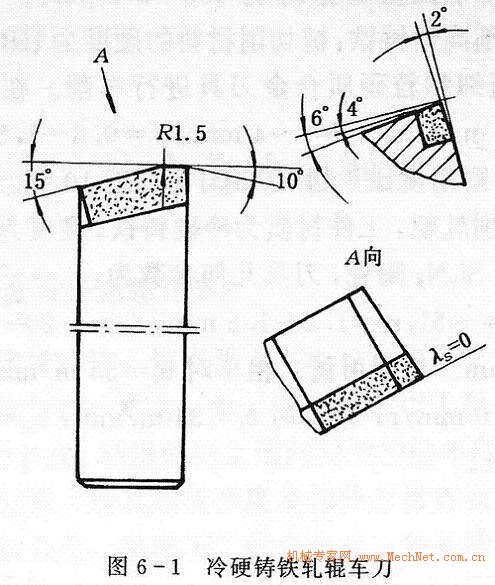
(1)車削軋輥:工件材質為冷硬鑄鐵,刀具材料為YG6X硬質合金,刀具幾何參數見圖6-1。切削用量為Vc=5~7 m/min,αp =3~6 mm,f=1.5~2.5 mm/r。
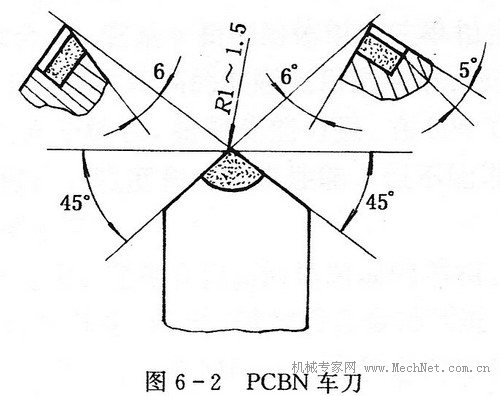
(2)精車冷硬鑄鐵軋輥:採用聚晶立方氮化硼複合片作為刀具材料的車刀,如圖6-2所示。這種刀片硬度高,耐磨性和耐熱性大大高於硬質合金,適於精車高硬度冷硬鑄鐵軋輥。車削時切削用量為:Vc=50~70 m/min,αp=0.5~1 mm,
f=0.2~0.4 mm/r。工件表面粗糙度Ra為3.2~1.6μm。加工效率為硬質合金刀具的10倍以上。
(3)銑削白口鐵:刀具材料為Si3N4陶瓷圓形刀片,機械夾固在銑刀盤上。刀具的切深和進給前角為-10°。切削用量為:Vc=70~90 m/min,αp=1~2 mm,Vf=160~230 mm/min。加工后表面粗糙度Ra為6.3~3.2μm。
(4)車削高鉻鑄鐵:被切削材料的硬度為HRC46~50,採用YD15超細顆粒硬質合金刀具進行車削。在切削用量為Vc=30~40 m/min、αp=3~4 mm、f=0.8~1.5 mm/r的條件下,刀具耐用度比採用YG6刀片高近10倍。
(5)車削軋輥:工件材質為冷硬鑄鐵,硬度為HS70~72。刀具材料為Si3N4陶瓷,刀具幾何參數為:γ0=-14。,α0=6。,κγ=30。,λs=-5。,γε=1.2~1.5 mm,γ01=-20。~-15。,bγ=0.2~0.3 mm。切削用量:粗車時Vc=55 m/min,αp =3.75mm,f=2.6 mm/r;精車時Vc=34 m/min;αp =0.2 mm,f=1.2 mm/r。