指示式量具是以指針指示出測量結果的量具。車間常用的指示式量具有:百分表、千分表、槓桿百分表和內徑百分表等。主要用於校正零件的安裝位置,檢驗零件的形狀精度和相互位置精度,以及測量零件的內徑等。
百分表和千分表,都是用來校正零件或夾具的安裝位置檢驗零件的形狀精度或相互位置精度的。它們的結構原理沒有什麼大的不同,就是千分表的讀數精度比較高,即千分表的讀數值為0.001mm,而百分表的讀數值為0.01mm。車間里經常使用的是百分表,因此,本節主要是介紹百分表。
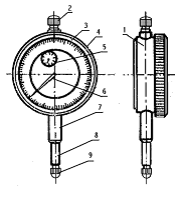
圖5-1 百分表
百分表的外形如圖5-1所示。8為測量桿,6為指針,錶盤3上刻有100個等分格,其刻度值(即讀數值)為0.01mm。當指針轉一圈時,小指針即轉動一小格,轉數指示盤5的刻度值為1mm。用手轉動表圈4時,錶盤3也跟著轉動,可使指針對準任一刻線。測量桿8是沿著套筒7上下移動的,套筒8可作為安裝百分表用。9是測量頭,
2是手提測量桿用的圓頭。
圖5-2是百分表內部機構的示意圖。帶有齒條的測量桿1的直線移動,通過齒輪傳動(Z1 、Z2 、 Z3),轉變為指針2的迴轉運動。齒輪Z4和彈簧3使齒輪傳動的間隙始終在一個方向,起著穩定指針位置的作用。彈簧4是控制百分表的測量壓力的。百分表內的齒輪傳動機構,使測量桿直線移動1mm時,指針正好迴轉一圈。
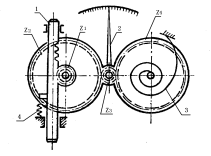
圖5-2 百分表的內部結構
由於百分表和千分表的測量桿是作直線移動的,可用來測量長度尺寸,所以它們也是長度測量工具。目前,國產百分表的測量範圍(即測量桿的最大移動量),有0~3mm;0~5mm; 0~10mm的三種。讀數值為0,001mm的千分表,測量範圍為0~1mm。
由於千分表的讀數精度比百分表高,所以百分表適用於尺寸精度為IT6~IT8級零件的校正和檢驗;千分表則適用於尺寸精度為IT5~IT7級零件的校正和檢驗。百分表和千分表按其製造精度,可分為0、1和2級三種,0級精度較高。使用時,應按照零件的形狀和精度要求,選用合適的百分表或千分表的精度等級和測量範圍。
使用百分表和千分表時,必須注意以下幾點;
1 使用前,應檢查測量桿活動的靈活性。即輕輕推動測量桿時,測量桿在套筒內的移動要靈活,沒有任何軋卡現象,且每次放鬆后,指針能回復到原來的刻度位置。
2 使用百分表或千分表時,必須把它固定在可靠的夾持架上(如固定在萬能表架或磁性表座上,圖5-3所示),夾持架要安放平穩,免使測量結果不準確或摔壞百分表。
用夾持百分表的套筒來固定百分表時,夾緊力不要過大,以免因套筒變形而使測量桿活動不靈活。
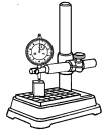
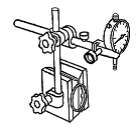
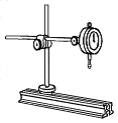
圖5-3 安裝在專用夾持架上的百分表
1 用百分表或千分表測量零件時,測量桿必須垂直於被測量表面。圖5-4所示。
圖5-4 百分表安裝方法
即使測量桿的軸線與被測量尺寸的方向一致,否則將使測量桿活動不靈活或使測量結果不
準確。
2 測量時,不要使測量桿的行程超過它的測量範圍;不要使測量頭突然撞在零件
上;不要使百分表和千分表受到劇烈的振動和撞擊,亦不要把零件強迫推入測量頭下,
免得損壞百分表和千分表的機件而失去精度。因此,用百分表測量表面粗糙或有顯著凹凸不平的零件是錯誤的。
3 用百分表校正或測量零件時,如圖5-5所示。應當使測量桿有一定的初始測力。
即在測量頭與零件表面接觸時,測量桿應有0.3~1mm的壓縮量(千分表可小一點,有0.1mm即可),使指針轉過半圈左右,然後轉動表圈,使錶盤的零位刻線對準指針。輕輕地拉動手提測量桿的圓頭,拉起和放鬆幾次,檢查指針所指的零位有無改變。當指針的零位穩定后,再開始測量或校正零件的工作。如果是校正零件,此時開始改變零件的相對位置,讀出指針的偏擺值,就是零件安裝的偏差數值。
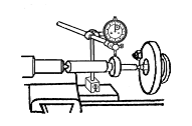
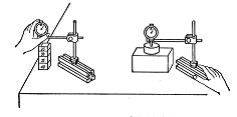
圖5-5 百分表尺寸校正與檢驗方法
槓桿千分表的分度值為0.002mm,其原理如圖5-11所示,當測量桿1向左擺動時,撥桿2推動扇形齒輪3上的圓柱銷C使扇形齒輪繞軸B逆時針轉動,此時圓柱銷D與撥桿2脫開。當測量桿1向右擺動時,撥桿2推動扇形齒輪上的圓柱銷D也使扇形齒輪繞軸B逆時針轉動,此時圓柱銷C與撥桿2脫開。這樣,無論測量桿1向左或向右擺動,扇形齒輪3總是逆時針方向轉動。扇形齒輪3再帶動小齒輪4以及同軸的端面齒輪5,經小齒輪6,由指針7在刻度盤上指示出數值。
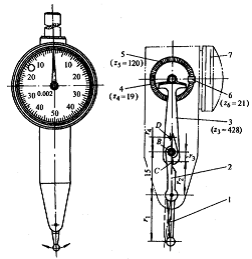
圖5-11 槓桿千分表
1-測量桿;2-撥桿;3-扇形齒輪;4-小齒輪;5-端面齒輪;6-小齒輪;7-指針。
已知r1=16.39mm,r2=12mm,r3=3mm,r4=5mm,z3=428,z4=19,z5=120,z6=21,當測量桿向左移動0.2mm時,指針7的轉數n為:

