一 夾具庫的建立
先用CATIA創建夾具庫零件的的三維模型,模型建立要將一些設計參數體現出來,使之能快速直接的驅動設計結果。數模建好以後,挑選典型尺寸,由於零件尺寸參數一般很很多,所以將尺寸分為關鍵的尺寸和輔助的尺寸,關鍵尺寸是可影響到設計結果的主要幾個尺寸,標準件數據具有系列化的特點,目前的參數化實體建模CAD軟體大多給出了組織實現的方法——表驅動模型技術。即在CAD系統中允許利用“表格驅動”的方式來建立實體模型,從而實現系列化零件在系統內部的構建及組織,一次建模,多系列選用。CATIA V5版本中提供的catalog模塊便可用來方便的實現此類功能。在建庫中,可利用建模功能建立各種標準件的參數化實體模型,而後利用Catalog模塊所提供的功能,將模型的尺寸參數與參數表——可以是文本文件、也可以是由微軟公司的Excel建立的表格文件——相互關聯,實現系列化數據的組織與模型驅動。
在CATIA V5 下夾具庫的建立,可分二個階段進行,一是參數化建模,二是利用Catalog 進行夾具庫的集成。具體使用了CATIA的Formula、F(X)、Design Catalog和Table等功能。
本設計夾具庫的分為六大類:螺栓、螺母、墊圈、鍵、銷,和非標準夾具(壓板,工裝)五大類。雖然夾具庫各個層次類別都有各自獨有的特點,但基於特徵建模過程,它們有很多可以借鑒的共同點。本章將通過對螺栓,非標準件等各大類中的典型零件建模過程的解釋來說明其它類標準件的主要建模過程。最終通過完善Excel表格,自動生成強大的夾具庫。
1.1 六角自鎖螺母的建庫過程
1.1.1六角自鎖螺母的參數化建模
以GB1337-89六角自鎖螺母為例,進行標準件參數化建模演示。
建立一個六角自鎖螺母的零件,作為該零件系的母體,其它規格的零件通過變化已設定參數自動進行生成,利用了參數驅動模型的原理。具體步驟如下:
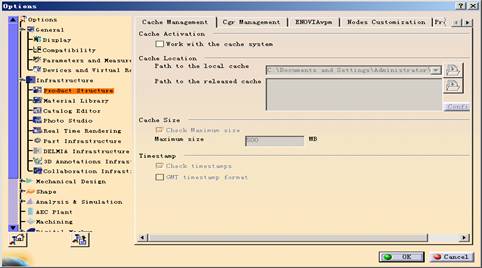
1)啟動CATIA V5,在TOOL>>OPTIONS 中進行顯示參數、參量等設計如圖1-1。
圖1-1
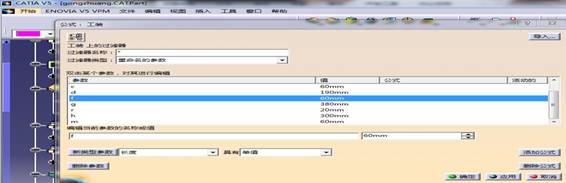
2)創建一個Part。選取某一規格的GB1337-89六角自鎖螺母關鍵尺寸,利用F(X)對照GB1337-89六角自鎖螺母標準中尺寸命名創建參量,並填入對應的尺寸參數,如圖1-2。
圖1-2
3)選取XY 平面,繪製如圖3的草圖,並標註一個六角自鎖螺母六角頭的關鍵尺寸,利用Formula 創建與參量的公式關係。見圖3-3。
圖1-3
4)按步驟3)創建其它幾何要素並與已創建參量建立公式關係。
5)利用EXECL創建六角自鎖螺母各關鍵尺寸參數表。如圖1-4。
圖1-4
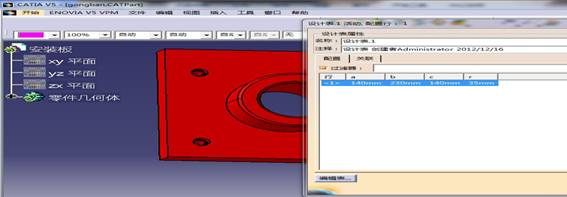
6)單擊Design Table 圖示,在指定的目錄下選擇步驟5)所創建的六角自鎖螺母各關鍵尺寸參數表。由於參量名一致,選擇自動匹配參量,完成Design Table 鏈接。如圖1-5。
圖1-5
7)保存六角自鎖螺母模型,文件名要規範化,到此已完成了標準件參數化建模過程。
