[摘要]系統介紹了盒形殼體拉伸擠切複合模結構及工作過程.針對零件擠切后口部呈尖銳刃口狀現象,進行了分析,找出了原因,改進了模具結構,消除了加工缺陷。
關鍵詞 盒形殼體 拉伸 擠切 複合模
1 前言
圖1是某中外合資企業生產的某微型電機上的零件——殼體(半成品),採用0.6mm厚日本進口電鍍鋅板SECD—E24製成。根據合資雙方合作要求,整個電機產品技術圖紙資料由外方負責設計后提供給中方,中方具體負責各個零件的生產及電機的總體裝配,生產的產品經外方驗收合格后出口到該國銷售。我公司承攬了該合資企業的殼體模具協作加工任務。

2 工藝方案分析
根據外方提供的技術資料,可明確其工藝方案分二道工序,即:首先落料並首次拉伸零件,其中首次拉伸后高度約為22mm,拉伸寬度為20mm,拉伸長度為25mm;然後進行第二次拉伸並擠切刀修邊達到產品要求各尺寸。
為進一步消化吸收外方資料,針對零件結構,進行了工藝性分析:
根據零件結構可知:該件為一矩形拉伸件,對於矩形件拉伸,其相對圓角半徑 ,相對高度H/B=25/15≈1.67,根據矩形件拉伸分區判斷條件,可確定其拉伸分區位置屬於高矩形件。又由於其毛坯相對厚度為δ/B×l00=4,查表可知該件一次拉伸零件能達到的最大相對高度
,相對高度H/B=25/15≈1.67,根據矩形件拉伸分區判斷條件,可確定其拉伸分區位置屬於高矩形件。又由於其毛坯相對厚度為δ/B×l00=4,查表可知該件一次拉伸零件能達到的最大相對高度 ,因此,該零件不能一次拉伸成形,根據資料提供的矩形件多次拉伸所能達到的最大相對高度,可知該零件加工須經過二次拉伸。為謹慎起見,對拉伸各工序的過渡形狀及尺寸進行了核算,結果各尺寸吻合良好。
,因此,該零件不能一次拉伸成形,根據資料提供的矩形件多次拉伸所能達到的最大相對高度,可知該零件加工須經過二次拉伸。為謹慎起見,對拉伸各工序的過渡形狀及尺寸進行了核算,結果各尺寸吻合良好。
由此可見,外方的工藝方案制訂是合理的,與我們利用國產資料介紹的數據計算結果是一致的。
3 模具結構及其工作過程
根據上述各工序安排,整個零件加工分別設計了2副專用模具。第l副落料及初次拉伸與同產典型結構較為一致,此處不再詳述。第2副為拉伸擠切複合模,其結構如圖2示,該模具工作過程為:沖床滑塊上行,模具開啟,頂桿1O、頂板13將彈簧14的強力傳遞到壓邊圈3而被頂起。此時,將首次拉伸好的半成品套於壓邊圈3上,當沖床滑塊下行,拉伸擠切凹模2與壓邊圈3作用進行壓邊,其壓邊力大小可通過適當調節限位柱9與壓邊圈3台階處的距離進行控制。隨著沖床滑塊的逐漸下移.
