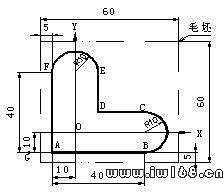
加工如圖1所示零件外形,毛坯尺寸為60×60mm,對刀位置必須設在毛坯之外,以圖中G點坐標(-20,-10)作為起刀點,A點坐標(-10,-10)作為起割點。為了便於計算,編程時不考慮鉬絲半徑補償值。逆時鐘方向走刀。
程序 註解
B10000 B0 B10000 GX L1 從G點走到A點,A點為起割點;
B40000 B0 B40000 GX L1 從A點到B點;
B0 B10000 B20000 GX NR4 從B點到C點;
B20000 B0 B20000 GX L3 從C點到D點;
B0 B20000 B20000 GY L2 從D點到E點;
B10000 B0 B20000 GY NR4 從E點到F點;
B0 B40000 B40000 GY L4 從F點到A點;
B10000 B0 B10000 GX L3 從A點回到起刀點G
程序結束。
④加工:
按第三節中所述的機床操作步驟進行。
2.自動編程加工實習
(1)實習目的及要求:
①熟悉CNC-10A編程系統的繪畫功能及圖形編輯功能;
②熟悉CNC-10A編程系統的自動編程功能;
③掌握CNC-10A控制系統的各種功能。
(2)實習設備:DK7725E型線切割機床及CNC-10A控制、編程系統。
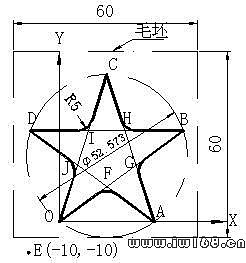
圖2 零件二
(3)加工實例:
①工藝分析:加工如圖2所示五角星外形,毛坯尺寸為60×60mm,對刀位置必須設在毛坯之外,以圖中E點坐標(-10,-10)作為對刀點,O點為起割點,逆時鐘方向走刀。
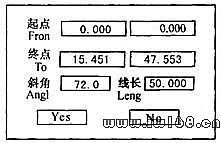
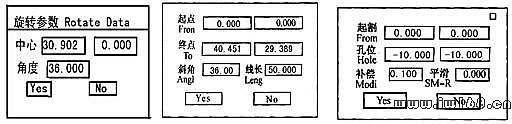
圖3 “OC”直線參數窗
② 繪畫:首先繪出直線“OC”:在圖形繪製界面上,滑鼠左鍵輕點直線圖標,該圖標呈深色,然後將游標移至繪圖窗內。此時,屏幕下方提示行內的“游標”位置顯示游標當前坐標值。將游標移至坐標原點(註:有些誤差無妨,稍後可以修改),按下左鍵不放,移動游標,即可在屏幕上繪出一條直線,在彈出的參數窗中可對直線參數作進一步修正,如圖3。確認無誤后按“Yes”退出,完成“OC”直線的輸入。
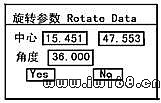
圖4 “CA”直線參數窗
繪製“CA”直線:游標依次點取屏幕上“編輯”→“旋轉” →“線段複製旋轉”。屏幕右上角將顯示“中心”(提示選取旋轉中心),左下角出現工具包,游標從工具包中移出至繪畫窗,則馬上變成“田” 形,將游標移至“C”點上(呈‘×’形)輕點左鍵,選定旋轉中心,此時屏幕右上角又出現提示“轉體”,將“田”型游標移到“OC”線段上(游標呈‘手指’形),輕點左鍵,在彈出的參數設置窗中進行參數設置,如圖4,確認無誤后按“Yes”鍵退出,將游標放回工具包,完成“CA”直線輸入。
繪製“DA”直線:其方法與“CA”直線繪製基本相同,旋轉中心點為“A”點,旋轉體為“CA”直線,參數設置如圖5。
繪製“DB”直線:方法同上。
繪製“OB”直線:游標點取直線圖標,將游標移至B點,游標呈“×”形,拖動游標至O點(呈‘×’形),在彈出的直線參數窗中對參數進行修正,如圖6,按“Yes”鍵完成直線“OB”的輸入。
圖5 “DA”直線參數窗 圖6 “OB”直線參數窗 圖7 編程參數窗
圖形編輯:游標點取修剪圖標,圖標呈深色,將剪刀形游標依次移至線段“IH”、“HG”、“GF”、“FJ”、“FI”上,線段呈紅色,輕點左鍵,刪除上述五條線段,然後將游標放回工具包。
倒R5圓角:游標點取圓角圖標,將“∠R”形游標分別點取I、H、G、F、J點(游標呈‘×’形),朝倒圓角處拖出遊標,在彈出的參數窗中將R值設為5,按回車鍵退出。
圖形清理:由於屏幕顯示的誤差,圖形上可能會有遺留的痕迹而略有模糊。此時,可用游標選擇重畫圖標(圖標變深色),並移入繪畫窗,系統重新清理、繪製屏幕。
通過以上操作,即完成了完整圖形的輸入。然後進行圖形存檔。
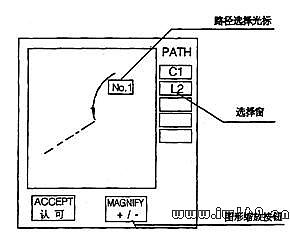
