一、概述
利用局部加熱的方法把兩個或兩個以上的金屬元件聯接一個堅固、均質的整體,這種聯接方式叫做焊接。
在工程領域中有多種焊接方法,其中最常用的是電焊。
電焊分為電阻焊和電弧焊兩種。
電阻焊原理
電阻焊是當電流通過導體時,由於電阻產生熱量。當電流不變時,電阻愈大,產生的熱量愈多。當兩塊金屬相接觸時,接觸處的電阻遠遠超過金屬內部的電阻。因此,如有大量電流通過接觸處,則其附近的金屬將很快地燒到紅熱並獲得高的塑性。這時如施加壓力,兩塊金屬即會聯接成一體。
電阻焊接按其完成焊縫的方式,又可分為:電阻對焊、電阻點焊和電阻線焊。
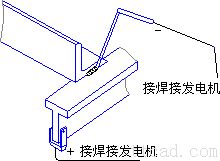
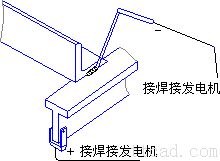
電弧焊原理
利用電焊機的低壓電流,通過電焊條(為一個電極)與被焊件(另一個電極)間形成的電路,在兩極間引起電弧來熔融被焊接部分的金屬和焊條,使熔融的金屬混合併填充接縫而形成電弧焊縫。
本節只概略介紹有關電弧焊的基本知識及焊縫強度計算的一般方法。
焊接與鉚接相比較有下列優點:
1) 減輕結構重量,焊縫的金屬重量比鉚釘的重量小;
2) 工藝過程簡單,費用低;
3) 焊縫氣密性和液密性優於鉚縫;
4) 勞動條件較鉚接好。
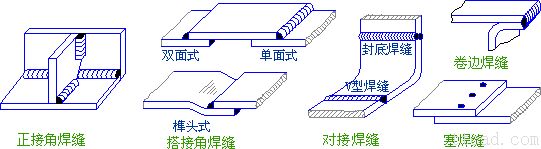
對接焊縫是最主要和最合理的焊縫。進行焊接前被焊件的邊緣要製成坡口,坡口形狀決定於焊接方法(自動焊接和手工焊接)和元件的厚度。一般說來,元件越厚,坡口應越大,這樣才不會發生“未焊透”的缺陷。但坡口大,容積金屬的重量就多,這就增高了成本。自動電焊由於較大的熔深,在同樣厚度下坡口的開度比手工電焊時大,焊縫主要還依靠母體金屬的熔化形成的。
塞焊縫也稱電鉚焊縫,它是先在元件上鑽出一些直徑d≈2δ的孔,然後用熔融金屬把孔充滿。主要用於增加外廓已焊住的寬板的貼合緊密性。
三、焊接件常用材料及焊條
1、金屬結構件的焊接常用材料
Q215、Q235、Q255等
2、機械零件的焊接材料
Q275、15鋼、20鋼、35鋼、45鋼、50鋼、50Mn、50Mn2、50SiMn2等
3、焊條
焊條的種類很多,應針對具體要求從手冊中選取。常用的焊條型號為:E4301、E4303、
E5001、E5003等。
型號中前二位數字錶示熔敷金屬的最低抗拉強度極限,如“43”表示:σB≈430MPa;第三位“0”或“1”表示適用於各種位置的焊接,第四位表示焊條葯皮類型及焊接電源,第三、四位組合時,01表示鈦鐵礦型,03表示鈦鈣型,二者的電源為交流或直流正反接。
四、焊縫的受力及破壞形式
1、對接焊縫
對接焊縫主要用來承受作用於被焊件所在平面內的拉(壓)力或彎矩,對接焊縫的破壞形式是沿焊縫斷裂;
2、搭接角焊縫
垂直於作用力的角焊縫叫做正面角焊縫;平行與作用力的角焊縫叫做側面角焊縫;焊接處既有正面角焊縫又有側面角焊縫的叫做混合角焊縫。
通常正面角焊縫只用來承受拉力;側面角焊縫和混合角焊縫可用承受拉力或彎矩。
實踐證明,在靜載荷作用下,搭接角焊縫的破裂通常沿著與垂直平分線重合的最小剖面上開始。因此角焊縫的危險截面的寬度為ksin45°≈0.7k(k=δ)。
五、焊接件的工藝及設計注意要點
1、焊縫應按被焊件厚度製成相應坡口,或進行一般的側棱、仰邊工藝。在焊接前,應對坡口進行清洗整理;
2、在滿足強度條件下,焊縫的長度應按實驗結構的情況儘可能地取得短些或分段進行焊接,並應避免焊縫交叉;
3、在焊接工藝上採取措施,使構件在冷卻時能有微小自由移動的可能;
4、焊縫在焊后應經熱處理(如退火),消除殘餘應力;
5、在焊接厚度不同的對接板件時,應使對接部位厚度一致,以利於焊縫金屬均勻熔化;
6、設計焊接件時,注意恰當選擇母體材料和焊條;
7、合理布置焊縫及長度;
8、對於那些有強度要求的重要焊縫,必須按照有關行業的強度規範進行焊縫尺寸校核,明確工藝要求和技術條件,並焊后仔細進行質量檢驗。
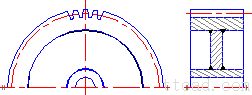
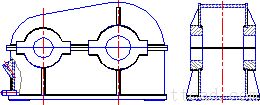
六、焊接在機器零件中的應用
隨著焊接技術的發展,許多零件已改變了它們的傳統製造方法。一向是鑄造出的機座、機殼、大齒輪等零件,已有很大一部分改用了焊接。圖示為焊接的齒輪結構和減速箱體、繩輪。