拉伸擠切凹模2與拉伸擠切凸模7共同作用對拉伸中成品進行第二次拉伸,當拉伸完成,拉伸擠切凸模7上的擠切刃口部位開始與拉伸擠切凹模2作用將擠切口部擠切出來,完成修邊。零件及廢料由卸料塊4從拉伸擠切凹模2內推出,工件與切邊料自行分離。
模具設計上,外方採用的套筒式壓邊圈3同時起壓邊及定位作用,同時考慮到料薄易起皺,設置了調整彈簧]4來達到足夠的壓緊力,在拉伸擠切凹模2上設有限位柱9來調節壓邊圃3的合適壓緊力,四此,能使壓邊力保持均衡同時又可防止將坯料央得過緊。
模具拉伸單邊間隙取0.7mm.擠切凸凹模擠切的雙邊間隙取O.02~O.04mm。

1上模板 2拉伸擠切凹模 3壓邊圈 4卸料塊 5打桿 6模柄 7拉伸擠切凸模 8調節螺母 9限位柱 10頂桿 11螺桿 12下模板 13頂板 14彈簧 15調整板 16調整螺母
4 缺陷的產生及其原因分析
我公司按照外方設計圖紙要求進行了模具製造,模具製造完成後,按合同要求進行了試模。
在試模過程中,由於薄料在拉伸時,邊緣曾出現失穩向內陷起皺現象,造成擠切時擠切壁部出現擦傷性擠光,通過壓縮彈簧14、調大壓邊力,問題得到解決。
在試模中出現的整個零件擠切口呈尖銳的刃口狀現象(產生率100%),雖經多次調整模具,仍然無法消除.經外方檢測,判定為缺陷,零件擠切口不合格。
在排除各零件製造及裝配漢有不符合外方技術資料的情形下,針對模具結構進行了原因分析:
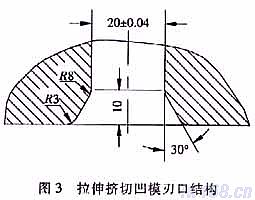
根據拉伸擠切複合模結構及其工作過程,圍繞拉伸擠切凹模2結構進行了重點分析,其拉伸擠切凹模刃口結構如圖3示。
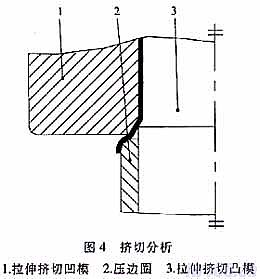
在拉伸終結即將進行擠切時,由於壓邊圈3與拉伸擠切凹模2的共同作用,受拉伸擠切凹模2結構的影響,第一次拉伸后的修邊余量材料便被拉伸成與拉伸擠切模模口形狀一致形態,當拉伸擠切凹模2下移與坯料口部先行接觸時由於料較薄,其本身間隙較小,因此,拉伸擠切凹模2與拉伸擠切凸模7發生擠切時,其擠切真實始點是在拉伸擠切凸棋7與拉伸擠凹模2設計始點的稍下方(即靠拉伸擠切凹模口方向),換句話說,即沿坯料的30 斜面開始發生擠切,擠切分析原理如圖4示。
由此可見,產生尖銳刃口狀擠切口的原因是由於拉伸擠切凹模口形狀不合理,導致拉伸擠切凸模產生擠切時,其擠切真實始點與設計始點不一致,也就是產生了沿拉伸擠切凹模口外形複製后的擠切現象。
5 改進措施及效果
根椐上述原因分析,經與合作企業協商,將其原拉伸擠切凹模周邊30 倒角改進為55 ,並將擠切部位的原R5mm改為R3mm。
改進后的模具再次進行了試模,結果擠切口基本沒有出現刃口狀缺陷,經外方驗收符合要求,模具製造后順利交付使用。
改進內容經外方設計人員分析,得到了肯定並被納入正式修改資料。
6 結束語
採用拉伸擠切複合模,能較好地實現拉伸及拉伸件口的修邊,模具設計製造簡便易行.擠切效果好,能極大地提高生產效率,但拉伸擠切凹模設計較為重要,設計中應充分考慮其擠切模口形狀,否則易影響擠切口的擠切面形狀。
在拉伸最終進行擠切修邊時,拉伸擠切凹模四角不可過大,同時,最好保證擠切修邊口的平宵,從而避免出現尖銳刃口狀擠切口。
參考文獻
1 沖模設計手冊編寫組編 沖模設計手冊 北京機械工業出版社1988
2 吳詩? 衝壓工藝學 西北工業大學出版社 1987