1948年11月18日,在華盛頓簽署的統一螺紋協定奠定了被全球接受的螺紋標準基礎。從此,統一螺紋是所有機加工緊固件英制螺紋的標準,並且在全球通用。
本部分介紹了美國乃至全球都認可的統一英制螺紋ASME標準。對各標準做了適當節選,以適合本書中的所有緊固件。
本部分技術內容精確,很少有原理解釋和背景介紹。因此,IFI認為將本章內容介紹給螺紋基礎知識了解較少的“外行”會十分有益。其目的是用通俗易懂的語言來解釋螺紋設計的更多特性,幫助技術人員更全面地了解螺紋的正確使用。
螺紋的基本特點
螺紋的作用是給予緊固件支撐和傳遞載荷的能力。
在設計和製作螺紋時,要考慮的幾何特性和尺寸特性有超過125項之多。但是,工程師們只要熟悉其中的30種左右,就能通曉各種螺紋並了解其性能。參見圖1、圖2和圖3(A-1,A-2 和A-3 頁)。另外,A-40 和 A-41頁中圖也有助於對本文的理解。
螺紋是在圓柱體外表面或內表面上以螺旋線形式出現的等截面的牙面。在圓柱體上的螺紋稱作直螺紋或圓柱螺紋。在圓錐體或圓錐截體上的螺紋稱作圓錐螺紋。外螺紋指螺栓、螺絲和螺柱的螺紋,內螺紋主要指螺母和自攻孔內的螺紋。
軸向截面內的螺紋結構稱作螺紋牙型(輪廓),它由牙頂、牙底和牙側三部分組成。螺紋牙頂在牙的頂部,牙底在底部,牙側連接牙頂和牙底。原始三角形是指螺紋牙側面經延伸在牙頂和牙底形成尖V型后所構成的三角形。原始三角形高度(H)是指牙頂尖到牙底尖的徑向測量距離。對於統一螺紋,H為螺距乘以0.866025。H的主要作用是用於計算螺紋設計參數。
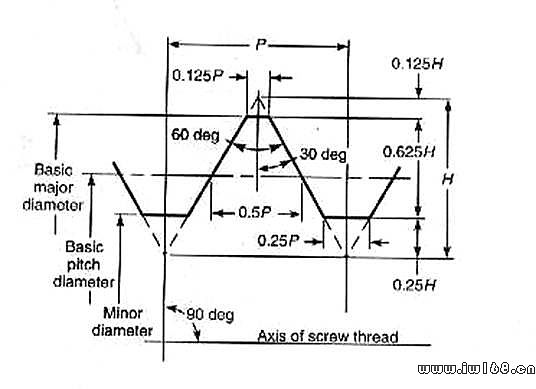
圖1 UN 和 UNR 螺紋基本牙型
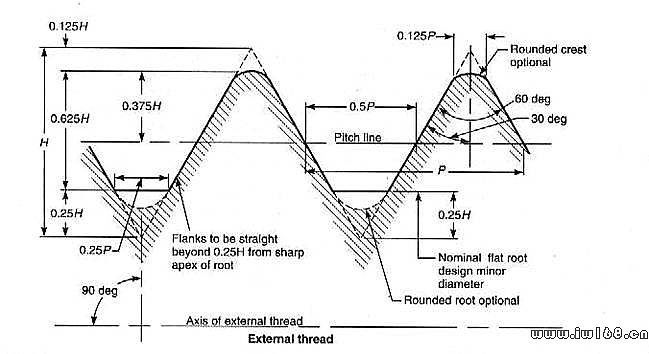
圖2A UN外螺紋設計牙型
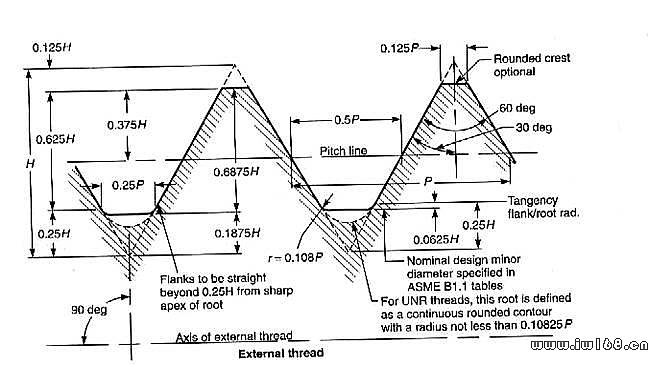
圖2B UNR 外螺紋設計牙型
牙頂和牙底都符合尺寸要求的螺紋為完整(全)螺紋。如果牙頂或牙底成型不完全,稱為不完整螺紋。這種螺紋發生在螺紋緊固件的端部和螺紋尾部,螺紋彎曲進入未攻螺紋的螺桿部分,或是在螺母和自攻孔的下沉面內。
螺距(P)是相鄰牙對應兩點間沿螺紋軸線的測量距離。統一螺紋是根據每英寸的牙數設計的,即每英寸長度內所出現的完整牙數。螺距是每英寸牙數的倒數。
對於外螺紋,牙頂處的直徑稱為大徑,牙底處的直徑稱為小徑。對於內螺紋則正好相反,牙頂處的為小徑,牙底處的為大徑。
牙側與垂直於螺紋軸線的夾角稱為牙側角。當兩牙側角的角度相同時,該螺紋為對稱螺紋(牙側角稱為牙型半形)。統一螺紋具有30°牙側角,而且是對稱的。常稱作60°螺紋。
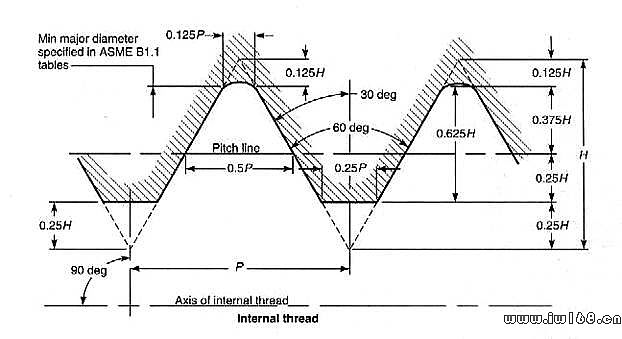
圖 3 UN內螺紋設計牙型