圖8 路徑選擇放大窗
③ 自動編程:滑鼠左鍵輕點“編程” →“切割編程”,在屏幕左下角出現一絲架形游標,將游標移至屏幕上的對刀點,按下左鍵不放,拖動游標至起割點(註:有些誤差無妨,稍後可以修改),在彈出的參數窗中可對起割點、孔位(對刀點)、補償量等參數進行設置。其中補償量與鉬絲半徑大小、走絲方向、切割方式(割孔還是割外形)以及放電間隙有關,要根據具體情況合理選擇,如圖7。參數設置好后,按“Yes”確認。
隨後屏幕上將出現一路徑選擇放大窗,如圖8。“路徑選擇窗”中的三角形紅色指示牌處是起割點,上下或左右線段表示工件圖形上起割點處的上下或左右各一線段,分別在窗邊用序號代表(C表示圓弧,L表示直線,數字錶示該線段作出時的序號)。窗中“+”表示放大鈕,“-”表示縮小鈕,根據需要用游標每點一下就放大或縮小一次。選擇路徑時,可直接用游標在序號上輕點左鍵,序號變黑底白字,游標輕點“認可”即完成路徑選擇。當無法辨別所列的序號表示哪一線段時,可用游標直接指向窗中圖形的對應線段上,游標呈手指形,同時出現該線段的序號,輕點左鍵,它所對應線段的序號自動變黑色。路徑選定后游標輕點“認可”,“路徑選擇窗”即消失,同時火花沿著所選擇的路徑方向
進行模擬切割,到“OK”結束。如工件圖形上有交叉路徑,火花自動停在交叉處,屏幕上再次彈出“路徑選擇窗”。同前所述,再選擇正確的路徑直至“OK”。系統自動把沒切割到的線段刪除,呈一完整的閉合圖形。
火花圖符走遍全路徑后,屏幕右上角出現“加工開關設定窗”,如圖9,其中有5項選擇:加工方向、錐度設定、旋轉跳步、平移跳步和特殊補償。
圖9 加工開關設定窗
加工方向:有左右向兩個三角形,分別代表逆/順時針方向,紅底黃色三角為系統自動判斷方向。(特別注意:系統自動判斷方向一定要和火花模擬的走向一致,否則得到的程序代碼上所加的補償量正負相反)若系統自動判斷方向與火花模擬切割的方向相反,可用滑鼠鍵重新設定,將游標移到
正確的方向位,點一下左鍵,使之成為紅底黃色三角。
因本例無錐度、跳步和特殊補償,故不需設置。用游標輕點加工參數設定窗右上角的小方塊“口”按鈕,退出
參數窗。屏幕右上角顯示紅色“絲孔”提示,提示用戶可對屏幕中的其他圖形再次進行穿孔、切割編程。系統將以跳步模的形式對兩個以上的圖形進行編程。因本例無此要求,可將絲架形游標直接放回屏幕左下角的工具包(用游標輕點工具包圖符),完成線切割自動編程。
退出切割編程階段,系統即把生成的輸出圖形信息通過軟體編譯成ISO數控代碼(必要時也可編譯成3B程序),並在屏幕上用亮白色繪出對應線段。若編碼無誤,兩種繪圖的線段應重合(或錯開補償量)。隨後屏幕上出現輸出菜單。
菜單中有代碼列印、代碼顯示、代碼轉換、代碼存檔、三維造型和退出。
在此,選擇送控制台,將自動生成的程序送到控制台進行加工。至此,一個完整的工件編程過程結束,即可進行實際加工。
④加工:按第三節中所述的機床操作步驟進行操作。
(二)數控慢走絲電火花線切割加工示例
1.零件及加工要求
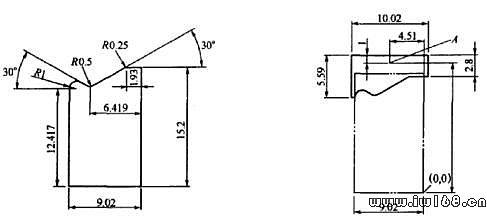
圖10 沖裁模凸模
圖11 加工路徑
圖10所示為一精密沖裁模的凸模,其厚度為30mm,材料採用SKD-11,零件的公差要求為:基本尺寸有一位小數的,公差為土0.10mm;基本尺寸有兩位小數的,公差為土0.02mm;基本尺寸有三位小數的,公差為土0.002mm。
2.準備工作
由於該零件精度較高,主要部分採用慢走絲電火花線切割機床加工,零件在線切割之前就進行了精加工,三個相互垂直的面的加工精度控制得較好,且線切割余量少。加工路徑見圖11中的實線部分,圖中雙點劃線為毛坯形狀。
3.操作步驟及內容
要達到工件精度要求,必須採用少量、多次切割。加工余量逐次減少,加工精度逐漸提高。從開機到加工結束的具體操作步驟大致如下。
(1)合上總電源開關。
(2)按下控制面板上的按鈕,啟動數控系統及機床。
(3)安裝並找正工件。
(4)按機床操作說明書的要求,通過在不同操作模塊間的切換,完成生成工件切割的程序,調整電極絲垂直度,將電極絲移至穿絲點等基本操作。
(5)選擇合適的加工參數,並在加工過程中將各項參數調到最佳適配狀態,使加工穩定,達到質量要求。
(6)切割結束后,取下工件。