韋建軍
摘 要:介紹了TF21350 全自動離心機氣動系統,系統較好地結合了該離心機的生產工況,工藝特點,設計較為簡潔、實用。
關鍵詞:離心機;氣動系統;設計
1 引言
「TF21350 全自動離心機研究開發」是廣西區科委1998 年科技開發重點項目( 合同編號: 桂科新9810001) ,作者負責TF21350 全自動離心機氣動系統的設計與調試工作。現結合該離心機的生產工況,工藝及動作要求,可靠性、安全性、經濟性等因素,介紹其氣動系統迴路設計,元器件的選擇等方面的一些特點。
2 TF21350 全自動離心機的生產循環和動作特點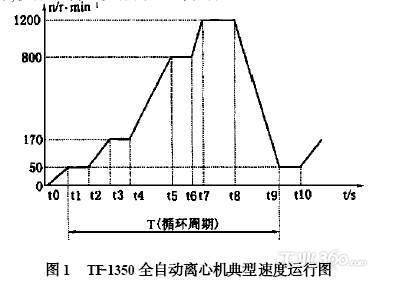
TF21350 全自動離心機採用PLC 控制,直流電機驅動,可逆變直流無級調速的形式。PLC 接受現場主令信號和速度檢測單元、位置感測器等送來的信號,經邏輯判斷,然後按編製好的工藝程序發出指令,控制電機的轉速及各執行器,實現全自動循環操作。圖1 為機器的典型速度運行圖。
由圖1 可見在不同時間段電機達到不同的工藝速度,機器執行和完成不同的動作。
1) t0~t2 ,系統起動,電機轉速加速到自動循環的最低速度即卸料速度50 r/ min ,正常連續循環后如t0~t1 段的起動過程不再重複。
2) t2~t4 ,電機轉速由50 r/ min 加速到加料速度170 r/ min ,並在t3~t4 階段由氣缸驅動進料門啟閉完成進料動作。進料門氣缸要求能在其行程的任意位置(通過調節感測器位置來實現) 停留,以控制進料門的開度而達到控制進料速度的目的。此時,氣缸驅動防滴門置於開啟狀態,進料量探測器由氣缸驅動置於測量位置,料滿後置於複位位置。蜜水分離機構由氣缸置位為「原蜜」收集狀態(離心機在完成生產循環過程中有2 種不同含糖量的蜜汁需要收集,水洗前分離出的為較高含糖量的原蜜,蜜水分離機構由氣缸置位為「原蜜」收集狀態。水洗後分離出的為較低含糖量的洗蜜。蜜水分離機構置位於「洗蜜」收集狀態) 。
3) t4~t6 ,電機轉速由170 r/ min 加速到水洗速度800 r/ min。在t5~t6 階段完成水洗動作,此時蜜水分離機構由氣缸置位變為「洗蜜」收集狀態。
4) t6~t8 ,水洗完成後,電機轉速加速到分離速度1200 r/ min。此時,氣缸驅動防滴門置於關閉狀態,防止白砂糖的色值因蜜水滴漏而超標。
5) t8~t10 ,電機在1200 r/ min 轉速下完成分離動作后,減速到卸料速度50 r/ min。在50 r/ min 轉速下由氣缸驅動完成卸糖動作:卸糖罩提升,露出卸糖口,卸糖鏟轉動,徑向切刃沿篩籃徑向鏟糖,卸糖鏟轉動到位后停留2 s 左右(以保證徑向鏟糖能鏟完整個圓周)下行,由軸向切刃鏟糖。卸糖完畢后,卸糖鏟上行,轉出,卸糖罩放下而實現卸糖機構複位。蜜水分離機構亦複位「原蜜」狀態,機器進入下一個循環。
由於TF21350 全自動離心機採用可逆變直流無級調速的拖動形式,速度控制特性好,正常循環時無需機械剎車,因此氣缸驅動的機械剎車系統僅在異常情況時動作。
3 氣動系統的設計及特點
由於TF21350 全自動離心機採用PLC 控制,氣動系統中氣缸動作邏輯關係可由軟體完成,氣動系統設計力求簡單、可靠而實用。為保證機器的安全性能,在進行氣動系統迴路設計、元器件選擇方面結合機器的生產工況,工藝特點進行了優化。圖2 為TF21350 全自動離心機氣動系統的原理圖。
該氣動系統迴路及元器件的特點主要是:
1) 每個由氣缸驅動的機構動作的起止位置安裝有接近開關,PLC 根據這些接近開關的信號來監控機構的位置及動作的完成情況。
2) 供氣口安裝了氣壓感測器、單向閥和蓄氣罐,機器在供氣中斷或壓力不足時,電控系統根據壓力感測器發出的信號令機器複位,蓄氣罐內的壓縮空氣能保證機器完成必要的複位循環或複位動作,避免出現漏糖、糖膏滯留等具有破壞性的情況。
3) 防滴門氣缸、進料門氣缸、進料探測器氣缸、卸糖閥氣缸、糖鏟轉動氣缸、蜜水分離氣缸、剎車氣缸等均採用常用的排氣節流調速。而卸糖鏟升降氣缸則採用進氣節流調速,主要是考慮到卸糖時的動作特點:首先,卸糖鏟轉動,轉動到位后停留2 s 然後卸糖鏟下行,如果採用排氣節流調速,因節流閥節流關係建立的滯后性,氣缸下行時會出現在開始一小段行程有快速前沖的現象,導致卸糖不幹凈(卸糖鏟僅切出一條螺旋槽) 。採用進氣節流調速則能可靠控制糖鏟開始下行時的運動速度。同時,鏟升降氣缸的控制閥V7 的供氣取自卸糖罩控制閥V5 的輸出口,從氣動方面保證了僅在卸糖罩開啟后卸糖鏟升降才能動作。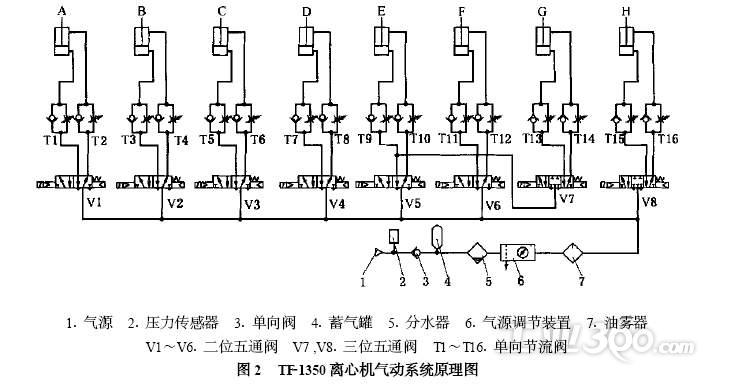
4) 氣動元件的選用充分考慮了製糖工藝過程中糖膏腐蝕性強的特點,所有氣缸選用鋁合金型,所有氣閥均採用金屬密封型。對於僅有2 個動作狀態的機構(蜜水分離,防滴門,進料探測,剎車,鏟轉動,卸糖罩) ,為減少PLC 輸出點數,其氣缸的控制閥採用彈簧複位、單電磁鐵的2 位氣閥。而進料及糖鏟升降機構,由於要求機構能在行程的任意位置停留,因此選用雙電磁鐵、中位封閉式的三位氣閥。氣閥選用日本SMC 公司VFS 系列產品,採用板式結構,全部安裝在同一匯流板上,簡潔、可靠。
4 結束語
TF21350 全自動離心機研製獲得了成功,在某糖廠進行兩個榨季生產(測試) 運行。其氣動系統的運行靈活可靠,故障率低,實踐證明該氣動系統設計是成功的。