中徑是在牙厚與牙槽寬相等位置通過螺紋的理想圓柱的直徑。對於理想螺紋,這兩個寬度應該相等,均為螺距的一半。對於非理想螺紋,螺紋的實際中徑(沿螺紋圓周或軸向任意位置處的測量值)會有變化,這種變化取決於螺紋牙型的實際偏差,此加工偏差要在允許的極限範圍之內。因此在實際中,螺紋專家在中徑的定義、測量和重要性方面可能會相互矛盾。但是,在螺紋設計和計算,加工刀具和模具生產以及螺紋通止量規和測量中,中徑仍然是一個重要參數。“理想”中徑是中徑圓柱的產物,其軸線就是螺紋軸線。
螺紋基本牙型建立了內螺紋和外螺紋的絕對邊界。無論內螺紋還是外螺紋,突破了這一邊界就會存在潛在的干涉,螺紋可能旋合不良。正是基於這一基本牙型,通過增加基本偏差和公差,來得到螺紋的極限尺寸。
基本偏差產生了配合螺紋間的最小間隙(國際公差標準)。即當內、外螺紋加工至其最大實體牙型時,內、外螺紋之間肯定會有一定的間隙。對於緊固件,基本偏差通常用於外螺紋上,即大徑、中徑和小徑的最大值由於基本偏差的存在而小於基本尺寸;內螺紋的最小直徑??其最大實體牙型??作為基本尺寸。公差是指為方便加工而允許尺寸變化的規定值。公差為在最大與最小允許極限值之間的變動量。因此,對於外螺紋,其最大實體尺寸減去公差(向螺紋軸線方向移動)定義為其最小實體牙型尺寸。對於內螺紋,其最大)實體尺寸加上公差(從螺紋軸線移開)定義為其最小實體尺寸。
配合螺紋中,基本偏差與公差的組合決定了配合情況。配合是匹配螺紋間鬆緊程度的量度。間隙配合可以始終確保裝配后的自由轉動。過盈配合需要特定的螺紋尺寸限制值以使裝配后內、外螺紋間產生過盈力。
當外螺紋緊固件裝配入內螺紋螺母或自攻孔時,完整螺紋的軸向接觸距離為螺紋旋合長度。這些螺紋在徑向上的接觸距離稱作螺紋的接觸高度。螺紋旋合長度和接觸高度都是計算螺紋強度的重要參數。
螺紋系列是幾組彼此不同的直徑-螺距組合,以特定直徑系列和每英寸長度內的牙數來表示。對於緊固件,最常用的螺紋系列有統一粗牙、統一細牙和8牙系列。
螺紋的強度??即支持和傳遞載荷的能力。螺紋強度與四個應力區有關。拉伸應力區是通過螺紋的假定橫截面,用於計算緊固件承受拉伸力的載荷。拉伸應力區等同於具有同一材料理論圓柱的橫截面積,拉伸試驗時,其機械性能能承受等同的極限載荷。螺紋牙底區是外螺紋小徑處的截面積。螺紋牙底區用於計算橫向剪切或扭轉力表示的緊固件強度。螺紋剪切區(內、外螺紋)是通過螺紋牙的有效面積,它與螺紋軸線平行,包括螺紋接觸的整個長度。它承受剪切載荷,阻止螺紋脫扣。內螺紋的剪切面位於外螺紋的大徑處,外螺紋的剪切面位於內螺紋的小徑處。
ANSI/ASME B1.7M標準給出了螺紋的術語、定義和符號。A-24頁是從B1.7M摘出的,它適用於機加工緊固件統一英制螺紋。
螺紋選擇指南
針對特定的使用條件,選擇最佳螺紋時有三個因素需要考慮??螺紋牙型、螺紋系列和螺紋配合等級。
