一、引言
數控加工是一種高效率、高精度、高柔性特點的自動化加工方法,數控加工技術可以有效解決複雜、精密、小批多變零件的加工問題,充分適應現代化生產的需要。它是CAD/CAM的加工執行單元,是現代數字化、柔性化生產加工技術的基礎與關鍵技術。
面對日益增多的複雜形狀和高效、高精的加工,對數控編程技術提出了越來越多的要求。而手工編程經濟又及時,對機床和程序員不受特別的制約;同時又能和數控系統的功能靈活結合。在對於面廣量大的幾何形狀不太複雜的零件,手工編程快捷、簡便,因而被廣泛應用。即使在先進的自動編程方法中,許多重要的經驗都來源於手工編程,並不斷豐富和推動自動編程技術的發展。
二、手工編程操作與具體應用
下面的具體實例就是對在實際操作中利用系統的豐富功能指令如何進行多次分刀加工實現粗精銑削的
。
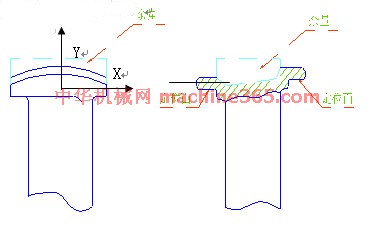
如上圖所示零件,去除如圖中所示余量,在實際加工中應用三坐標卧式數控銑床XK6045,2.5軸,FANUC0-MD系統。採用成形盤銑刀具,X軸和Y軸聯動精確加工出圓弧凹槽。根據加工長度,截取圓弧起終點坐標,刀心編程,加工程式如下:
O0001
N10 G0 G90 G54 X40. Y73. Z0 M4
N20 G1 X35.093 Y61.068 F400
N30 G3 X0 Y62.5 R430.63 F200
N40 X-35.093 Y61.068 R 430.63
N50 G0 Y73. M5
N60 M30
在實際加工中由於工加工余量大(余量大約7.5mm),同時兩定位面的跨距比較大,一次吃刀變形較大,且表面粗糙度難以保證。如採用多次分刀加工將會得到較好的加工效果。
以下有多種方法將該程序進行多次偏移和多次調用分多次銑削達到尺寸要求。
(一)調用局部坐標系
在工件坐標G54內建立3個局部坐標系,每個局部坐標系Y嚮往尺寸方向偏移2.5mm。
N10 G0 G90 G54
N20 G52 Y5.
N30 M98 P1
N40 G52 Y2.5
N50 M98 P1
N60 G52 Y0
M70 M98 P1
N80 M30
(二)外部工件零點偏移
用G10指令(可編程數據輸入)往寄存器中輸入數值,P1—P6分別代表G54—G59,P0代表外部工件坐標系SHIFT。
N10 G0 G90 G54
N20 G10 L2 P0 Y5.
N30 M98 P1
N40 G10 L2 P0 Y2.5
N50 M98 P1
N60 G10 L2 P0 Y0
N70 M98 P1
N80 G11
N90M30
(三)多次調用不同刀補值
通過多次調用不同的刀補值,使刀具路徑成為一組同心圓弧,均勻地去除余量。
原子程序O0001中只加入刀具右補指令G42,如下所示:
O0001
N10 G0 G90 G54 X40. Y73. Z0 M4
N20 G1 G42 X35.093 Y61.068 F400
N30 G3 X0 Y62.5 R430.63 F200
N40 X-35.093 Y61.068 R 430.63
N50 G0 Y73.
N60 M99
主程序:
N10 G0 G90 G40 G54
N20 D1
N30 M98 P1
N40 D2
N50 M98 P1
N60 D3
N70 M98 P1
N80 M30
在刀具補正器中D1,D2 ,D3 分別寫入5,2.5,0。
(四)變更同一刀補器中刀具補正值
利用G10指令給同一刀具補正器中賦值,並使用G91指令,子程序循環一次,補正器中的值依次減少子程式中所給定值2.5mm ,注意主程式中必須用G90指令賦初值。(即余量)
N10 G0 G90 G40 G54
N20 G10 P1 R 7.5
N30 M98 P30001
N40G11
N50 M30
子程序中將主程序所賦D1刀具補正器中值順次增量減去2.5。如下所示:
O0001
N10 G91 G10 P1 R-2.5
N20 G0 G90 G54 X40. Y73. Z0 M4
N30 G1 G42 X35.093 Y61.068 F400
N40 G3 X0 Y62.5 R430.63 F200
N50 X-35.093 Y61.068 R 430.63
N60 G0 Y73.
N70 M99
(五)利用宏指令變更刀具補正地址號
採用宏程式A,子程式N20中D#100,用#100變數作為刀具補正地址。主程式中給公共變數#100中賦值0,子程式調用算術運算加,每一個循環#100中的值加1。
主程序:
N10 G0 G90 G40 G54
N20 G65 H1 P#100 Q0
N30 M98 P30001
N40 M30
子程序:
O0001
N10 G65 H2 P#100 Q#100 R1
N20 D#100
N30 G0 G90 G54 X40. Y73. Z0 M4
N40 G1 G42 X35.093 Y61.068 F400
N50 G3 X0 Y62.5 R430.63 F200
N60 X-35.093 Y61.068 R 430.63
N70 G0 Y73.
N80 M99
分別在刀具補正地址D1,D2,D3中寫入5,2.5 ,0.
三、結束語
以上程式筆者在三坐標卧式數控銑床XK6045均已實際應用,既便於修改調試,又精簡了程序,可以較好地實現自動編程和手工編程的靈活結合,在實際加工中取得良好的效果。特別是在不太複雜的具有幾何外廓形狀或具有相同加工特徵的零件,可以實現粗精銑分開,獲得較高的尺寸精度和表面質量。有效地解決了因余量過大或不均帶來的刀具受損、零件變形的問題。且保證了程序執行的連續性,充分發揮數控系統性能。