由於刻度盤等分100格,因此1格所表示的測量值b為:
當測量桿向右移動0.2mm時,指針7的轉數為:


由於槓桿比 相同,因此測量桿向左或向右轉動的兩條傳動鏈的傳動比是相等的,也就是分度值相等。
1 使用注意事項
1) 千分表應固定在可靠的表架上,測量前必須檢查千分表是否夾牢,並多次提拉千分表測量桿與工件接觸,觀察其重複指示值是否相同。
2) 測量時,不準用工件撞擊測頭,以免影響測量精度或撞壞千分表。為保持一定的起始測量力,測頭與工件接觸時,測量桿應有0.3~0.5mm的壓縮量。
3) 測量桿上不要加油,以免油污進入表內,影響千分表的靈敏度。
4) 千分表測量桿與被測工件表面必須垂直,否則會產生誤差。
5) 槓桿千分表的測量桿軸線與被測工件表面的夾角愈小,誤差就愈小。如果由於測量需要,α角無法調小時(當α>15°),其測量結果應進行修正。當平面上升距離為α時,槓桿千分表擺動的距離為b,也就是槓桿千分表的讀數為b,因為b>α,所以指示讀數增大。具體修正計算式如下:
α=bcosa
例 用槓桿千分表測量工件時,測量桿軸線與工件表面夾角α為30°,測量讀數為0.048mm,求正確測量值。
解 α=bcosa=0.048×cos30°=0.048×0.866=0.0416(mm)
2 槓桿百分表體積較小,適合於零件上孔的軸心線與底平面的平行度的檢查,如圖5-13所示。將工件底平面放在平台上,使測量頭與A端孔表面接觸,左右慢慢移動表座,找出工件孔徑最底點,調整指針至零位,將表座慢慢向B端推進。也可以工件轉換方向,再使測量頭與B端孔表面接觸,A、B兩端指針最底點和最高點在全程上讀數的最大差值,就是全部長度上的平行度誤差。
內徑百分表活動測頭的移動量,小尺寸的只有0~1mm,大尺寸的可有0~3mm,它的測
量範圍是由更換或調整可換測頭的長度來達到的。因此,每個內徑百分表都附有成套的可換
測頭。國產內徑百分表的讀數值為0.01mm,測量範圍有 10~18;18~35;35~50;50~100;
100~160mm;160~250;250~450。
用內徑百分表測量內徑是一種比較量法,測量前應根據被測孔徑的大小,在專用的環規或百分尺上調整好尺寸后才能使用。調整內徑百分尺的尺寸時,選用可換測頭的長度及其伸出的距離 (大尺寸內徑百分表的可換測頭,是用螺紋旋上去的,故可調整伸出的距離,小尺寸的不能調整 ),應使被測尺寸在活動測頭總移動量的中間位置。
內徑百分表的示值誤差比較大,如測量範圍為35~50mm的,示值誤差為±0.015mm。為此,使用時應當經常的在專用環規或百分尺上校對尺寸(習慣上稱校對零位),必要時可在如圖4-3所示的由塊規附件裝夾好的塊規組上校對零位,並增加測量次數,以便提高測量精度。
內徑百分表的指針擺動讀數,刻度盤上每一格為0.01mm,盤上刻有100格,即指針每轉一圈為1mm。
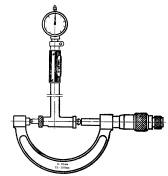

圖5-19 內徑百分表 圖5-20 用外徑百分尺調整尺寸
內徑百分表用來測量圓柱孔,它附有成套的可調測量頭,使用前必須先進行組合和校對零位,如圖5-19所示。
組合時,將百分表裝入連桿內,使小指針指在0~1 的位置上,長針和連桿軸線重合,刻度盤上的字應垂直向下,以便於測量時觀察,裝好后應予緊固。
粗加工時,最好先用遊標卡尺或內卡鉗測量。因內徑百分表同其它精密量具一樣屬貴重儀器,其好壞與精確直接影響到工件的加工精度和其使用壽命。粗加工時工件加工表面粗糙不平而測量不準確,也使測頭易磨損。因此,須加以愛護和保養,精加工時再進行測量。
測量前應根據被測孔徑大小用外徑百分尺調整好尺寸后才能使用,如圖5-20所示。在調整尺寸時,正確選用可換測頭的長度及其伸出距離,應使被測尺寸在活動測頭總移動量的中間位置。
測量時,連桿中心線應與工件中心線平行,不得歪斜,同時應在圓周上多測幾個點,找出孔徑的實際尺寸,看是否在公差範圍以內。圖5-21所示。
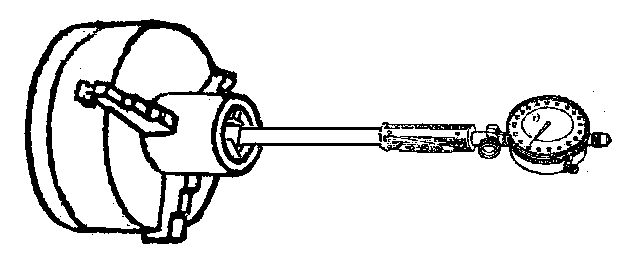
圖5-21 內徑百分表的使用方法