1.2.2 六角自鎖螺母的集成
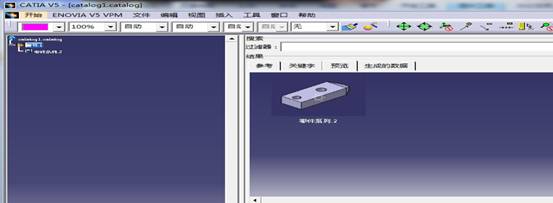
1)創建Catalog Document,並進行規範的命名。如圖1-6。
圖1-6
2)對上述Catalog Document進行保存,到此,為標準件系的創立了三種類型的文件,要規範這三種文件的命名和存貯路徑,為標準庫做好準備。
3)創建各級Catalog Document,對已創建的Catalog Document 進行集成。
圖1-7
1.3.4 六角螺母的調用
選取CATIA V5 裝配設計模塊(Assembly Design)的工具條上有Catalog Browser 圖標,亦可選擇菜單中TOOL 中的Catalog Browser,如圖1-8 所示:
圖1-8
在彈出窗口中點取Browse another Catalog 圖標,打開標準件庫所在的網路伺服器(\\NETAPP \標準件庫v5)或本地硬碟的目錄下的STD.Catalog 文件,即進入准件庫窗口見圖1-9:
圖1-9
方法二:
CATIA V5 窗口內打開下拉式菜單FILE Open, 打開標準件庫所在的網路伺服器(\\NETAPP \標準件庫v5)或本地硬碟的目錄下的STD.Catalog 文件,即進入標準件庫窗口見圖1-10:
註:該方法是通過進入Catalog edit 功能模塊來完成調用的,缺點是運行慢,優點是窗口左側區顯示了標準件庫的結構樹,便於宏觀上對標準件進行類別查找。
圖1-10
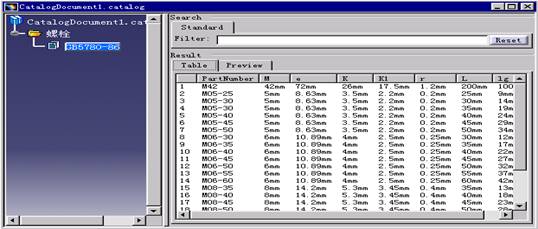
打開左邊窗口中的目錄樹,即呈現各類型各規格的標準件信息,見圖1-11:
其中各箭頭所指區域分別為:
(1)目錄樹窗口
通過點取樹狀分支節點的“+”號或者雙擊各類別的名稱依次打開各分支,此窗口支持滑鼠中鍵的移動和縮放操作,使用者可以調整此窗口和文字至合適的大小。
(2)Table 和Preview 窗口的切換標籤
Table 窗口顯示的是所選零件種類的參數列表。
Preview 窗口顯示的是所選零件的預覽窗口。
(3)查詢窗口
在此處可以實現對所選零件規格的查詢,具體方法見后。
(4)參數列表
此處列出此類零件的所有參數,其中PartNumber 列是此標準件調用到CATIA 的裝配設計窗口后在結構樹上顯示的名稱,包括中文名稱、標準號、規格尺寸。PartName 列顯示的是此標準件在CATIA 裝配設計過程中保存為獨立的.CATPart 文件時的文件名稱,一般包括英文名稱、標準號和規格尺寸。
(5)圖標
可以實現不同類別零件的簡單預覽。
圖1-11
採用“方法一”,選擇具體某一標準件見圖1-12:
圖1-12
1.2六角頭螺栓庫的建立
下面我們以GB5780-86六角頭螺栓為例,建立六角頭螺栓標準件庫。首先,我們需要建立一個六角頭螺栓的零件,它將作為我們標準件庫的母版,其他的同類零件(此處的同類指結構相同、參數不同)只是改變母版零件的相應參數而已。
(1) 啟動CATIA V5,創建一個新的Part。
(2)選取YZ平面,繪製如圖3-13的草圖,並標註四個尺寸,這些尺寸是螺栓六角頭的關鍵尺寸,將來我們就是通過賦予對應這些尺寸的內置變數不同的數值而得到不同的零件。