螺紋牙型
螺紋牙型多種多樣。但對於英制系列機械緊固件,只有三種最重要-UN、UNR和UNJ。它們都是60°對稱螺紋。彼此之間的主要區別是外螺紋牙底輪廓。
1948年以前,美國國家螺紋是北美洲的螺紋標準。 1948年,美國、加拿大和英國同意採用一種螺紋系統替代美國和加拿大用的美國螺紋以及英國用的惠氏螺紋。他們稱這一新螺紋系統為統一螺紋,這正是今天通行全球的英制緊固件螺紋標準。
統一螺紋牙型實際上與已廢除的美國國家螺紋的相同。按照兩個標準生產的緊固件在功能上是可以互換的。
UN螺紋
UN螺紋牙型,正像最初設計的那樣,在外螺紋牙底處有平輪廓和圓形輪廓兩種。每個國家可以根據本國的標準來選擇。美國趨向於選擇平牙底,雖然普遍認為如果將牙底做成圓角可以減少應力集中。但經濟上會有所付出。滾絲牙板和刀具都很昂貴,如果用圓牙頂的模具來生產緊固件螺紋的圓牙底,無疑會多多少少增加成本。另外,也有爭論說,新刀具會磨損,加工幾百個工件后,牙頂便會被磨圓,再加工出的螺紋便會開始接近理想的牙型輪廓。
UNR螺紋
20世紀50年代,緊固件性能的要求急劇提高,尤其是在容易產生疲勞載荷的場合,緊固件的安全性是關鍵因素。提高緊固件的抗疲勞性能勢在必行。一個顯而易見的方法就是要求外螺紋牙底輪廓做成規定的圓弧。這便導致設計和引入了一套改進的螺紋牙型??UNR,它與UN唯一的不同在於其強制性地要求最小圓弧半徑(極限值0.108-0.144倍的螺距)。最小半徑(0.108P)是能夠與UN牙型配合而不超出外螺紋最小實體牙型的最寬半徑。最大半徑(0.144P)是指在最大實體牙型下能夠容納而不產生與內螺紋的理論間隙的最寬半徑。
初次接觸時,要特別註明是UNR螺紋,以確保交貨時緊固件為圓弧牙底。但是如今,無論是否標明是UNR,事實上公稱尺寸為1 in和更小的緊固件,100%都是UNR螺紋。這是因為這類尺寸的緊固件通常採用滾壓螺紋,現在的標準規定滾絲板為圓牙頂。對於較大尺寸緊固件,除滾絲外,螺紋可以車削加工。如果需要圓底,必須特別指出是UNR,否則供貨很可能是UN螺紋。
UNK螺紋
UNR螺紋出現后不久,又經過了進一步修改,定義為UNK。
UNK螺紋只是比NUR更精密,牙型和牙底圓弧半徑極限值與NUR完全相同。其區別在於外螺紋的小徑有偏差,必須檢查牙底,以確保圓弧半徑在規定的極限值範圍內。UNK螺紋已用於圓柱頭內六角螺絲和沉頭螺絲標準。
1979年螺紋通止量規系統(見 A-63頁ASME B1.3M)建立后,UNK螺紋開始被淘汰。原因是用量規系統22檢測UNR螺紋(與通止量規系統的目的是相同的)可以代替UNK螺紋。
UNJ螺紋
UNJ螺紋的設計來源於優化螺紋牙型的研究??即在不損失靜強度特性的條件下具有超常的抗疲勞性能。換句話說,牙底圓弧的作用能發揮多大?
