由於PLC具有很高的可靠性和極大的應用靈活性,用它來替代傳統的繼電接觸控制系統巳成為必然。大量採用傳統繼電一接觸控制系統的設備通過改造更新,成為PLC控制的自動化系統,而且具有改造成本低、周期短和可靠性高等特點。本文介紹雙面單工位液壓傳動組合機床PLC控制系統的設計與應用。
一引言
可編程控制器(PLC)是以微處理機為基礎,綜合了計算機技術、自動控制技術和通信技術等現代科技而發展起來的一種新型工業自動控制裝置,其具有邏輯控制、計時、計數、數據處理、聯網與通信等強大功能,同時,由於PLC具有很高的可靠性和極大的應用靈活性,用它來替代傳統的繼電接觸控制系統巳成為必然。大量採用傳統繼電一接觸控制系統的設備通過改造更新,成為PLC控制的自動化系統,而且具有改造成本低、周期短和可靠性高等特點。正航電子CN-200系列PLC因結構緊湊,編程簡單方便,指令豐富,功能全面而得到廣大工程技術人員的喜愛,廣泛的應用於個中小型的自動控制系統中。本文介紹雙面單工位液壓傳動組合機床PLC控制系統的設計與應用。
二組合機床的運動及控制要求
組合機床指可同時進行多種或多處加工的機床,組合機床的加工動作常常是按預定的步驟安排的,類似於簡單的程序控制,這也正是PLC最擅長的。
雙面單工位液壓傳動組合機床採用三台電動機進行拖動,m1、m2為左右動力頭電動機,m3為冷卻泵電動機,其對應的控制交流接觸器分別為km1、km2、km3。sa1為左動力頭單獨調整開關,sa2為右動力頭單獨調整開關,通過它們可實現左、右動力頭的單獨調整。sa3為冷卻泵電動機工作選擇開關。該機床的左、右動力頭的工作循環如圖1所示,電磁鐵動作順序表見表1。
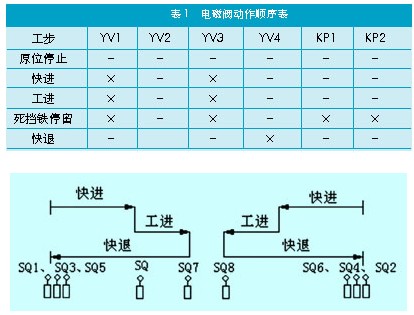
圖1動力頭的工作循環圖
由圖1和表1可知,組合機床為自動循環狀態時,按下啟動按鈕后,左、右動力頭電動機m1、m2同時旋轉,按下「快進」按鈕,電磁閥yv1、yv3通電,左、右動力頭快速進給並離開原位,行程開關sq1、sq2、sq5、sq6先複位,行程sq3、sq4后複位。當sq3、sq4複位后,在動力頭進給過程中,靠各自行程閥自動變快進為工進,同時壓下行程開關sq,冷卻泵電動機m3工作,供給冷卻液。當左動力頭加工完畢,將壓下sq7並頂在死擋鐵上,其油路油壓升高使kp1動作,當右動力頭加工完畢,將壓下sq8並使kp2動作,yv2、yv4將通電,同時yv1、yv3也將失電,左、右動力頭將快退。當左動力頭使sq複位后,冷卻泵電動機將停轉。左右動力頭快退至原位時,先壓下sq3、sq4,再壓下sq1、sq2、sq5、sq6,使動力頭電動機m1、m2斷電,同時yv2、yv4斷電,動力頭停止,機床循環結束。加工過程中,可隨時使左、右動力頭快退至原位停止。
三系統設計實現
(1)PLC自動控制系統的硬體設計
雙面單工位液壓傳動組合機床的控制系統首先應滿足上述工作循環的基本要求,再根據工作循環及控制需要的行程開關數目,加之按鈕、壓力繼電器、熱繼電器觸點所需的工作點數來選擇可編程式控制制器,
該PLC有21個輸入信號(4個按鈕、9個行程開關、3個熱繼電器動斷觸點、2個壓力繼電器觸點、3個轉換開關),則需佔用21個輸入點。在實際應用中,為節省PLC的點數,可適當改變輸人信號接線,如將sq8與kp2串聯後作為PLC的一個輸入信號,就能減少一個輸入點。這時PLC的輸入點數由21點減少至13點,這樣可以降低設備的成本,然而由於有些接點採用了串、並聯的形式輸入,可能降低輸入器件的可靠性和整個控制系統的可靠性。
可編程式控制制器輸出控制對象主要是控制電路中的執行器件,如接觸器、電磁閥等。雙面單工位液壓傳動組合機床中的執行器件有交流接觸器km1、km2、km3,電磁閥yv1、yv2、yv3、yv4,需佔用7個輸出點。依據它們的工作電壓,可設計出PLC的輸出口接線圖,由於接觸器與電磁閥線圈所加電壓的種類與高低不一樣,故必須佔用PLC的兩組輸出通道,並選擇繼電器輸出型的PLC。通過對機床PLC控制系統輸入、輸出電路的綜合分析,選用正航的CN-CPU224-AR可編程式控制制器實施該機床的控制,可基本滿足上述整體要求。
(2)PLC控制系統的軟體設計特點
PLC控制程序採用梯型圖編程完成,根據控制要求,設計出雙面單工位液壓傳動組合機床循環工作的PLC控制梯形圖。梯形圖中當組合機床處於自動循環位置時,I1.3、I1.4為接通狀態,按下啟動按鈕sb2,Q0.0、Q0.1接通,km1、km2線圈通電並自鎖,左、右動力頭電動機啟動旋轉。按下按鈕sb3,Q0.4、Q0.6接通,yv1、yv3通電,左、右動力頭快速進給並離開原位。在動力頭進給過程中,靠各自行程閥自動變快進為工進,同時壓下sq,Q0.2接通,km3線圈通電,冷卻泵電動機m3啟動。左動力頭加工完畢時壓下sq7並頂在死擋鐵上,油壓升高使kp1動作,Q0.5接通;右動力頭加工完時壓下sq8並使kp2動作,Q0.7接通,yv2、yv4將通電,同時yv1、yv3也將失電,左、右動力頭將快退。當左動力頭使sq複位后,Q0.2斷電,km3將失電,冷卻泵電動機將停轉。左右動力頭快退至原位時,壓下各行程開關,使Q0.0、Q0.1斷電,km1、km2線圈失電,使m1、m2停轉,同時yv2、yv4斷電,動力頭停止,機床循環結束。若按下sb4,Q0.3接通,可隨時使左、右動力頭快退至原位停止。另外,機床還設計了過載和短路保護。
四結束語
本文介紹了PLC控制組合機床運動控制的一種實現方法,該系統由於採用正航CN-200PLC應用於雙面單工位液壓傳動組合機床,完成機床的運動控制,充分發揮PLC可靠性高、調試方便和使用靈活等的優點,大大縮短產品的開發周期,降低設計成本,提高產品的可靠性,並且使生產效率增加。由於該系統設計合理,自投入運行以來一切正常。