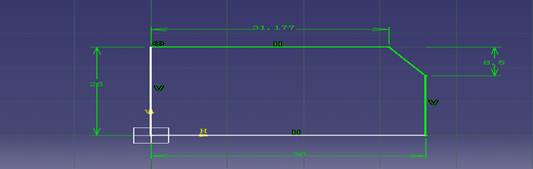
圖1-13 六角頭的初始草圖
1.利用剛建立的草圖建立一個旋轉體。
2.拾取旋轉體的頂部作為草圖平面,拾取旋轉體直徑較大的邊作為參考幾何(先選中Project 3D Elements,然後選中Construction/Standard Element,再選擇幾何元素,如圖1-14),選中Geometrical Constraints(如圖1-15),繪製正六邊形,正六邊形的六個頂點在參考圓上,然後再繪製一個直徑較大的圓,結果如圖1-16所示。
圖1-14選取參考幾何
圖1-15 選中使用幾何約束 圖1-16 最終草圖
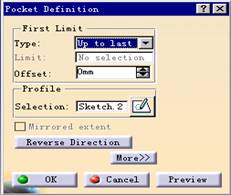
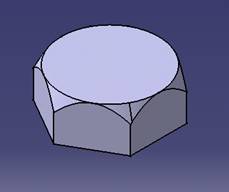
1.用剛創建的草圖對原實體作切槽操作,類型為Up to last。即得到六角頭的螺栓頭。
圖1-17 設定切槽參數 圖1-18 六角頭的螺栓頭
1.螺桿部分,採用拉伸兩個圓柱來得到光桿和螺紋部分。兩個草圖圓均需要標註圓的直徑以便以後用尺寸來驅動。
2.螺栓頭部和螺桿連接處倒圓角,零件創建完畢。
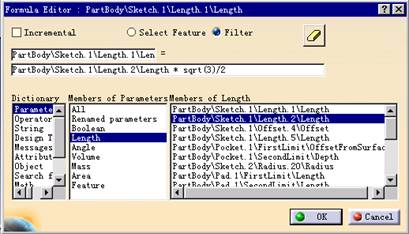
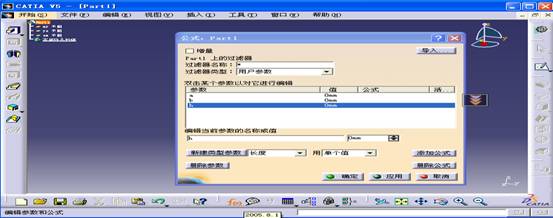
3.單擊Formula圖標,創建七個新的Length變數:M、e、K、K1、L、lg、r。默認值根據機械手冊設為六角頭螺栓中的任意一組值,例如:42,72,26,17。5,200,100,1.2。
(1)篩選出Length變數,分別設置公式如下:
PartBody\Sketch.1\Length.1\Length= PartBody\Sketch.1\Length.2\Length*sqrt(3)/2
PartBody\Sketch.1\Length.2\Length=e/2
PartBody\Sketch.1\Offset.4\Offse=K-K1
PartBody\Sketch.1\Length.5\Length=K
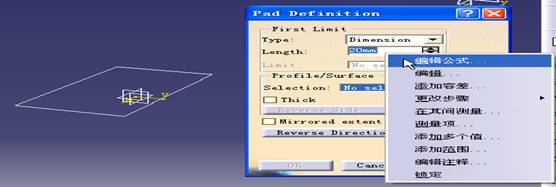
PartBody\Pad.1\FirstLimit\Length=L-lg
PartBody\Pad.2\FirstLimit\Length=lg
PartBody\Sketch.4\Radius.22\Radius=M/2
PartBody\Sketch.3\Radius.21\Radius=M/2-0.2mm
PartBody\EdgeFillet.1\CstEdgeRibbon.1\Radius=r
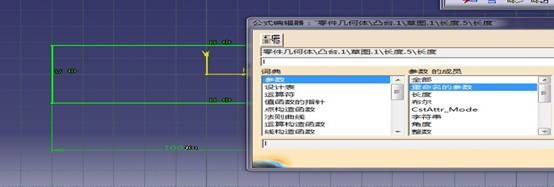
創建公式時,可以使用公式嚮導,選擇相應變數,加上適當的表達式,如圖1-19所示。
圖1-19 使用嚮導創建公式
