1 引言
xa6132卧式萬能銑床是對工件進行特定加工的一種高效率、自動化的專用加工設備。原有的控制電路為繼電器、接觸器控制,其觸點多、線路複雜,使用多年後,故障率高、維修量大、維護不便、可靠性差、生產率低,並且不適應目前小批量、多品種、複雜零件的加工,為了充分利用機床,就需要對機床進行機電一體化改造。
2 設計思路
2.1 工藝要求
不變動原機床的控制操作,保留各按鈕、交流接觸器、行程開關、熱繼電器等。為保證安全起見,熱繼電器不接入plc輸入端,而直接接在plc的輸出端。
2.2 原機床的控制過程
主軸電機的控制:起動、停止、變速衝動;進給電機控制:圓工作台工作、工作台縱向進給、工作台橫向及垂直進給、工作台快速移動、工作台變速衝動;冷卻泵電機的起動控制;還有有關的保護、聯鎖控制:工作台的各運動方向的極限位置保護、各運動方向的聯鎖控制等。
2.3 根據xa6132卧式萬能銑床的繼電器控制電路圖,可知共有按鈕6個,轉換開關4個,限位開關6個,交流接觸器4個,電磁離合器3個,中間繼電器1個,合計輸入點數16點,輸出點數8點。總內存字數要求較少,因此,選用西門子公司的s7-200系列的主控模塊cpu226。
3 系統設計
3.1 系統硬體設計
3.1.1 編製i/o分配表(表1)
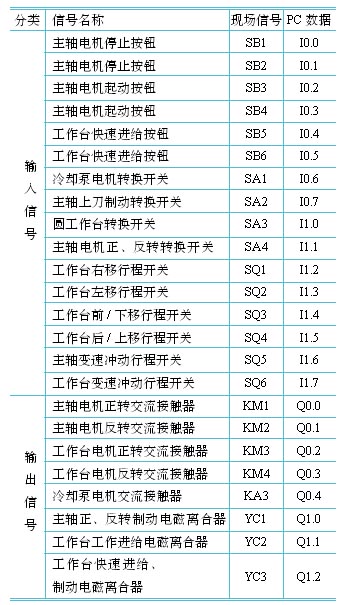
表1 i/o分配表
3.1.2 繪製i/o接線圖
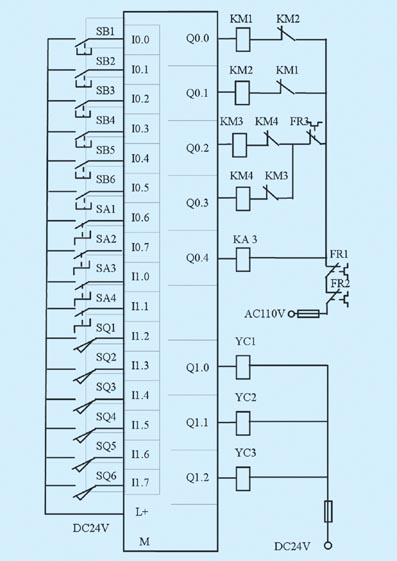
圖1 i/o接線圖
3.2 系統軟體設計
藉助機床原有的繼電器控制電路圖,進行plc程序設計,繪製梯形圖(見圖2)。
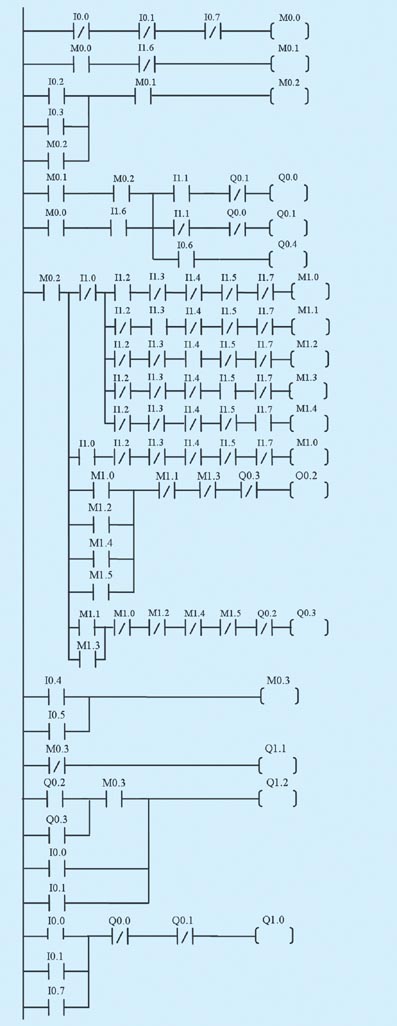
圖2 plc程序設計梯形圖
4 調試過程
4.1 主軸電動機控制電路調試
先置開關sa4為正洗位(或反洗位),按動電動機起動按鈕sb3(或sb4),輸出端q0.0(或q0.1)指示燈亮,交流接觸器km1(或km2)得電動作,m1電動機正轉(反轉)。
停車時,按動按鈕sb1(或sb2),輸出端q0.0(或q0.1)指示燈滅,km1(或km2)斷電,q1.0端燈亮,yc1得電、m1電機制動停止。
