shape and welding assembly irregularly shaped pieces. Has many advantages. Hailed as the green welding technology.
Key words: Linear Vibration Friction Welding;Elements;Equipment
1、引言
線性振動摩擦焊接是基於摩擦焊的原理而新開發的一種焊接技術。適於精密熔接尺寸較大、形狀特殊、難熔材質的產品。振動摩擦焊不受熱塑材料的影響,由於它不使用另外的連接件或結合劑就能將各式各樣的熱塑性零件按工藝焊接起來,提高了產品的質量,降低了企業的成本、減少了環境污染。其優質、高效、低耗環保的突出優點,適應了企業大規模自動化生產的需求。
2、線性振動摩擦焊接原理
使兩個壓緊在一起的塑料焊件,保持一定的工作壓力,振動其中的一個,使其相對另一個做往複位移運動,通過接觸面之間、分子間的摩擦,使結合處溫度劇升。當溫度高到足以使塑料熔化時,使其在固定壓力下固化,形成均勻的焊接。兩個被焊接的零件必須是相同的熱塑料材料,不同材料間的焊接質量不是很好。圖1為振動摩擦焊接原理圖
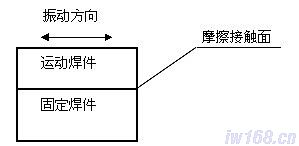
圖1 振動摩擦焊接原理圖
摩擦壓力和往複運動頻率是影響振動摩擦焊接質量的主要因素。當摩擦壓力和往複運動頻率增加時,焊接熱量輸入也隨之顯著增加。由於材料變形的局部性和不均勻性,壓力過大則會影響焊接件往複運動的穩定性,同時也會增加塑性焊接件的流出量,使飛邊增大,因此,不能採用太大的壓力值。在保證運動平穩的條件下,提高往複運動的頻率是增加熱輸入和提高焊縫質量最有效的方法。摩擦時間也是線性摩擦焊接過程中的一個重要參數,但延長摩擦時間不是增加熱量輸入的最有效方法。因為熱傳導、對流及高溫塑性焊接件的擠出等因素的存在,使得焊接過程中存在一熱輸入熱輸出的平衡點。在熱平衡之前,增加摩擦時間對增加熱輸入有效,而在熱平衡點之後,增加摩擦時間對熱輸入作用不大。因此以焊接深度的大小為焊接結束的標準較為可靠。
3、設備工作過程及結構
兩個被焊零件中一個安裝在升降台的固定夾具上,另一個安裝在和振動器相連的夾具上。升降台啟動,做垂直升降運動,由液壓系統提供動力並控制工作壓力。兩個焊接件由升降台壓緊在一起,在受壓的狀態下,振動電源驅動振動器振動,使兩個焊接件間產生摩擦熱,經過幾秒后將兩件焊接在一起。停止振動保持壓力,熔化的焊接件在壓力下短時間內被冷卻下來並固化。最後升降台下降並回到卸荷的初始等待位置。本系統由PLC控制器、振動電源、振動器、液壓系統、氣動系統、人機界面、檢測部分等7個主要部分構成。控制系統結構如圖2所示。

圖2 控制系統結構示意圖
振動電源採用德國VECTRON公司的VCB400-010型頻率轉換器。它能將頻率為50Hz交流電能轉換成頻率為100Hz~250 Hz的高頻電能。具有頻率設置、自動調諧、信號反饋、故障報警、振幅設置和檢測等功能。
振動器是將振動能量源提供的高頻電能轉換成雙向線形的機械振動。它被安裝在機器框架的高強度橡膠墊上,由鑄鐵框架、彈簧組、兩個勵磁線圈和一組驅動磁鐵。彈簧是懸臂式的束狀彈簧,有整塊高強度的合金加工成的。彈簧的一端與機器框架固定,另一端與夾具相連。振動電源向激勵線圈以一定頻率交替輸入電能,使振動器振動,振動頻率和彈簧質量和剛度有關。如果施加的電能頻率和系統的共振頻率相同,能量消耗為最小。振動器的結構如圖3所示。對應不同的夾具,振動器系統有不同的共振頻率。這個共振頻率是由振動器上的彈簧剛度和連接在彈簧上部件重量決定的。振動器的型號為:VW-2,振動頻率在100Hz~250 Hz之間,振動位移幅度在0~1.8mm之間。
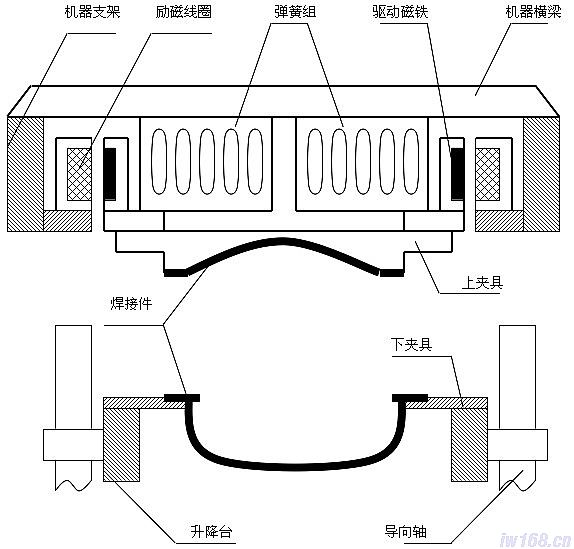
圖3 振動器的結構示意圖
液壓系統的主要功能是通過液壓缸的驅動力,驅動工作台做垂直升降運動,給被焊接塑料件提供焊接壓力,使兩個塑料件能穩定的壓在一起。液壓站為TOKIMEC公司製作,液壓缸為PARKER公司製作。
傳動系統由升降台、兩根導向軸、四個直線軸承和液壓缸構成。升降台上裝有下夾具。升降台的運動位置及速度由安裝在框架上的三個位置感測器確定。該三個位置感測器按高度方向布置為上、中、下三處。最下面的位置感測器為升降台的初始工作位置,中間的位置感測器用來降低升降台的運動速度,升降台升到該位置時降低運動速度,使上下夾具可以慢慢合攏。最上面的位置感測器為焊接開始位置。焊接過程完成後,升降台以快速下降到初始位置。
氣動系統由開關閥、氣動三聯體、三位五通閥、2節流閥、消音器、汽缸、負壓發生器等構成。主要用來驅動安全門的開關運動,焊接工件的定位夾緊。
檢測部分包括各種接近開關、光電開關、行程開關、位移開關,這些開關起到焊接工件的定位、操作者保護以及焊接深度檢測等作用。
人機界面在控制系統中起設定工作參數,顯示各種信息和結果的作用。機器的操作都將通過人機界面來實現。它有以下工作界面供操作者使用: 1)、自動模式界面:進行自動化操作。2)、手動模式界面:進行手工分步操作。3)、自動調諧界面:自動地尋找夾具的工作頻率。4)、手動調諧界面:手動尋找夾具的工作頻率。5)、參數設定界面:用以設定焊接時間、工作深度、振幅和壓力等參數,存儲和調用各組參數。6)、報警記錄界面:可以顯示報警信息的記錄。7)、數據記錄界面:記錄焊接時的各種參數數據。
PLC控制器用於設備的過程式控制制、信號採集、數據參數處理。
4、結束語
線性振動摩擦焊所需功率僅及傳統焊接工藝的1/5~1/15,焊接過程不產生煙塵或有害氣體,不產生飛濺,沒有孤光和火花,沒有放射線。由於具有焊接質量好、效率高、節能、節材、低耗、環保、無污染等優點,線性振動摩擦焊技術被譽為綠色焊接技術,值得大力推廣。