(2)單擊Design Table圖標,選擇使用當前的參數變數創建設計表,在隨後彈出的對話框中篩選出用戶定義變數,並將它們導入到右邊的框中。單擊OK,選擇設計表保存位置並保存。
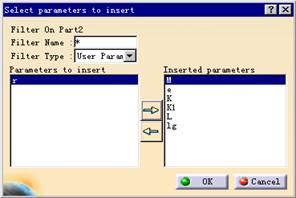
圖1-20 選擇創建設計表的參數
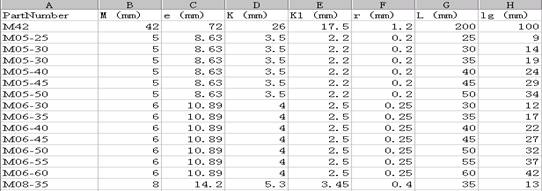
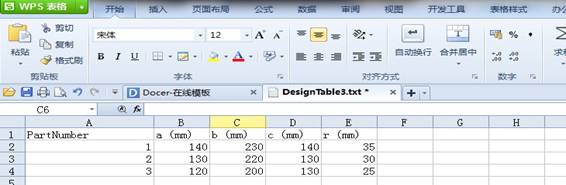
(3)隨後彈出對話框中,單擊編輯表按鈕,顯示設計表,在表裡插入PartNumber欄位,並根據機械設計手冊添加記錄,最後的表格如圖1-21所示。
圖1-21 最終的Excel設計表
(4)保存並關閉表格,單擊OK關閉設計表對話框。保存零件文件為GB5780-86.CATPart。
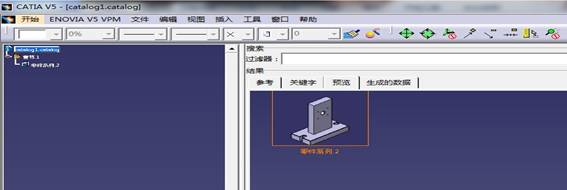
(5)創建一個新的Catalog Document文件,重命名Chapter.1為“螺栓”,選擇Insert->Add Part Family…命令,單擊Select Document按鈕,選擇剛剛保存的GB5780-86.CATPart文件,單擊OK。此時的屏幕如圖1-22所示。
圖1-22 零件族創建完畢的屏幕顯示
(6)保存文件為bolt.Catalog。
(7)新建一個裝配文件,單擊Catalog Browser圖標,使用

圖標訪問剛剛創建的bolt.Catalog文件,瀏覽器顯示如下圖:
圖1-23 Catalog 瀏覽器
(8)選中其中一項,單擊右鍵,選擇Copy,再選擇特徵樹上的Product1或其他子裝配,即可在裝配環境中插入標準件。
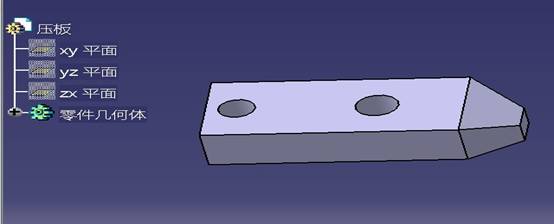
1.3 壓板庫建立
壓板庫的建立:
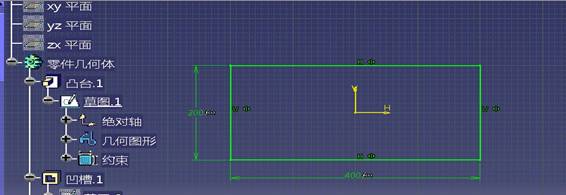
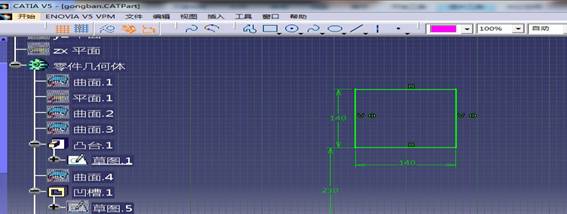
1.使用公式命令創建三個參數a、b、h作為壓板的長、寬和高。
2.選擇XY平面,進入草圖工作台,繪草圖並標註。
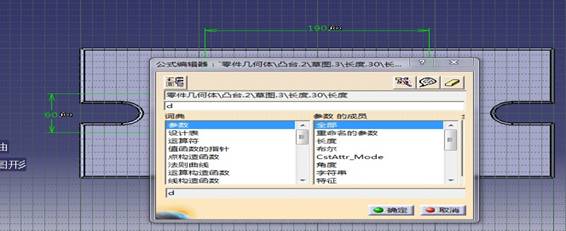
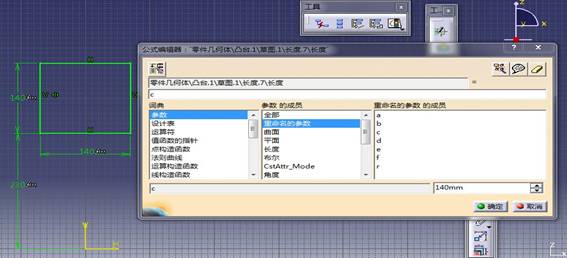
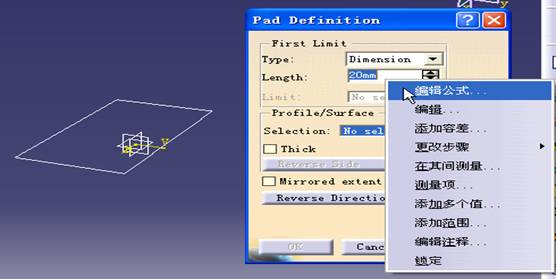
3.右擊尺寸選擇編輯公式操作。再彈出的公式編輯器中指定尺寸對應的參數,並賦值。
4.確定后推出草圖進行拉伸操作,編輯拉伸長度參數同上一步驟。
5.完成壓板實體的創建
6.點擊設計表

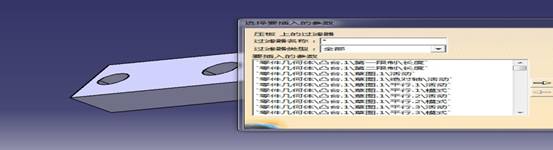
操作,如圖,確定。
7.彈出“選擇要插入的參數”對話框,插入壓板參數,確定。
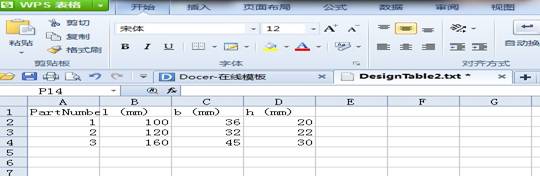
8.出現配置設計表對話框,選擇編輯表操作,啟動Excel。
9.如下圖插入一項PartNumber(必需),並給出編號,保存並退出。
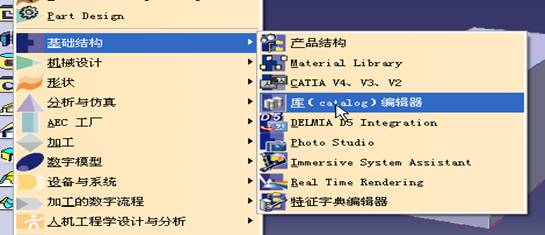
