加工廠應該考慮開展CNC刀具磨削,其理由很多,包括CNC刀具磨削可以加工出高質量、長壽命刀具,具有較高的工藝靈活性和可控性,同時還節省開支等。
由於刀具磨削並不是加工廠核心能力的一部分,因此為了確認廠內磨削是否合理,必須進行仔細分析。
加工廠必須能夠指定一名全職操作員操作機床。對操作員進行CNC刀具磨削培訓並不難,但是他必須擁有操作CNC機床五年左右的經驗。此外,操縱員還必須具有良好的刀具加工知識。加工廠可以基於財務和靈活性等原因考察配備一台CNC磨床是否合理。從財務方面看,採用標準刀具的加工廠每年在刀具重磨方面至少需要花費200,000美元。但是,採用非標刀具或頻繁換刀的加工廠,若配備內部重磨設施,那麼可以快速重磨這些刀具。
CNC磨削的優點
採用手動磨床在公司內部磨削刀具而臨若干問題。例如,磨一把刀具就需要多台機床。譬如磨一把鑽頭就需要一台開槽機、一台外圓磨床及一台磨尖機。這就需要進行多次裝夾。相反,一台CNC磨床完成一成套磨削卻只需要一次裝夾。同時,一台CNC磨床的佔地面積比多台手動磨床的要小。另一個問題是非封閉式手動機床產生的硬質合金切屑形成的臟污問題。最重要的是,手動磨床依賴於操作員的熟練技能,而這點如今已經成為一種越來越稀缺的資源。
最後一點,手動磨削的時間要比CNC磨削的長得多。表1中的數據是一個汽車廠家提供的,其中對手動和CNC刀具磨削時間進行了比較。隨著刀具幾何形狀變得更複雜,磨削時間會大幅增加。
外協牽涉到的一個問題是缺乏靈活性。例如,如果加工廠採用的刀具具有特殊的幾何結構,或者參與了需要快速解決刀具特徵的開發工作,有可能會遇到非常長的重磨時間。此外,加工廠對外協刀具重磨質量可控性很小。在外協過程中,由重磨廠確定各個項目的時間安排,因此加工廠很可能會發現自己待重磨的刀具排到了長長一列隊伍的最後。而進行內部磨削的加工廠卻可以對優先性及重磨刀具的時間安排加以控制。
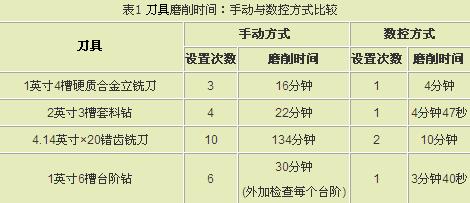
刀具磨削時間:手動與數控方式比較