 2 PLC對吸覆機的控制
2 PLC對吸覆機的控制
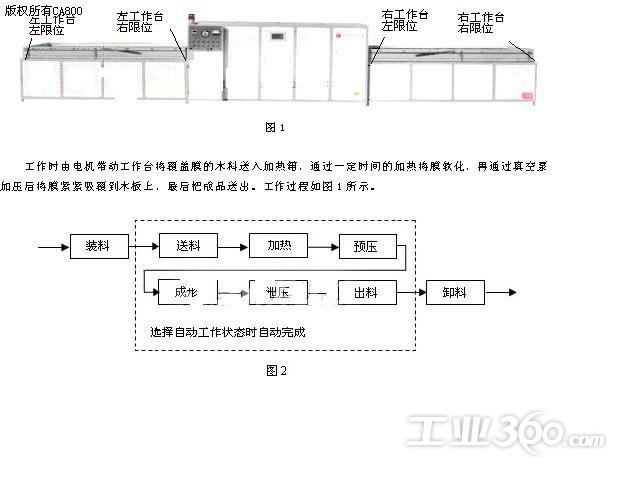
由於卸料和裝料過程是由人工完成的,對於雙工作台式吸覆機,當一側工作時,另一側可以完成卸料和裝料,因此,雙工作台式吸覆機比單工作台式的節約時間,生產效率高。本文針對雙工作台式設計,這樣吸覆機既能單台工作,也可以雙台工作。
1. 控制過程
該系統設計採用歐姆龍公司生產的CP1L-M40DR-A作為控制系統的核心,其特點為自動化程度高,操作方便,編程靈活,抗干擾能力強,安全性高,使用維護方便。
通過00100點作為手動/自動選擇位,00101點作為停止位,00102和00103分別為左右工作台啟動位。為了防止撞車,只有當右工作台的右限位壓下時,左工作台才可以啟動;同樣,當左工作台的左限位壓下時,右工作台才可以啟動。當手動/自動轉換開關選擇手動檔時,送料、預壓、成形、泄壓、出料過程分別由相應的按鈕控制;當手動/自動轉換開關選擇自動檔時,按下左工作台或右工作台啟動按鈕即可自動完成從送料到出料的整個加工過程。當左工作台允許啟動時,按下左工作台啟動按鈕,電機正轉將料送入工作箱,由TIM000設定定時加熱一定時間,開啟真空泵電磁閥進行短暫預壓(大約三秒,由TIM001設定),然後成形(由TIM002設定),延時一定時間(由TIM003設定),最後將產品送出,直到左工作台的左限位壓下時,整個工作過程結束。右工作台的工作過程與上述過程相同。
2. PLC程序
對於不同的材料,要求加熱的時間不同,我們可以通過CP1H的外部模擬電位器來方便的設定時間,而不需頻繁讀寫程序來改變定時器的設定值。它的使用方法是在CP1HCPU單元的外部模擬設定輸入端子上施加0~10V的電壓,則輸入電壓可進行A/D轉換,並可將特殊輔助繼電器A642CH的當前值在0~225的範圍內自由變更。將A642CH的內容存入D2中,將其轉換為BCD數,然後乘以一定的倍數后存入D0,把D0內的值作為定時器的設定值即可實現。程序實現如圖3。
左右工作台的PLC控制程序類似,在此只給出左工作台的PLC程序,如圖4所示。
3 系統功能特點
(1).手動/自動選擇
考慮到生產過程中有時需要手動操作,系統設置了手動/自動選擇。自動工作方式下,吸覆機能夠自動完成整個生產過程,生產效率提高。
(2).安全節能
加熱箱固定,熱量損失極少,補升溫快,保溫節能。自動定時加熱加壓及泄壓,安全方便,並在加熱箱設置觀察口,操作成品率高。
(3).適應性
對不同材料,如PVC、木皮等,所需的加熱時間不同,通過面板上的電位器即可設定時間,而不需改動程序。