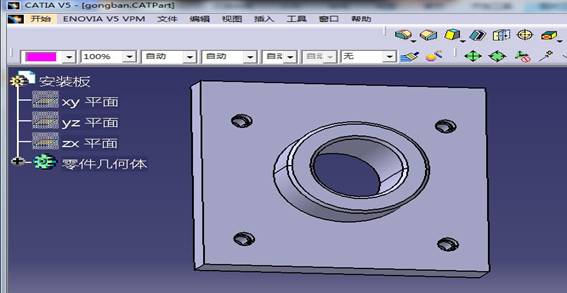
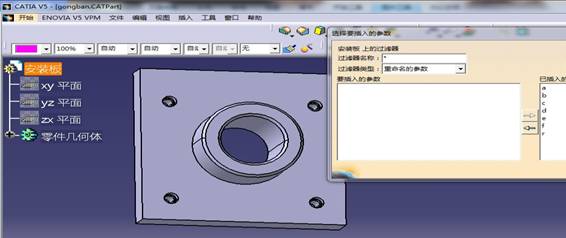
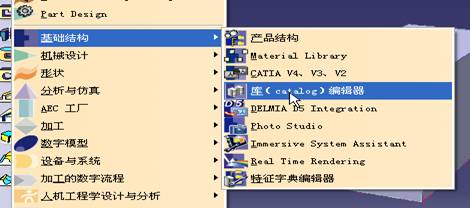
10.保存模型數據後退出零件設計模塊,進入庫編輯器模塊,如下圖。
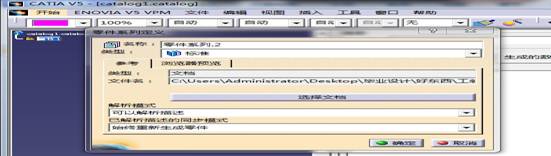
11.選擇添加零部件系列命令,在零部件定義對話框上選擇文檔為上面創建的壓板模型文件,並確定。
12.系統根據Excel表參數創建包含一系列的同形零件,保存後作為Catalog(庫)輸出。
13.然後裝配環境下即可調用該庫。
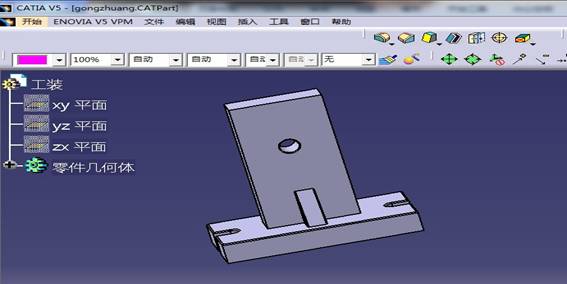
1.4 工裝夾具庫的建立
1.使用公式命令創建重要的參數
2.選擇合適平面,進入草圖工作台,繪草圖並標註。
3.右擊尺寸選擇編輯公式操作。再彈出的公式編輯器中指定尺寸對應的參數,並賦值。
4.確定后推出草圖進行拉伸,開槽等操作,編輯長度參數同上一步驟。
5.完成工裝實體的創建
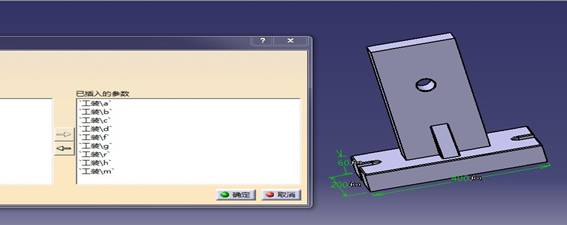
6.點擊設計表
操作,如圖,確定。
7.彈出“選擇要插入的參數”對話框,插入工裝參數,確定。
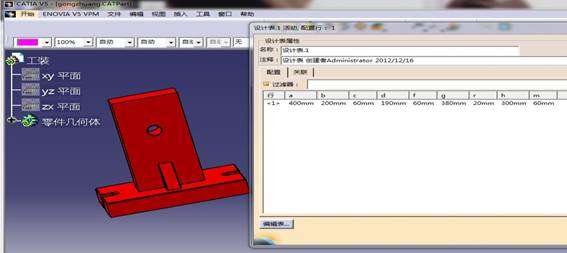
8.出現配置設計表對話框,選擇編輯表操作,啟動Excel。
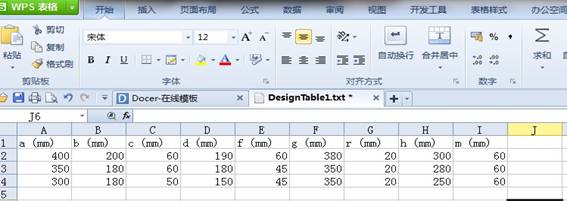
9.編輯表格,如下圖插入一項PartNumber(必需),並給出編號,保存並退出。
10.保存模型數據後退出零件設計模塊,進入庫編輯器模塊,如下圖:

、
11.選擇添加零部件系列命令,在零部件定義對話框上選擇文檔為上面創建的工裝模型文件,並確定。
12.系統根據Excel表參數創建包含一系列的同形零件,保存後作為Catalog(庫)輸出。
然後裝配環境下即可調用該庫。
1.5 安裝定位板庫的建立
定位安裝板建立:
1.使用公式命令創建安裝定位板的多個參數。
2.選擇XY平面,進入草圖工作台,繪草圖並標註。
3.右擊尺寸選擇編輯公式操作。再彈出的公式編輯器中指定尺寸對應的參數,並賦值。
4.確定后推出草圖進行拉伸操作,編輯拉伸長度參數同上一步驟。
5.完成點位安裝板實體的創建
6.點擊設計表
操作,如圖,確定。
7.彈出“選擇要插入的參數”對話框,插入點位安裝參數,確定。
8.出現配置設計表對話框,選擇編輯表操作,啟動Excel。
9.如下圖插入一項PartNumber(必需),並給出編號,保存並退出。
10.保存模型數據後退出零件設計模塊,進入庫編輯器模塊,如下圖。
11.選擇添加零部件系列命令,在零部件定義對話框上選擇文檔為上面創建的定位安裝板的模型文件,並確定。
12.系統根據Excel表參數創建包含一系列的同形零件,保存後作為Catalog(庫)輸出。
然後裝配環境下即可調用該庫。
1.6 調用標準件庫
有兩種方法可以實現對特定規格標準件的正確調用
方法一:
