GH761是我國自行研製的渦輪盤用新型高溫合金,具有卓越的物理機械性能,但切削加工性較差。在GH761拉削加工中,拉刀磨損直接影響著表面質量。刀具的磨損通常用后刀面磨損值VB表示,在薄切屑低速拉削時,VB值變化極其緩慢。在試驗中,60mm長的工件連續拉削240s(相當於拉削五六個渦輪盤榫槽的時間) ,才形成比較均勻的后刀面磨損帶, 但此時拉刀卻已磨損得不能使用。據觀察,此時拉刀鈍圓半徑 Rn有相當明顯的增長,Rn值的變化反映了拉刀磨損的程度, 同時也是影響拉削表面質量的主要因素。
我們用模擬拉削的方式做了工藝試驗 (工件材料為GH761; 刀具材料為M42,γ0=15°C,α0=4°C ;拉削速度Vc=3m/min;齒升量Fz=0.015mm;干切削),獲得以下結果:
(1) 拉刀磨損和Rn值變化的關係。
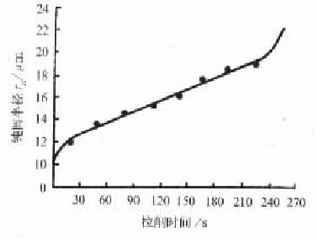
圖1 鈍圓半徑與拉削時間的關係
圖1是Rn值隨拉削時間變化的情況。Rn值用複印—回歸分析法測量。由圖可見,拉削中Rn值隨拉削時間變化的規律同一般切削后刀面磨損值VB變化規律相似。在拉削速度Vc=3m/min的條件下,當拉削時間超過240s以後,Rn值劇烈增大。刀具磨損后刀刃處的高倍掃描電鏡照片見圖2。從圖中可見,刀刃已明顯局部磨圓,某些地方似有剝落的痕迹。因拉削速度低,拉削溫度不高(θ<300°C),同時由於GH761合金導熱性差, 塑性韌性好, 並含有一些硬度較高的碳化物和金屬間化合物顆粒, 所以此時刀具磨損的原因主要是磨料磨損並略帶有冷焊磨損。

圖2 刀刃局部磨損形貌
(2)rn值對拉削表面粗糙度的影響
圖3是在拉削速度垂直方向上測量的rn值對錶面粗糙度Rz的影響關係。從圖中可見,rn值大約在12~14μm之間時,Rz值存在一個較小值。在試驗範圍內Rz值在0.32~0.55μm之間變化。由於本項試驗是在低速條件下進行的直角自由切削,且切削刃比試件寬度大,工件表面沒有殘留面積,在拉削距離很短的範圍內沒有發現積屑瘤,機床也沒有出現爬行現象,所以試件表面粗糙度值較小且情況穩定。

圖3 鈍圓半徑對錶面粗糙度的影響
(3) rn值對拉削表面加工硬化程度的影響
圖4是rn對拉削表面硬化程度的影響。由圖可見,隨著rn值增大,拉削表面硬度值HV和硬化程度N均呈線性增長。當rn值增加至22μm時,表面硬度值已接近HV=500kg/mm2,加工硬化程度高達50%。
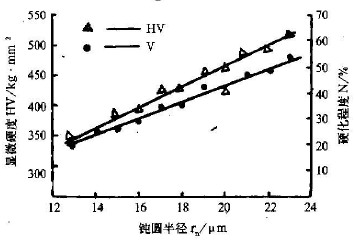
圖4 鈍圓半徑對錶面加工硬化的影響
因為拉削屬薄屑加工,且由於GH761材料本身的特點,所以隨著rn值的增大,對錶面金屬的擠壓作用逐步增強,使金屬變形區範圍擴大,產生嚴重的加工硬化現象,對拉削件的性能造成很大損害,所以在拉削過程中必須嚴格控制rn值。