制袋機的關鍵技術在於如何保證切斷長度的精度控制及生產速度的提高。早期的制袋機均採用曲柄擺桿、扇形齒輪和超越離合器機構,由曲柄機械調整袋長,由微電機修正搖桿扇面齒輪面上的偏心位置進行定位修正以達到定位控制目的,但此機構無論是製造還是進行袋長設置都很麻煩,且運行速度慢,定長切割精度不高。隨著交直流伺服技術的提高,制袋機的生產速度及產品定長精度兩個問題都有了更好的解決方案。
方案的系統框圖如下:
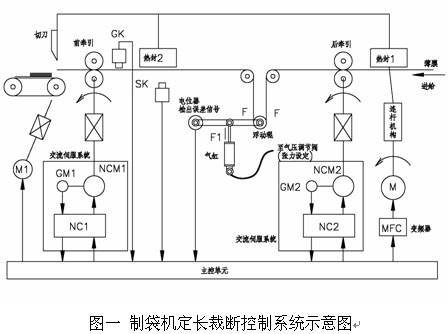
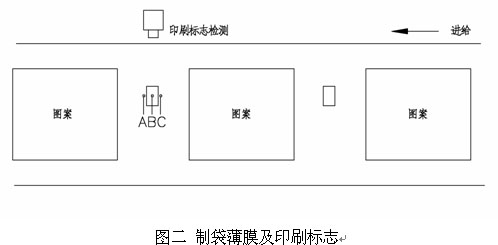
需要定長切斷的薄膜如圖二。系統的控制目標是要求每次切刀均在標誌條的中間,定位精度優於±0.5mm。制袋機在工藝上可分為熱封裁切和定長牽引兩類動作,一般這兩類動作各佔一半的制袋周期且互鎖。圖一中,M為主傳動非同步電機,由MFC系列變頻器控制,通過連桿機構將主電機的旋轉運動轉換成兩個熱封燙刀組與切刀的上下往複直線運動。NCM1、NCM2是用於定長控制的交流伺服電機,GM1、GM2為光電編碼器,檢測薄膜張力的氣壓浮動輥式感測器用於協調NCM2電機的動作,以保證前後牽引輥間的薄膜張力恆定,這是保證定長切割精度與熱封質量的前提。SK是用於檢測熱封機架處於台起還是壓下的開關量光電感測器,其輸出狀態如圖三所示。GK是檢測薄膜印刷標誌的反射式開關量光電感測器,當檢測光點落在標誌上時,如圖二中的B點,輸出低電平,當落在標誌兩側如A、C兩點時為高電平。此外前序的供料環節(圖一中未畫出)保證了進給熱封1的薄膜處於恆張力狀態。
制袋機控制系統的主要工作過程如下:
1.M電機連續運轉,熱封機架及切刀作周期性往複上下運動
2.當熱封機架與切刀台起時,SK=0,在此期間NCM1、NCM2據系統設定的袋長所對應的脈衝數及其升降頻規律進行定長牽引控制,且控制作用使得每次(一個袋長)牽引結束后,GK的光點正好落在標誌條的中間位置。
3.當熱封機架與切刀壓下時,即對剛送進的薄膜進行熱封,同時將已由牽引輥送出的一個袋長裁切成品,此時SK=1,NCM1,NCM2停止運轉。
4.當切刀裁切的袋子數目達到設定的數量時,由電機M1啟動傳輸帶將其送出。
制袋機的生產速度可按每分鐘生產的袋數計量,也可用制袋機的生產線速度來計量。目前制袋機的線速度一般為45m/min。