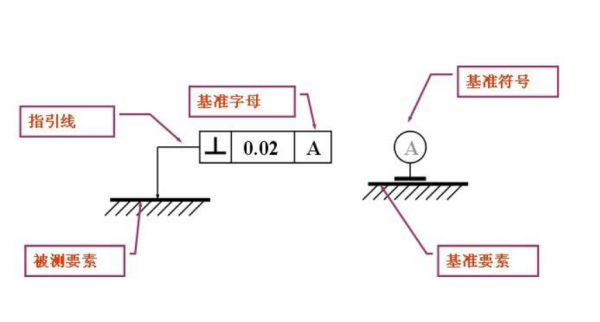
機械製圖的基準符號的含義如下圖:
根據基準的不同功能,基準可分為設計基準和工藝基準兩類。
1、設計基準
在零件圖上用以確定其它點、線、面位置的基準,稱為設計基準。
2、工藝基準
零件在加工和裝配過程中所使用的基準,稱為工藝基準。工藝基準按用途不同又分為裝配基準、測量基準及定位基準。
(1)裝配基準 裝配時用以確定零件在部件或產品中的位置的基準,稱為裝配基準。
(2)測量基準 用以檢驗已加工表面的尺寸及位置的基準,稱為測量基準。
(3)定位基準 加工時工件定位所用的基準,稱為定位基準。作為定位基準的表面(或線、點),在第一道工序中只能選擇未加工的毛坯表面,這種定位表面稱粗基準.在以後的各個工序中就可採用已加工表面作為定位基準,這種定位表面稱精基準。

擴展資料:
基準的處理原則:
1、粗加工主要是切掉大部分加工余量,並不要求有較高的加工精度,所以粗加工應在功率較大、精度不太高的機床上進行,精加工工序則要求用較高精度的機床加工。粗、精加工分別在不同的機床上加工,既能充分發揮設備能力,又能延長精密機床的使用壽命。
2、在機械加工工藝路線中,常安排有熱處理工序。熱處理工序位置的安排如下:為改善金屬的切削加工性能,如退火、正火、調質等,一般安排在機械加工前進行。為消除內應力,如時效處理、調質處理等,一般安排在粗加工之後,精加工之前進行。
3、為了提高零件的機械性能,如滲碳、淬火、回火等,一般安排在機械加工之後進行。如熱處理後有較大的變形,還須安排最終加工工序。