其結果是一種新的牙型誕生,定義為UNJ,牙底圓弧半徑極限值為0.150-0.180倍的螺距。具有這種增大圓弧,外螺紋小徑就會增大並超出UN及UNR螺紋的基本牙型。結果,為避免配合螺紋間出現過盈,UNJ內螺紋的小徑不得不隨著增大。這意味著UNJ螺紋的螺紋接觸高度會稍微縮短。但是,通過採用3A/3B級螺紋公差(UNJ螺紋所用標準公差)可以補償此強度損失。這一公差標準可以使內、外螺紋的最小實體牙型優化。
UNJ螺紋現在是航空緊固件標準,在高度專業化的工業應用中有時也有使用。
螺紋配合
UN內螺紋應與UN和UNR外螺紋配合。實際上,不存在UNR內螺紋。
理論上,UN內螺紋不能與UNJ外螺紋裝配。但是,很多大型緊固件應用商多年來一直採用這種組合併沒有發現問題。計算機研究也證實,成品加工件之間的實際過盈危害可以忽略不計。儘管如此,不建議採用這種配合,尤其是帶有塗層的緊固件。
UNJ內螺紋可與UNJ外螺紋裝配,也可與UN和UNR配合。但是,後者配合在使用時應該小心,因為UNJ內螺紋增大的小徑會減小外螺紋的螺紋牙底區抗剪切強度。
對牙底圓弧半徑的其他一些認識
對於UN螺紋,沒有規定牙底圓弧半徑,牙底可能是平的。 對於UNR螺紋,最小牙底半徑為0.108P,對於UNJ螺紋為0.150P。很難想象如此微小的差異會如此重要,但確實是這樣。
外螺紋牙底成圓弧會稍稍增加緊固件的靜拉伸強度。原因是幾何形狀。隨著圓弧半徑的增大,小徑增大而且螺紋的截面積也增大。但是,這種面積增大十分微小,可以忽略。在應力計算中,所有牙型都用同一拉伸應力面積。
牙底做成圓弧的最主要作用是增強緊固件的抗疲勞性能。
通常,機械緊固件在連接裝配后都要承受某種程度的動載荷。只有極其個別的情況保持靜載荷,完全不受應力波動、振動、橫嚮應力、衝擊或碰撞的影響。幸好,只在極少數連接設計中單純把緊固件自身的疲勞特性做為主要考慮因素。但就是在這類場合也不能忽視任何提高抗疲勞性能的機會。這正是牙底做成圓弧的原因。牙底圓弧半徑越大,緊固件的抗疲勞性能越好。
應力區內的疲勞失效通常發生在高應力集中區??例如槽口或橫截面形狀劇烈變化處。對於螺紋,截面變化和螺紋牙底都相當於槽口,特別容易受到損傷。 螺紋牙底的應力集中程度最高。應力集中係數的大小直接與牙底是否要加工成圓弧相關。
計算螺紋的應力集中係數是一項極其複雜的工作。結果也不總是可靠的。因此,已經利用物理的研究方法,如光彈性分析,來研究螺紋圓弧對抗疲勞性能的影響。一個普遍認可的結論是:當所有參數(如緊固件尺寸、螺距、材料、加工方法等)一致,唯一不同是牙底圓弧時,應力集中係數能夠從尖底或平底UN螺紋的6降為UNJ螺紋的3。即只將牙底加工成圓弧就可能使抗疲勞壽命提高2倍。研究還表明,這一論點適用於所有強度等級的緊固件。
內螺紋牙底通常不為圓弧。規定牙底圓弧就意味著要用圓牙頂攻絲。這樣做的額外費用會增加成本。幸好在常規設計的螺栓、螺母連接組合中,螺母的強度要大於螺栓,其目的是萬一發生失效,總是外螺紋件失效。要更好理解這一點,請參考B-30頁的螺栓/螺母可接受性論述。
