聚晶金剛石(PCD)和立方氮化硼(CBN)是切削加工中的高性能刀具材料。PCD主要用於加工非鐵金屬、纖維增強型合成材料和石墨材料,而CBN則適合於加工某些鑄鐵和淬硬材料。它們都是製作孔的精加工刀具——鉸刀的理想材料,具有很高的耐磨性和較低的粘結性,可採用的切削速度是其它刀具材料(如硬質合金)所無法比擬的。
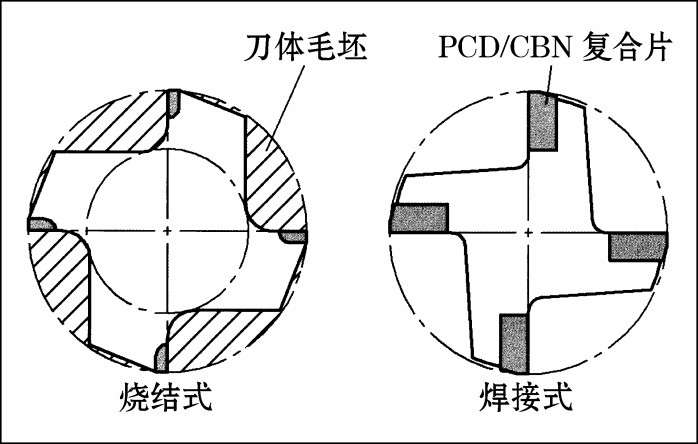
圖1
通常製造PCD、CBN鉸刀的方法是將由高壓高溫燒結方法合成的複合片切割成各種形狀的刀片,然後用焊接的方法焊在刀體上(見圖1)。由圖可見,焊刀片的刀槽要佔去較大的刀體位置,這對小直徑刀具來說,必將大大削弱了刀體的強度;對大直徑刀具而言,由於刀體與刀體之間焊接面的強度較低,從而限制了刀具的切削性能。
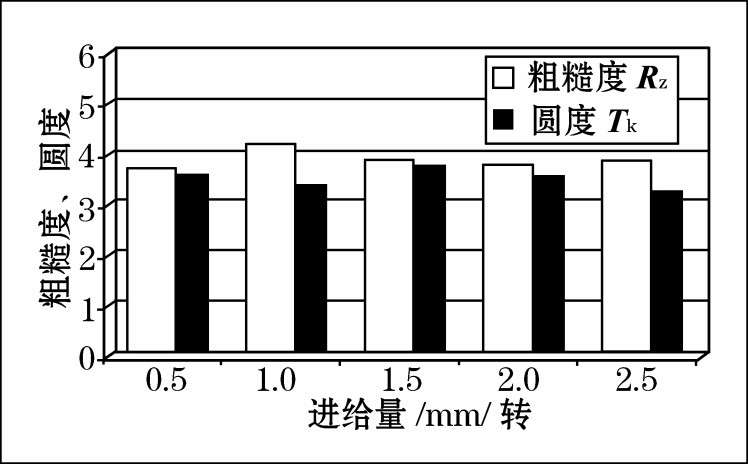
圖2
德國August Beck公司開發了製作PCD、CBN鉸刀的新方法,可克服焊接工藝帶來的缺點。該方法是用一個新結構的硬質合金鉸刀毛坯,然後把PCD、CBN材料直接燒結在硬質合金的毛坯上,兩者做成一個整體。因為沒有複合片的硬質合金襯底,所以減輕了對刀體強度的削弱程度;此外還省去了刀片的焊接過程,從而避免了焊接面對切削性能的影響。
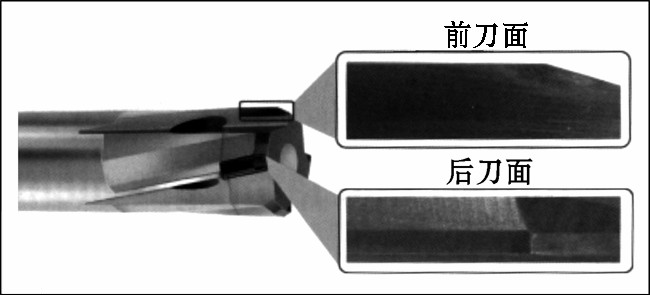
圖3
這種新結構刀具如圖1的左圖所示,與右圖比較,其較大的刀體截面使刀體強度明顯增強,從而大大提高了鉸刀的切削性能和加工質量。另一個優點是刀片的位置精度高,焊接式刀具通常是手工焊接,其刀片的位置精度不易保證,而新型鉸刀的刀片槽是由所用的工具磨床的精度來保證的。圖2所示為新型鉸刀加工的孔的幾何形狀精度和表面粗糙度與進給量的關係。鉸刀直徑d=12mm,刀削速度Vc=300m/min,工件材料為GG25鑄鐵。圖2表明,隨著進給量的加大,孔的幾何形狀精度和表面粗糙度基本保持不變,即使在每轉2mm的大進給量時,仍有很高的加工質量。
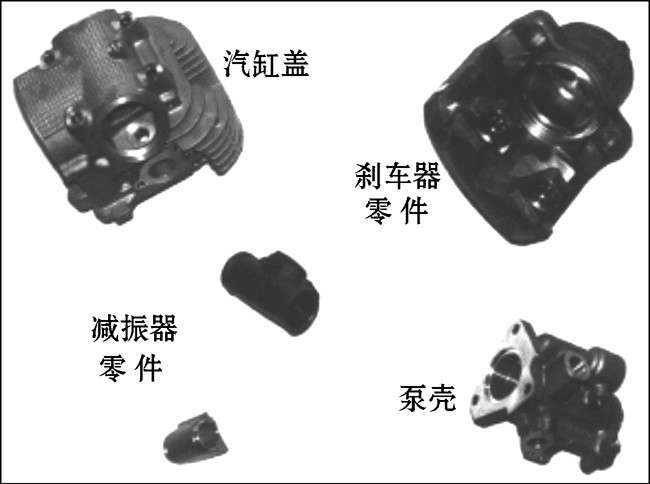
圖4
圖3為採用每轉2mm的進給量(16m/min)在加工400個孔(相當於20m的切削長度)以後,鉸刀前刀面和后刀面幾乎沒有磨損。
這種新結構的鉸刀用於加工要求生產效率很高的零件,更能顯示出其優越的切削性能。加工這些零件所用的高價機床只有用高效刀具才能產生效益。圖4為適合採用新型結構的鉸刀加工的一些典型零件,其中有剎車器的零件和汽缸蓋等。

圖5
這種整體燒結工藝主要適用於製造直徑在10~25mm之間的鉸刀。目前可製造的直徑範圍在進一步擴大,可覆蓋圖4所示零件的大多數。
由於新型鉸刀優越的性能,所以其應用領域極其廣泛。目前產品已系列化,其優選的直徑系列有10mm,12mm,16mm和20mm(見圖5),包括PCD、CBN鉸刀,通孔、盲孔鉸刀,並有庫存產品,可根據孔的精度要求進行選擇。可以預料,這種新型鉸刀將會越來越多的取代焊接式刀具。