高速加工包含了兩層含義,一是高主軸轉數,一般情況下主軸轉數至少在12000轉/分,目前最高可達60000轉/分(Mikron可提供此類設備)。二是高速進給,進給速度一般在每分幾米甚至幾十米,由於機床設備、切削刀具的正常工作狀態與普通加工有很大的差異,因此在編寫數控加工程序和工藝流程的時候就不能再沿用老一套的思路。
在高速加工過程中,由於進給速度很大,機床主軸(或工作台等運動部件)的慣性就成為不能忽略的一個要素,在機床設計和控制系統的選配過程中都要充分的予以考慮。作為一個面向市場的成功產品,該類設備在設計製造過程中肯定在這方面作了很多的改進。不過千萬不要認為,慣性問題就此徹底解決了。在使用過程中,使用者時刻都要考慮到這個因素,否則使用不當,不僅會縮短現有的高速加工設備的使用壽命,還會對您生產的產品質量產生影響。機床的設計和製造過程如何改進的問題我們不在這裡探討,我們這裡關注的是使用過程中的注意事項。
為避免高速加工過程中機床慣性的影響,理論上只要我們在切削過程中盡量減少在加工過程中改變進給方向就可以了,但是實際上確實不可能實現的,改變進給方向不可避免的經常使用,這時我們要盡量在空走刀的時候換向,不在刀具處於切削狀態的時候改變方向;或則改變進給方向之前降低進給速度;這就給我們編寫加工程序提了一個難題,這時可以選用合適的CAM軟體來完成編程工作。
例如圖2中的例子,我們選擇螺旋線的方式進行銑切,其效果要比圖1中的傳統銑切方式效果要好的多。


盡量選擇刀具未處於切削狀態的時候改變進給方向。例如下面兩個例子:
圖3:利用圓弧導出(導入)使切削方向改變時刀具處於非切削狀態:
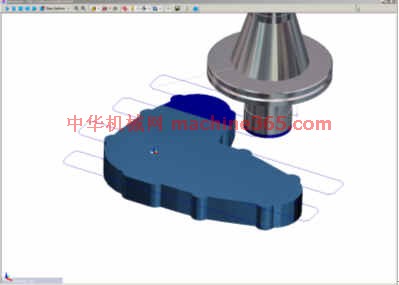
圖4:刀具完全導出的時候改變切削方向
在加工型腔等特殊的形狀時,由於刀具沒有辦法導出,在編程時,轉角部分盡量採用圓弧過渡,以便使轉向變的盡量平穩,如果能夠在轉角的時候適當的降低進給速度,那麼效果會更好。
高速加工中,還要注意切削深度的控制,這裡有兩個層面需要注意,一個是刀具的軸向切削深度,一個是刀具徑向的切削深度。切削深度的控制對於能否加工出一個漂亮的零件以及延長刀具的使用壽命起到了非常關鍵的作用。目前大多數使用者習慣於在精加工的時候使用高速加工,其實粗加工的時候使用高速切削可以更快的剔除加工余量,也應該推廣使用;一般情況下,在粗加工過程中,使用軸向小切深,多次分層切削剔出加工余量是最常用的加工辦法;在精加工過程中,小余量高速切削可以得到很好的表面加工質量,這主要是針於模具製造過程中的精加工而言,不能絕對的照搬,例如在精加工長緣條的時候,我們要考慮到加工變形的影響,如果此時選擇小余量的精加工辦法,就會加大緣條變形的影響。此時我們一般採用大余量分層切削的方法來減小緣條中間變形的影響。也就是說粗加工時多保留一些余量,而不是習慣上的保留較少余量進行精加工;(常規上加工此類細長緣條時,一般情況下寬度與深度比達到1:5時,加工到緣條中間部分緣條不變形已經很不容易了,如果採用高速加工,達到1:10卻很輕鬆)如下圖:
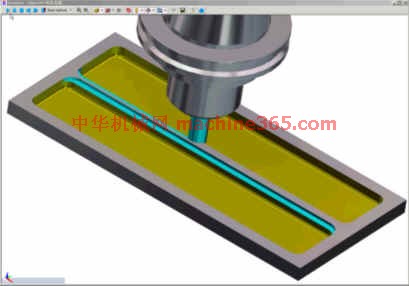
圖5 高速加工中大余量分層切削精加工緣條示例
高速加工中刀具的選擇是非常重要的,目前的刀具供應商幾乎都可以提供適合高速加工的刀具,選擇刀具主要有以下兩個方面考慮,一個是高速旋轉下刀具的動平衡狀態,另一個就是刀具的有效切削時間(即刀具壽命)。為保證高速旋轉狀態下的刀具能夠繞軸線穩定旋轉,目前採用兩種辦法,一是採用帶有動平衡裝置的刀具,刀套裡面安裝了機械划塊或採用流體動平衡設計;另外一種就是採用整體刀具,刀套與刀體合為一體,其實目的就是保證刀體與刀套安裝過程中減小安裝間隙,整體刀具這方面是最理想的,但是由於刀具的刀套和刀體是一體的,一旦刀體報廢,刀套也就一起報廢了,因此費用較高。採用熱脹冷縮的辦法裝夾刀具,也可以得到很好的效果,即將刀套通過加熱裝置加熱后,再裝入刀體的方法,待冷卻后即可加緊刀具。高速加工過程中,刀具的磨損要比低速狀態大很多,因此刀具的壽命也是影響高速加工廣泛應用的一個原因,使用高速加工的時候,應該根據工廠自身的實際情況找到一個降低成本與提高效率的平衡點才能真正的體現出高速加工的價值。
是否選用高速加工,不能盲目的跟風,其實並不見得所有的行業都適合採用這種加工手段,高速加工固然可以提高加工效率,但是由於設備、刀具的成本也相應的提高,因此找到一個提高效率和降低成本的平衡點尤其重要。高速加工不僅可以提高加工效率,還可以克服低速加工中遇到的一些工藝難題。例如,零件在加工過程中存在變形,在工程應用中是一個很令人頭痛的問題,利用普通的加工方法,往往不能得到理想的結果,此時可以考慮採用高速加工的辦法來解決。首先,在高速切削過程中產生的切削熱有90%被切屑帶走,而不是傳導到工件中,這樣可以大大的減小由於切削熱傳入工件,使工件產生熱變形。其次,在上面的例子中可以看到,在加工長緣條過程中,如果採用小切深分層加工的辦法,可以減小徑向切削力對工件的影響,從而減小工件變形。另外,高速加工還有一個公認的好處,就是加工后的表面質量很好。如果為達到某些工藝要求而採用高速加工的時候,成本因素就顯得不那麼重要了。總之,是否採用高速加工,採用高速加工的比例要根據工廠的自身情況來決定。
高效率的加工手段目前除了高速加工之外,大切深的強力切削其實也是一種有效的手段。在高速加工沒有實用化之前,人們在這方面已經作了很多的研究和探討,目前高速小切深加工比較流行,但是大切深強力切削也沒有被遺忘。也許有一天還會重新被人們關注,原因就是不同的行業特點和加工內容有著不同的追求目標。