通用閥門的設計,只需考慮閥門鑄件的鑄造工藝 性和結構的合理性即可,對於氟塑料襯裡閥門來說, 這還不夠,還要考慮氟塑料襯裡的模壓工藝性、生產 成本、流道暢通等問題。
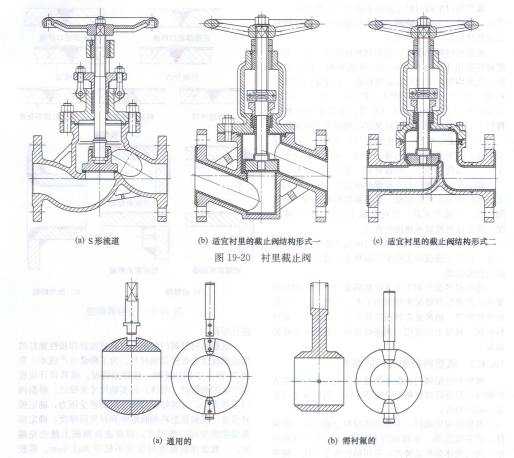
例如氟塑料襯裡截止閥(圖19-20),其S形的閥 門殼體流道設計,在鑄造工藝性上可滿足要求,如果 是氟塑料襯裡截止閥設計成這樣的結構,氟塑料襯裡 模壓工藝將無法實現。為了滿足氟塑料襯裡模壓的工 藝性要求,又符合截止閥的一般性能參數規範,氟塑 料襯裡截止閥應設計成圖19-20 (b)和(c)所示的 樣式。
又如球閥的球體與閥桿(圖19-21),蝶閥的蝶板 與閥桿,通用閥門的設計是分開的。如果氟塑料襯裡 球閥和蝶閥採用這樣的連接方式,氟塑料襯裡工藝性 可行但使用效果上有問題。閥桿與球體(蝶板)連接 部位在反覆交變受力過程中,容易損壞襯裡層,導致 襯裡層破壞,鋼質骨架會受到腐蝕性介質的腐蝕而失效,從而縮短閥門使用壽命。所以,在設計中,通常設計成連體形,實踐證明,這樣的設計使用效果良好。
氟塑料襯裡閥門的內部設計形狀應盡量簡潔,要充分考慮模具製造的簡易,模壓工藝的合理,製造成本的低廉,並保證介質流動順暢,要求襯裡面平整, 所有轉角處呈圓弧過渡,圓弧半徑尺>2mm。
氟塑料襯裡閥門的殼體承壓件,如採用焊接方式,其焊縫應設計為連續焊,焊縫應打磨平整,無稜角銳邊。焊縫應符合GB 150.1?150. 4的規定。
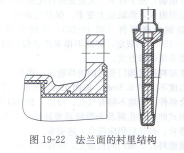
法蘭面的氟塑料襯裡應設計成襯滿密封面,並且有扣緊基體的設計結構,防止脫殼(圖19-22)。
氟塑料襯裡閥門襯裡層厚度不得小於2mm。因為氟塑料是高分子材料,具有吸收少量與其接觸的氣體的特性。隨著溫度升高,材料體積膨脹,分子之間空隙增大,滲透吸收加劇,只有適當增加厚度才能減少滲透。因此,在襯裡層設計時採用增加厚度來彌補 這一缺陷,經過試驗氟塑料襯裡層厚度在1. 5mm以上就無滲透。所以氟塑料襯裡層厚度5>2mm較為合適。
氟塑料襯裡閥門襯裡層的表面應當光滑平整,無氣孔、裂紋、夾雜等缺陷。法蘭的翻邊處及其他轉角處應色澤均勻,無泛白現象。
氟塑料材料必須符合相關材料標準的規定,其密度最好選用不小於2.16g/cm3的氟塑料,材料應純凈,色澤均勻,不允許有雜質存在。目前常用的氟塑料有:FEP (F46)、PFA、PTFE (F4)、ETFE(F40)等,還有塑料PO、PE等。隨著新型塑料工程材料的不斷出現,將給襯裡閥門增添更多的品種。
用於食品、醫藥、衛生級閥門襯裡材料,除上述要求外,還要求氟塑料無毒、無菌、無雜質、清潔衛生等。嚴禁使用再生、回收材料,無牌號的材料。
氟塑料襯裡閥門的連接螺栓應選用適合於閥門的工況和壓力額定值的螺栓。雖然氟塑料襯裡閥門所適用的壓力和溫度不高,但在低溫工況和一些特殊工況,其連接螺栓就不能隨便選用。
上述這些對氟塑料襯裡閥門的設計要求,是近些年來,我國工程技術人員學習國外先進技術,勇於實踐的經驗總結。
還有很多設計和工藝方法能滿足襯裡閥門的特殊要求,如最近發展起來的滾塑工藝、噴塑工藝,還有熱噴塗陶瓷、納米複合材料等新工藝、新技術、新材料在閥門襯裡上的應用,都獲得成功,取得非常好的 效果。