在圖3-23或圖3-24的Table窗口中選中需要的尺寸規格,點滑鼠右鍵,在彈出式窗口中選Copy然後,切換到CATIA裝配窗口,在Specification Tree 的Product1 上點滑鼠右鍵paste,如圖13 所示。
圖1-23
至此,此標準件已被CATIA 所調用。如圖3-25 所示。
圖1-25
方法二:
左上方窗口的圖標處按下滑鼠左鍵,不鬆開,然後拖拽到CATIA 裝配窗口Specification Tree 的Product1 處,鬆開左鍵。見圖1-26。
圖1-26
或者在圖3-23的Preview 窗口實現上述的操作,如圖3-27所示。
圖1-27
規格的查詢
當某類標準件有著數量較大的規格時,利用查詢功能得到滿足要求的特定零件是比較有用的方法。
舉例來說,當我們打開標準件號為HB(5592-5594)-81 這一類零件時,如圖3-28所示,它的參數列表中有R(mm)、L(mm)、l(mm)等參數,我們需要找出L(mm)=24mm的所有規格,則可在Filter 輸入框中輸入:x.L==24mm然後回車。其查詢結果顯示在Table 窗口中,見圖3-29。注意:在表達式中,每個關鍵字前必須有“x.”,並且注意關鍵字的大小寫。
圖1-29
圖1-30
當我們要對字元類型的關鍵字進行查詢時,採用下面的方式:
x.PartNumber=="HB5592-5594-80-8x12.5"
查詢條件也可以是讓不同的關鍵字滿足一定的條件,如:
x.R>=x.l-10mm
即R大於或等於l減去10mm。
結果如圖3-31所示。
圖1-31
不同的表達式也可以由邏輯運算符號連接,
如下所示
(x.DIAMETER<=4)AND(x.TYPE=="FHC")
由算術運算符號連接的表達式,
如下所示
(x.DIAMETER + x.LENGTH)>=10mm
下面的表達式給出的是R 和l 中的最小值大於或等於10mm 例子,
如下:
min(x.R,x.l)>=10mm
結果見圖3-32。
如果僅需查詢字元串類型參數中包含的特定字元串,可以使用下面的表達式
x.PartNumber.Search("10x18")>=0mm
結果見圖1-33。
任何時候按Reset 鍵,都可以顯示完整的參數列表。
圖1-32
圖1-33
1.7 出錯與處理方法
在使用過程中如出現文件不能被正確調用,或調用之後相關的尺寸參數不正確,應對的處理方法一般情況下主要有兩鍾錯誤有可能會出現:
調出的標準件的名稱和大小不會自動調整,此時請通過打開Tools-Options,在彈出的CATIA 設定窗口中,打開Mechanical,Design—Part Design—Display 窗口中的Parameters 和Relations 兩個選項。然後展開調入的零件,在它的Relations 分支下,雙擊DesignTable,在彈出的窗口中選擇需要的規格,按OK,關閉窗口,然後就可以將DesignTable 分支從結構樹上刪除。
調入標準件的裝配件在保存時提示文件名稱中有不合法的字元