在主軸上刀換刀前,將sa2扳到「接通」位置,此時輸出只有yc1得電,主軸處於制動狀態,不能旋轉,確保人身安全,上刀結束后,再將sa2扳至「斷開」位置,為主軸電動機起動作準備。
主軸變速衝動由sq5控制,通過主軸變速手柄衝動,可完成主軸停機時變速和旋轉時變速。
4.2 進給拖動制電路調試(主軸起動后)
● 工作台縱向進給運動調試
縱向進給操作手柄扳向右側,壓下行程開關so1,km3線圈通電吸合,m2正向起動旋轉,拖動工作台向右工作進給。
向右進給給結束,操作手柄回到中間位置,行程開關sq1不再受壓,觸頭sq1斷開,km3線圈斷電釋放,m2停轉,工作台向右進給停止。
工作台向左工作進給與向右給相仿。
● 工作台向前與向下進給運動調試
將垂直與橫向進給手柄扳到「向前」或「向下」位置,在機械掛擋的同時,電氣上壓下的是行程sq3, km3線圈通電吸合,進給電機m2正向旋轉,當向前(或向下)進給結束,操作手柄回到中間位置,行程開關sq3不再受壓,觸頭sq3斷開,km3線圈斷電釋放,m2停轉,工作台向前(或向下)進給停止。
工作台向後與向上進給運動調試與工作台向前與向下進給運動調試相仿。
● 圓工作台的調試
把圓工作台轉換開關sa3扳到「接通」位置。按下起動按鈕sb3或sb4主軸電動機起動後接觸器km3線圈通電吸合,進給電動機m2起動旋轉,拖動圓工作台單向迴轉。
調試時要注意工作台各個方向的聯鎖,銑床工作時,只允許工作台一個方向運動。工作台變速衝動由sq6控制,主軸起動后,通過工作台變速手柄衝動,可完成工作台停機時變速,不允許工作台運行時變速。
● 進給方向快速移動調試
按下快速移動按鈕sb5或sb6,yc2線圈斷電,yc3線圈通電,工作台按原運動方向作快速移動,鬆開sb5或sb6,快速移動立即停止,仍以原進給速度進給,所以,快速移動為點動控制。
5 結束語
通過一年多的使用,實踐證明系統運行狀況良好,可靠性提高,改進后的系統控制結構簡單,不僅利用了舊有的設備,節約資源,而且還滿足新生產工藝的需求,提高效率,創造更大的經濟效益和社會效益。由於s7-200plc具有強大的通信功能,可以與其它智能設備聯網通信,在今後的進一步技術改造升級中,可根據需要聯入工廠自動化網路中。