
圖1 Motoman SK-6
系統技術
利用通用型工業機器人代替各種不同用途的專用機械進行精密加工的技術,稱為機器人的使用技術。如要利用機器人代替人做某種工作的場合,除使用技術以外,還要根據用戶提出的要求及使用條件製造機器人的外圍設備。對於弧焊系統應考慮工件的搬入搬出、工裝夾具的製作及動作控制、焊接工藝的制定、與操作人員的關係等。
作為系統技術,不是將這些方面獨立地考慮,而是必須綜合考慮從用戶及機器人廠家兩方提出的各種制約條件中,選擇最佳設備,也就是把一個以使用技術和系統技術支撐機器人的最佳系統提供給用戶。圖2表示作為機器人應用的基本技術,就是要以系統技術為基礎。
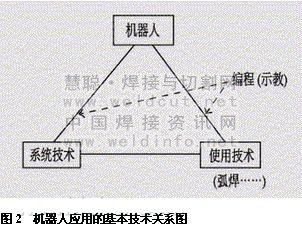
這裡需要說明的是,不同用戶的要求多種多樣,滿足這些要求的方法亦不同,特別是要把握用戶在Q(質量)、C(成本)、D(時間)等各方面的重視程度。除了使用目的不同,實現方法亦不同,則系統構成也有很大的區別。隨著時代的變更,在實現其目的的手段上亦隨之而起變化。
弧焊機器人系統
弧焊機器人系統主要由焊接機器人、焊機、工裝夾具、控制櫃、安全保護裝置、操作台、指示面板等組成。
弧焊機器人系統的特徵
由於影響因素較多,弧焊系統在產品質量方面難以控制,往往造成產品焊接的質量不及格。例如,僅0.5mm的位置誤差便會造成焊接不良;前一工位的焊接熱變形形成的間隙造成焊接不良;電壓波動、焊絲質量、保護氣體的壓力等因素都可能引致焊接不良。因此難以實現完全無人化生產,大多系統往往需要以人工進行輔助作業(上下工件兼檢驗)為前提,操作者的主要任務包括:工件裝卡及取出等簡單操作;對整個裝置及焊接前後的工件進行檢查,及時發現不及格品;發現不合格品后及時採取措施更正。
弧焊機器人系統方式
「八」字單元
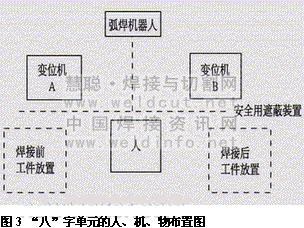
機器人在已裝好工件的夾具A或B上交替進行焊接。未進行焊接的夾具處於安全狀態,不允許機器人進入。操作者依次把上一循環中完成的焊接製品取出,裝卡好新的工件。由圖3可以看出,工件分為在制品與成品,分別放在操作人員的兩邊。
整條流水線各工位都採用「八」字單元的布置形式,較適合有充分空間的生產場合,而且一個工作單元必須配置一名工人,比較浪費,不利於精益生產。如有一個工位故障,就會使整條流水線停產。當然,由於採用這一形式,可以把流水線每個工位都制訂成標準化的工作單元,對於夾具製造商來說,把大量精力放在製造不同工裝夾具就可以了。
發展型
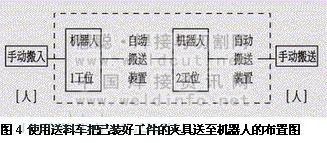
使用送料車把已裝好工件的夾具送至機器人位置的方式(如圖4),可以大大減少人的介入,實現節省人力的目的。由於變位機也是與自動搬運裝置配套,可以將以前由人來檢查系統運轉及焊接質量的機能完全機械化,整個設備更先進、複雜。
新動向及今後發展方向
*隨著機器人控制機能的高度發展,採用新的機器人控制器實現用機器人外部軸代替專用機械製成的工裝夾具,如無定位夾具的協調焊接系統(如圖5)。實現方法分為:機器人持工件操作和無工裝夾具,附迴轉式接頭等多種形式;

圖5 無定位夾具的協調焊接系統
*在1個機器人控制柜上控制2台(或以上)機器人協調工作的系統,又稱同工位、雙協調系統,其優點是編程簡單;
*機器人工作站的應用,使用戶可以把更多注意力放在如何完善夾具及周邊設備;
*觸摸屏、工業匯流排(INTERBUS、PROFIBUS、DEVICENET)的應用,使實現柔性系統成為可能。同一設備可以完成多種工作,例如上海通用的生產線可共線生產兩種車型,節約大量資金,提高企業的競爭力。
總之,通用性、易用性、柔性化是今後機器人使用的發展方向。