此時可以通過雙擊調入的標準件分支,然後Save As, 給出一個正確的名稱即可,標準件在調入時出錯此時可以通過在Catalog browser窗口中對應的零件上點滑鼠右鍵—open Document,打開此零件,修改它的DesignTable,然後將此零件拖拽或拷貝到裝配件上。
二 運用夾具庫快速設計工裝夾具
在CATTA環境下,運用專用夾具標準件庫組裝夾具的流程簡要介紹如下:設計人員通過對零件幾何形狀及工藝信息的分析,制定出定位和夾緊方案,以工件的定位基面為設計基準,並通過已建立的夾具標準元件庫檢索出所需的定位和夾緊元件,插入到指定位置。一些特殊的元件,則可根據已有的信息進行設計。定位、夾緊元件放置后,可在CATIA的裝配(Asscmbly Design)環境下根據定位、夾緊元件設計出輔助件和支承件,並用布爾運算確定定位元件和夾緊元件在輔助件和支承件上的裝配位置,然後在零件設計(Part Design)環境下對輔助件、支承件等進行細節設計。
2.1 CATIA V5 R20設置
1.進入CATIA V5 R20 的用戶環境設置,進入opotions如下圖4-1
圖2-1
2.2 CATIA V5 R20 傳動桿夾具設計步驟
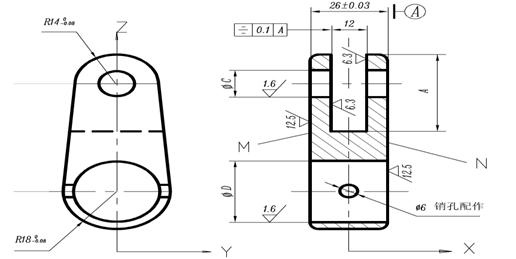
1.產品零件圖
圖2-2
2.產品的重點技術要求分析
工件名稱為傳力桿,是一鑄件,本道工序銑削加工寬12mm的直通槽,設計銑床專用夾具是手動的。
工件已加工過的大小孔徑分別為Φ11

mm和Φ24

mm,兩孔中心距為 42±0.02 mm,厚度為26

mm。
在處理直通槽時,槽的表面粗糙度和尺寸精度要求不高,由銑床加工的銑刀直接可達到要求,槽的寬度由刀具的寬度尺寸保證,槽的深度尺寸和位置精度由設計的機床夾具來保證。槽的位置有兩方面要求:
2.2.1、加工槽的寬度為12mm,且兩個側面相對於中心面A對稱度為0.1mm;
2.2.2、加工槽的深度為32±0.2mm。
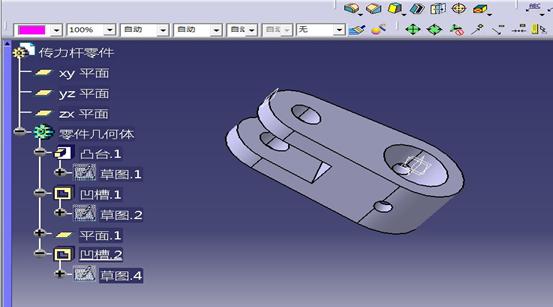
3.根據以上分析,利用CATIA 軟體對零件進行三維建模,如下圖2-3:
圖2-3
4.夾具設計方案確定
為了滿足加工直通槽兩側面相對於中心對稱要求,特別需制約工件X、Y、三個方向旋轉自由度;據加工槽寬度和深度設計要求,需要限制工件X、Z方向移動自由度。但考慮到加工時工件定位的穩定性,可以將六個不定度全部限制。
工件對中心面對稱,要實現加工槽兩側面對中心對稱的要求,且根據基準重合的原則應選A面試及不存在,故可選工件的兩側面M或N的任一面作為定位基準,限制三個不定自由度,此為第一位基準。
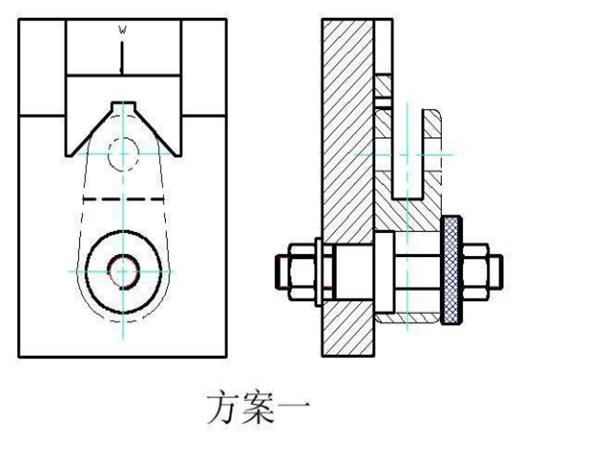
方案一:如下圖所示,孔020及01為第二和第三定位基準,通過固定圓柱銷及V形塊實現定位:
方案二;如下圖所示,可以選擇孔02及01為第二和第三定位基準,通過圖中所示的固定圓柱銷及菱形銷實現定位。
經分析,第一種方案以圓柱和V形塊組合定位時,要受到外圓加工精度的影響,由於外圓表面是毛坯鑄件不能保證工件的加工要求,加上V形塊比較薄且夾住工件一邊,不易加緊。所以採用第二種方案,即以孔001及02為第二和第三定位基準,對面孔採用固定式圓柱銷及菱形銷定位,此方案實現了工件的完全定位,無重複定位,方案可取。