螺紋系列
螺紋系列是幾組直徑/螺距的組合,由一系列直徑和每英寸的牙數來區分。統一螺紋系統有11個標準螺紋系列。只有3種對機加工緊固件最重要??粗牙(UNC),細牙(UNF)和8牙(8-UN)。
如今的統一粗牙螺紋是以19世紀中期惠氏發明的螺紋系列為模板。他選擇相對粗大螺距的螺紋,多半是由於當時有限的加工水平。多年之後,隨著生產能力的提高,生產更精密、更細螺距的螺紋成為可能。出現了許多專用螺距系列,現在稱為統一細牙系列是最受歡迎的一種。隨著螺紋加工技術的提高,兩種螺紋系列(粗牙和細牙)顯然不能滿足所有的工程應用。結果,螺距系統中又加進許多恆定螺距系列,8-UN就是其中之一。這種系列只有一個螺距,適用於系列內所有直徑。
細牙與粗牙螺紋
細牙與粗牙螺紋各自的優點一直是緊固件業界激烈爭論的問題。
支持細牙螺紋的人指出:
由於拉伸應力區面積較大,細牙的抗拉強度較高。
由於細牙的小徑較大,抗扭轉和橫向剪切強度的能力較高。
細牙螺紋能夠更好地擰入薄壁工件,擰入硬制材料也更容易。
因為其螺旋線角度較小,可以更接近調整精度。達到螺栓預載荷所需力矩較小。在容易出現振動的場合防松性更好。
在後幾項討論中,第一點(調整精度)是明顯的。其他兩點(力矩小和防松)不太具有說服力。因為相對於對防松影響更大的其他因素,粗牙和細牙在這點上的區別很小。
支持粗牙的列舉了下列優點:
在相同接觸長度上,粗牙螺紋的抗剪切強度較高,尤其是內螺紋。
因為隨著螺距增大,牙底處的應力集中係數減小,粗牙產品應該表現出更好的抗疲勞性能。
粗牙更能承受搬運和船運過程中的野蠻作業。
螺紋不容易交錯,安裝和拆卸更快更容易。
當發生螺母受載膨脹而引起有害的螺紋旋合總長減小時,以及由於腐蝕造成強度減小時,粗牙更具保護性。
2A/2B等級配合使螺紋具有較大的最小間隙,允許螺紋進行較厚的塗層或鍍層。
對於易碎或易剝落的脆性材料,粗牙更適合。
上述爭執持續多年,無論是粗牙還是細牙哪一方都沒有獲得絕對的支持??一個合理的說法是:都有優缺點。過去20年可以看出趨勢現在已經逐漸轉變為:粗牙螺紋更受歡迎。其原因主要是由於簡單的螺紋更具經濟效益,而並非具有其他技術優勢。
在北美,尺寸小於No 0(0.190 in)和大於1 in的細牙緊固件實際上是不存在的。粗牙緊固件在從最小尺寸到最大尺寸範圍內的所有緊固件產品中都普遍存在。對於大於1 in的緊固件,8牙系列和粗牙螺紋同樣受歡迎。
螺紋配合等級
螺紋配合是匹配螺紋間鬆緊程度。配合等級是內、外螺紋基本偏差與公差的特定組合。
統一英制螺紋的外螺紋有3個螺紋等級??1A,2A,3A;內螺紋也有3個等級。全部為間隙配合,即無過盈裝配。等級數字越大,配合越緊。代號“A”表示外螺紋,代號“B”表示內螺紋。1A和1B級配合是最松配合,3A和3B配合是最緊配合。
另外,還有一種5級螺紋配合。5級配合是一種過盈配合,即內、外螺紋尺寸非常精確,配合螺紋間產生過盈配合。5級過盈配合僅適用於1 in和更小尺寸粗牙系列螺紋。參見A-86頁的ASME/ANSI B1.12。
