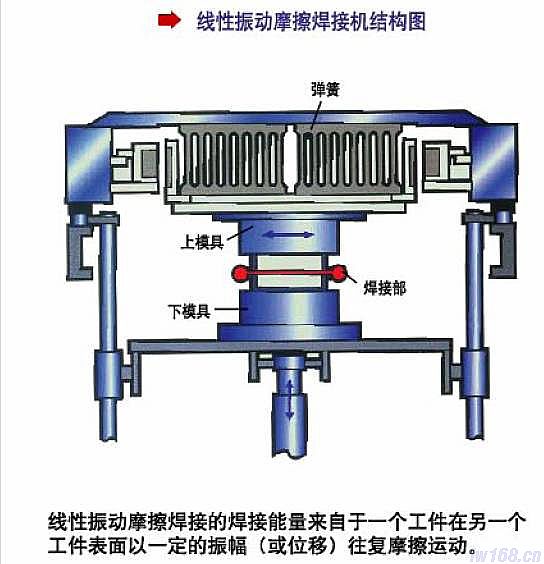
1.此圖為振動摩擦機線性振動摩擦焊接結構圖。
2.工作原理: a、將製作的產品固定模具(治具)安裝到振動摩擦機上。 b、安裝好模具後由專業技術人員根據焊接條件調節振動時的一些振動參數。(如:上模振動的頻率、振幅、時間等) c、調節好振動數據后將所要焊接的上下產品分別放入對應的上下模具。 c、開啟啟動按鈕安全門關閉摩擦機將對上下兩個分開的工件進行焊接。d、焊接時間大約15秒左右後上下模分開同時安全門打開。 e、最後取出焊接好的工件。
3. 焊接過程特別說明:
振動摩擦焊接是基於摩擦焊的原理。被壓緊在一起的兩個塑焊件,振動其中的一個,使其相對另一個做往複位移,位移值最大可達1.8mm 或4mm,該峰值與峰值間的距離稱為振幅,而振動的頻率為100Hz 或240Hz ,從而產生摩擦熱。這就像兩隻手放在一起摩擦一樣。
在這一過程中,兩個被焊接零件中的一個被裝在升降台的固定夾具上,而另一個按裝配位置被安放在上驅動板的驅動夾具上。升降台垂直於振動頭做升降運動,由液壓系統提供動力並控制壓力。該兩個零件必須由升降台的夾緊力壓緊在一起,在焊接和保持周期中,這一夾緊力持續作用在塑料件上。在受壓狀態下,振動頭振動,經過幾秒或十幾秒,將塑焊件焊接起來。該時間稱為“焊接時間”。而後熔化的塑料在壓力下短時間被冷卻下來並固化,這個時間稱為“保持時間”。最後振動頭即停止振動,升降台下降並回到卸荷位置(初始位置)。