摘要:刀具表面塗層技術是應市場需求發展起來的一種優質表面改性……
鏜削加工通常被認為是適合在各種不同尺寸和形狀工件上……
1 前言 為使每次重磨后的刀齒刃形保持不變,並且具有適當的后角,常將成形銑刀、滾刀等成形刀具的后……
數控機床的進給速度已從80年代的16m/min到現在的24~40m/min,主軸轉速也從2500r/min上升到現在6000~400……
螺紋車削刀具已經從全面改善車刀性能的塗層及材料等級方面所取得的共同進步中獲益。此外,在螺紋車削刀片方面,人們進行了更好的結構設計,實現了更佳的……
現在,大多數塗層硬質合金刀片是採用CVD方法(塗層溫度在1000℃)將碳化物、氮化物或氧化物的單塗……
繼高速加工(HSC)在20世紀80年代中期取得突破和應用領域不斷擴大之後,工業發達國家在90年代中期把切削工藝研究和開發的重點轉向了干加……

摘要:分析了動態車削過程中工件表面粗糙度的影響因素,建立了由切削材料微觀硬度差異為主要干擾因素的車……

一刀具磨損的形態及其原因切削金屬時,刀具一方面切下切屑,另一方面刀具本身也要發生損壞。刀具損壞的形式主要有磨損和破損兩類。前者是連續……
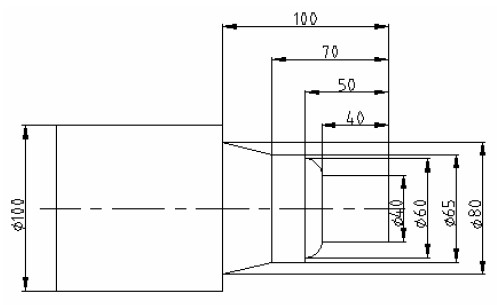
圖6.5-11主程序:O0012N010M03S1000N020T0101 &n……
1.引言 &nb……
機械事故造成的傷害主要有以下幾種:1.機械設備的零、部件作直線運動時造成的傷害。例如鍛錘、沖床、切鈑.幾的施壓部件、牛頭刨床的床頭、龍門刊床的床面及橋……

切削刀具破損的實時監控是實現生產過程自動化、無人化,保證產品質量,提高生產效率,減少設備故障的重要……
在多軸聯動數控加工中,加工表面就是刀具沿著一條條連續的刀具軌跡切削后包絡而成的,因此刀具軌跡的生成……

摘要:本文主要介紹了使用POWERMILL軟體加工鍛造機鍛模具的三軸數控銑加工程序,結合鍛模的形狀複雜、型腔窄深、品種繁雜等特點,在軟……