1A/1B等級
1A 和1B等級S是松配合螺紋公差,僅外螺紋有基本偏差。當快速簡便的安裝與拆卸作為設計考慮的首選要素時,這些螺紋最適用。它們僅適用於1/4 in 和更大尺寸系列的粗牙和細牙螺紋。這些等級很少用於機加工緊固件。實際上,整個北美洲生產的緊固件中採用這種配合等級的可能不超過0.1%。
2A/2B等級
到目前為止,在英制機加工緊固件中2A 和2B 是最受歡迎的螺紋等級。北美生產的所有商品級和工業用緊固件中差不多90%採用這種螺紋配合。2A級外螺紋有基本偏差。2B級內螺紋無基本偏差。對於絕大多數工程應用,2A 和2B級可提供最佳的螺紋配合,使緊固件性能、加工方便性和經濟性之間達到最大平衡。
3A/3B等級
3A和3B等級螺紋適用於緊公差緊固件,如內六角螺絲,定位螺絲,航天用螺栓和螺母,連接桿螺栓及其他高強度螺栓。在這些工作場合中,安全性是設計首選要素。3A和3B級具有最嚴格的公差,無基本偏差。
螺紋配合的其他問題
一種螺紋配合的錯誤理解認為:公差越緊,配合越緊,裝配質量越高,工作性能越好。但是,這好像是一個幻覺,看起來明明對,但常常是錯誤的。設計人員優先選擇緊配合螺紋可能會產生意料不到的裝配問題,並增加不必要的成本,還有其他各種原因。
圖4是1/2-13 UNC螺紋公差與基本偏差的對應關係。對於外螺紋,1A和2A等級有基本偏差,3A級沒有。1A公差比2A級大50%,3A級只有75%。對於內螺紋,3個等級都沒有基本偏差。2B級公差比2A級大30%。1B級比2B級大50%,3B級為75%。
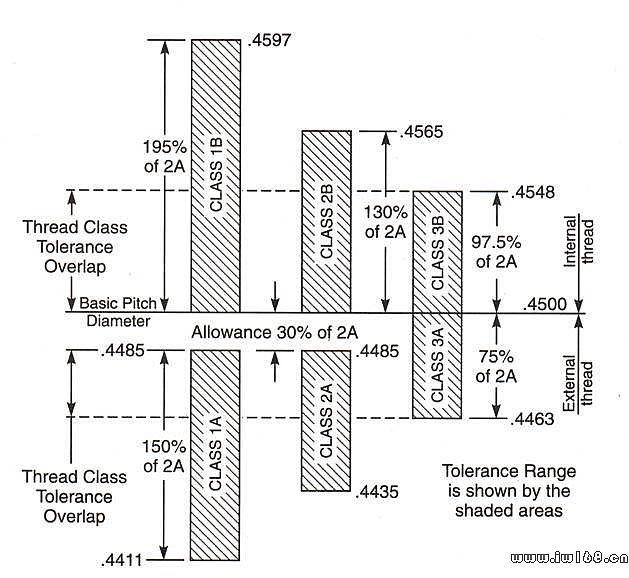
圖4 1/2-13 UNC螺紋配合等級中,中徑基本偏差與公差的對應關係
強度
配合螺紋的強度取決於螺紋旋合是否具有足夠的旋合長度和接觸高度。接觸高度指徑向重迭距離,旋合長度是(縱向)軸向接觸的螺紋數量。
參照各種不同的螺紋等級,很明顯,緊公差配合等級3A/3B的承載能力更強一些。但這並不完全正確,實際上,估計不出最緊與最松配合間拉伸強度的變化。原因是每個等級的允許公差帶內大部分是相同的。
20世紀40年代,IFI的一名顧問,麻省技術研究所的E.A.Buckingham 教授對不同尺寸和材料的緊固件做了一系列拉伸強度試驗。唯一的變數是螺紋配合。 他總結到:“就這些拉伸試驗來看,1級配合和3級配合一樣好。如果螺栓為脆性材料,採用比1級更緊的公差並沒有任何優勢。”
當然,Buckingham 教授當時試驗的緊固件採用的是已經淘汰的美國國家螺紋牙型。但是,這些緊固件的螺紋配合與統一螺紋系統是相同的。他補充到:
“沒有任何明確的試驗數據能夠支持這樣的觀點,即直徑上的螺紋配合越緊,直徑公差越小,螺栓和螺母裝配后強度越大。”
他接著說到,“有時較松的配合比緊配合表現出更高的彈性極限載荷承載能力。這可能是由於較松配合的額外間隙允許兩體相對對方進行各自定位,這使得載荷分佈更均勻。”