
圖1
國產塑料如圖1所示。從圖1中可見,塑料制袋機是由:熱封切刀,伺服裝置,變頻裝置、牽引皮輥、承切皮輥、熱封切刀及控制器組成。主要技術特徵在於熱封切刀安裝在轉動軸上,轉動軸上設有齒輪,齒輪與設在機架上的主電機主軸上的齒輪相互嚙合,主電機上設有皮輥運動感測器,熱封切刀的轉動軸上設有切刀位置感測器。這種熱封切刀伺服裝置結構設計科學合理,大大減少了制袋機的整體體積,並且由於牽引皮輥的連續運動,不存在受力距大小的影響,而智能控制器能準確地控制薄膜的設置長度。
該類設備主要用於加工塑料包裝袋及各種規格的生活塑料袋,早期的設備採取的是剎車離合器等控制機構,後來改進為步進系統控制裝置,現在,又發展成為plc及伺服電機加變頻調速為主的控制機構。隨著技術的更新進步,更高的定位精度和更好的穩定性,直接導致所制膠袋的質量和效率也不斷提升。
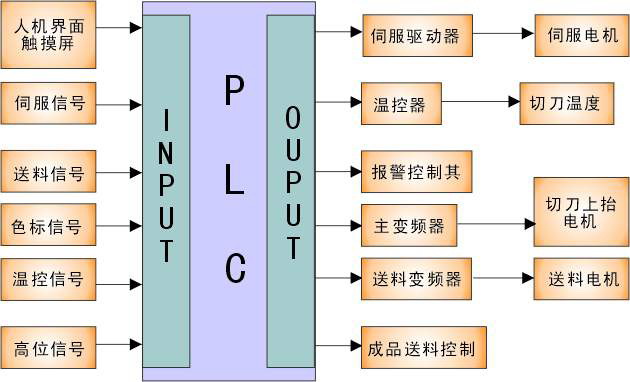
圖2
系統整體控制原理,如圖2所示,人機界面,採用觸摸屏,便於操作人員設置參數及對整台設備運行狀態的了解,負責人機對話交流。界面上可設定定長封切或追色封切、切袋長度、追色長度、預警個數、送袋速度、加速時間、減速時間,當選擇為定長封切時,追色感應器無作用。
plc做為核心程序的載體,負責脈衝信號的發送及各種控制信號轉化與流通,最終控制各執行機構的運轉與協調。plc程序根據伺服機構的機械傳動比、伺服驅動器的電子齒輪比、伺服電機變碼器的線數以及出料輥的周長,計算出伺服驅動器接收一定數量的脈衝,伺服電機就驅動出料輥轉動帶出一定長度的膠袋,實現定長控制。
色標、溫控、到位信號,做為感測元氣件,負責時間的判斷與控制信號的發出,使個執行件之間確立邏輯關係。
溫控器的溫度,應根據主電機的轉速高低進行設定,以膠袋封口處結實耐拉為準。封刀溫度偏低,會導致膠袋封口處不牢。若封刀溫度偏高,會導致膠袋封口處燙穿,因此,應根據主電機轉速及封口時間長短進行調節,通常,溫度都設定在180℃左右。
主變頻裝置,負責熱封刀與切刀的連續上下運動,同時控制出袋速度與效率。
送料變頻裝置,負責整卷物料的第一級輸送。
伺服驅動裝置,由驅動,伺服電機,碼盤反饋信號構成,作為主要運動機構,主要任務是完成定位精度的控制,嚴格執行來自plc的脈衝指令控制,同時,保證在頻繁啟動負載下自身運動的平穩性與快速響應性,使伺服電機的一次送料轉速滿足切刀上下運行的時間要求。並使伺服電機與送料變頻電機之間不發生相對滑動。伺服性能直接反映了這台設備的整機性能與質量。