1.基準面的選擇、夾具體方式的確定選擇孔01及02為第二和第三定位基準
2.定位方式及元件選擇:用固定式圓柱銷及菱形銷實現定位
3.加緊方式及元件選擇:對此工件的銑削加工,我們所採用的
是一面和兩個定位銷的原理,而且我們擬定採用的是手動夾緊,為了節約成本我們採用一個壓塊,一個螺母對其壓緊,夾緊方案的初步確定如下圖所示(局部圖);
根據工件上大孔的尺寸、菱形銷、螺桿的尺寸大小,我們選用M10 的壓緊螺母,對塊的尺寸我們擬定為厚度5mm,直徑位35mm。
計算切削力
刀具:高速鋼直齒三面刃銑刀。 D=80mm. Z=18
=2448N
校核定位銷:
根據公式:
可知直徑為10mm的螺桿和m10的螺母能滿足夾緊力的要求。
夾緊力:由於工作狀態原因,切削力與夾緊力在空間上是相互垂直的。螺母提供的夾緊力足以夾緊,故無須驗算。
5. CATIA裝配夾具
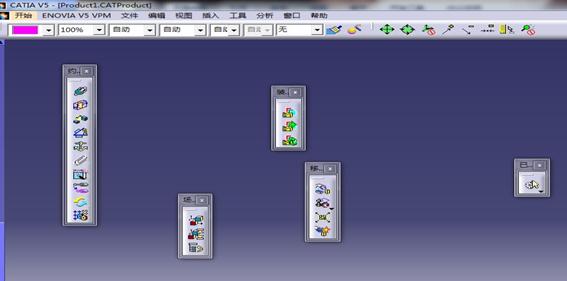
進入CATIA 裝配模塊,開始--機械設設計—裝配設計,進入裝配工裝台,如圖1-4。
圖1-4
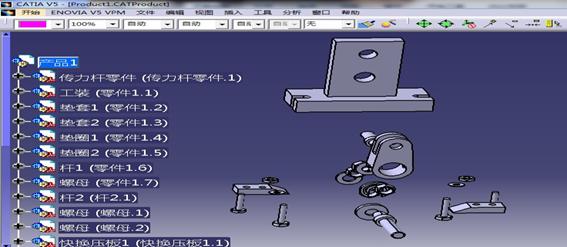
6.調用夾具庫添加相關夾具零件,如圖4-5。
圖1-5
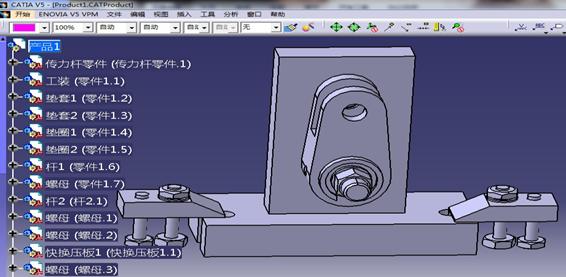
7.按照約束條件,完成夾具的裝配,如圖1-6。
圖1-6
8.主要零件設計說明
(1)夾具體
在夾具體設計方面,我採用了一個直角塊,背面加加強筋,以達到足夠的強度,來進行大體上的定位,而且要設置導引裝置,對各個面的要求見零件圖,夾具體通過安裝夾具體上的定向鍵進而與銑床的工作台連接,從而實現對夾具的固定。
此夾具在有加強筋的情況下,具有足夠的剛度與強度,安放穩定,工藝性好,實用安全。
(2)定位元件
採用壓塊、短銷、菱形銷、螺桿、螺母、定位鍵
(3)其他機構主體
(4)夾緊器件
我擬定採用的是手動夾緊,為了節約成本,我採用一個壓塊,一個螺母對其壓緊
9.定位誤差的分析與計算
現選取工件上兩孔與兩定位銷的配合均為H7/g6,則圓柱銷的直徑尺寸為Φ11

mm,菱形銷的圓弧部分直徑尺寸為Φ24

mm,b=5mm,B=d-3=24mm。圓柱銷與菱形銷之間的中心距為42±0.02 mm。
工件在夾具中定位產生的定位誤差,其值應控制在工件相對尺寸或位置公差的1/3-1/5,為此需對每一項工序加工要求逐一進行分析。
9.1對加工槽深尺寸A進行分析
加工槽的深度尺寸的工序基準為工件小孔外圓面的上母線,定位基準為圓柱銷中心線,則

定位(A)=
位置+
不重 =0.035+0.04=0.075mm
因
定位(A)值小於工序尺寸公差值(0.6mm)的1/5,故能滿足工序加工要求。
9.2對加工槽兩側面對中心面A對稱度進行分析
加工槽的位置精度—對稱度的工序基準是中心面A,而定位基準為第一基準平面,這裡忽略基準的位移誤差,則
定位(對稱度)=
位置+
不重=0+0.03=0.03mm
因
定位(對稱度)值小於工序位置精度要求的公差值(0.1mm)的1/3,故能滿足工序加工要求。