摘要:本文總結了100MW機組通流改造過程中遇到的一些問題,和處理這些問題的解決方法,為今後老機組改造提供了一些經驗。
關鍵詞:通流改造 問題處理

1 概述
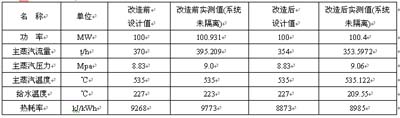
焦作丹河發電有限公司#1汽輪機為哈爾濱汽輪機廠生產的N100-90/535型衝動冷凝式、單軸、雙缸、雙排汽口汽輪機,高壓缸有一個雙列調節級和14個壓力級,低壓缸內2×5個壓力級;1973年10月1日投產,到2001年為止已運行28年。由於當時設計技術和加工工藝水平低,效率低,經濟性差,設計熱耗為9283.3kJ/kwh,而改造前實際熱耗達9744kJ/kwh;此外汽輪機是按帶基本負荷設計的,調峰能力差。經調研考察和充分可行性論證,決定對#1汽輪機通流部分進行改造,並於2001年大修中實施了通流改造。
2 通流改造過程中遇到問題及處理
2.1 在這次通流流改造中遇到的第一個問題就是改造后機組轉子中心如何確定。這次#1機通流改造主要內容是改造高、低壓通流部分,更換高壓缸及#1-6軸承。在改造前首先要測量原始數據,在軸系降到室溫后按標準找中心(標準:張口0.02mm,外圓0.02mm)
實際對輪測量中心結果如下:
高-低轉子對輪中心:低壓轉子對輪中心低0.025mm,偏南0.035mm;對輪下張口0.02mm,北(左)張口0.02mm。 低-發轉子對輪中心:發電機轉子對輪中心上下偏差為零,偏南(右)0.04mm;對輪南張口0.025mm,下張口0.0225mm。
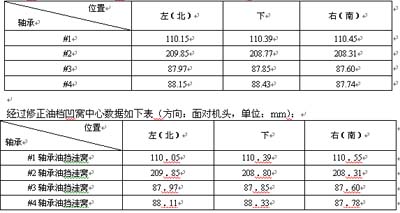
揚度測量數據如下:單位:mm
經過修正油檔凹窩中心數據如下表(方向:面對機頭,單位:mm):
在如何確定軸系中心就有三種方案:第一種方案,以機組拆除時汽輪機轉子中心為基礎安裝新高壓缸和高低壓轉子。第二種方案,以低壓缸汽封窪窩中心定汽輪發電機中心。第三種方案,以#1、4瓦油擋窪窩中心為基礎,定汽輪發電機中心。
#1機組轉子簡圖如下:
以第二、三種方案為中心優點:
(1)與新機組安裝基本相同,消除汽輪機基礎變形而引起低壓缸的左右位移量;
(2)減少低壓通流安裝工作量。
以第二、三種方案為中心缺點:
(1)汽輪發電機組中心偏差較大,可能引起發電機與前箱中心有大的變化,即最終可能引起發電機定子調整,具體操作起來困難較大。
(2)與第一種方案相比,#6軸承需向北移0.70mm左右,使發電機轉子偏北。大修前原始情況是98年大修中#6軸承向北移動0.80mm,向上抬高1.00mm。所以#6軸承再向北移,可能引起發電機中心偏北過大。
而採用第一種方案,也就是以老機組拆除時汽輪機轉子中心為基準安裝汽輪機。以此方案有如下優點:
(1)原機組運行穩定,以此為中心安裝機組應該仍能安全可靠;
(2)在拆除汽輪機時,汽輪機轉子中心已測過,且發電機中心與前箱中心變化量小,可減少安裝工作量,
(3)以原汽輪機轉子中心為基礎,減少未知因素的影響。
此三種方案各有優缺點,在此問題上召開了多次會議,后經過認真分析、綜合考慮採用第一種方案,順利進行了通流改造的安裝工作。
2.2 這次丹河#1機組通流部分改造同時也進行了#1-6軸承更換,在更換軸承工作時,新的軸承要適應老的軸承窪窩,在研磨軸承墊鐵時出現了兩種研法;第一種方法就是將轉子放入軸瓦內研墊鐵法:將軸瓦放入軸承窪窩后,放入轉子,再將軸瓦上半合好,緊固軸瓦結合面螺栓,稍抬研瓦側轉子,高度0.30 ~0.40mm,小範圍轉動軸瓦,轉動量為5~10mm,研磨次數為20~30次后,將轉子抬高10mm左右,將軸承同時抬起,翻過軸承下半,檢查墊鐵與軸承窪窩接觸點進行修刮,直到合格為止。這種研法要注意幾點:
①研軸承墊鐵時,墊鐵應塗紅丹粉,且研墊鐵過程中軸承軸向串動和旋轉量不可過大,以防出現墊鐵接觸點的假象;
②研墊鐵時且記要清理乾淨窪窩;
③修研墊鐵過程中為防止假象,應不時用塞尺檢查墊鐵接觸情況,分清墊鐵接觸的虛實點,只修實點;
④研瓦過程中要保證轉子中心位置不變。
第二種研法(也就是廠家要求的研法)空研軸瓦:將軸承就位后,可用拉鋼絲法定出軸承中心位置,調整墊鐵,可僅放軸承下半,確定軸承軸向位置、方向,方可轉動軸承;修研軸承墊鐵過程中,軸承不受外壓力作用。研瓦時圓周旋轉量為5~10mm,對研20次左右後可將軸承取出,根據墊鐵接觸點,研刮墊鐵,直至合格。
在這軸承墊鐵的研法上由於與廠家勾通不夠,使得研磨軸承墊鐵前後長達十多天。
另外在研磨軸承墊鐵時要嚴格控制標準,可為減小機組的振動,打下良好的基礎。
2.3 通流改造的監造也是一個很關鍵的問題,在廠家車間監造查看設備試驗報告時,發現新高壓缸前部上半部機械性能兩參數不合格,延伸率為8.8%(標準為大於18%),收縮率19%(標準為大於35%),彙報省局生技處領導以及試驗所金屬室專家,並親赴廠家實地勘驗,經與廠家協商在不影響汽缸強度情況下,切二塊試樣,各項指標基本符合要求,經試驗所金屬室專家研究同意使用。
3 結束語
在機組通流改造中,經常會遇到一些意想不到的問題,要根據具體情況具體分析,切實解決通流改造中遇到的問題;另外老機組通流改造,投入回報率高,是可持續發展的方向。