摘要:本文主要介紹了台達DELTA機電產品在雙頭數控車床上的應用,本案例體現了台達機電產品一體化解決方案,節約設備成本和系統整合上的優勢。
關鍵詞:數控系統 伺服系統
1 引言
雙頭數控車床屬於非標準數控車床,是專用設備。客戶根據使用單位具體技術條件,採用台達機電一體化技術應用方案,有效地控制設備成本,良好地滿足最終用戶的應用要求。
雙頭數控專用車床的主要特徵是利用雙主軸箱對加工件進行雙向加工。相對於傳統車床的單向加工過程,雙頭數控專用車床實現了雙向加工,理論加工效率提高一倍。對於不易二次定位裝夾的同軸度要求較高的盤套類和短軸類(不需尾座頂尖)零件批量加工,CNC精密全自動雙頭車床是高效的甚至是唯一的加工設備。雙頭數控車床包括左右滑台座、左右大拖板、左右縱向滾珠絲杠副、左右縱向和數控裝置。在左右滑台座之間設有與其固定連接的主軸座,該主軸座內設有空心主軸、傳動箱和變頻電機,在左右大拖板上設有橫向的左右中拖板,該左右中拖板上設有配套的左右橫向滾珠絲杠副和左右橫向伺服電機。
2 系統設計
2.1控制系統技術分析
本案雙頭數控車床主要開發目的是追求加工效率,工藝動作比較簡單,其大托板可以隨意縱向運動,左邊主軸箱起動,大托板快進向左移動,到位后變為工進吃刀,加工到位後主軸電機停止運轉,並且馬上制動,主軸安裝電磁剎車,主軸瞬間停止;大托板帶動鏜刀快速退出,右側到位后暫時停止移動,右側主軸電機起動,大托板快速向右移動,到位后變為工進吃刀,加工到位後主軸電機停止運轉,電磁剎車制動器動作,主軸瞬間剎車,大托板帶動鏜刀快速退出到位,等待下一個加工動作,一個來回加工循環結束,下一個循環繼續工作,周而復始,直到按下停止按鍵,結束整個工作過程,設備停機待命。工件卡具是液壓卡頭,設有壓力不足報警顯示,提示使用者注意。
2.2設備控制方案
考慮到本案設備對加工精度沒有非常嚴格的要求,制定了比較經濟的控制系統解決方案。基於台達自動化平台的雙頭數控車床電氣控制系統原理組成示意圖如圖1所示。
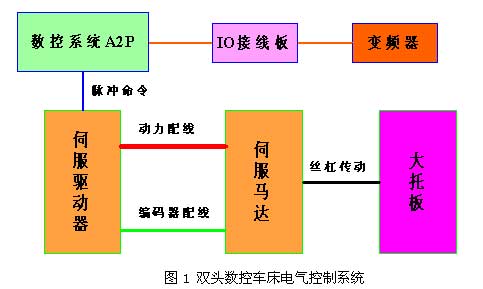
圖1雙頭數控車床電氣控制系統
上位控制器採用台達數控系統A2P-1單軸控制器,成本較低,完全適合客戶的應用場合,數控系統發給伺服驅動器運行脈衝命令,實行精準定位要求,大托板運行由伺服系統控制,考慮到大托板運轉慣量的實際需要,我們選擇台達A系列3.0KW中慣量伺服馬達,提供充足的動力來源。主軸電機5.5KW,選擇了兩台台達B系列交流變頻調速器,主軸轉速達到3000RPM,通過變頻器數字操作面板實時顯示電機轉速,電機頻繁起動、電磁剎車制動停止。頻率指令來源外部電位器旋鈕,根據不同工件的加工要求人工調速。變頻器運轉命令由觸點控制,由數控系統輸出開關命令。
2.3控制系統實現
(1)數控系統:台達PUTNCA2P-1,一台。
(2)伺服驅動器:台達ASD-A3023MA,一台。
(3)伺服馬達:台達ASMT-30M250AK,1台。
(4)變頻器:台達VFD055B43A,2台。
3 台達A2P系統調試
根據設備現場實際運行狀況,JOG(手動)方式下估算出伺服負載慣量比值,根據該值,使用伺服增益計算軟體調試伺服增益,反覆測試,調整到合適的加工精度狀態下。變頻器設置好相關參數,調速和運轉命令由外部提供。A2P數控系統用戶加工程序和的數控產品不太一樣,類似填寫電子表格形式,最終程序如下:
指令序號 | 指令代碼 | 距離 | 速度 | 資料 |
1 | 1 | 80.00 | 80 | |
2 | 4 | 6 | ||
3 | 5 | -2 | ||
4 | 3 | 2 | ||
5 | 2 | 110.0 | 50 | |
6 | 2 | 45 | 5 | |
7 | 5 | 2 | ||
8 | 3 | 2 | ||
9 | 2 | -150 | 80 | |
10 | 4 | 3 | ||
11 | 5 | -1 | ||
12 | 3 | 2 | ||
13 | 2 | -113 | 50 | |
14 | 2 | -45 | 5 | |
15 | 5 | 1 | ||
16 | 3 | 3.00 | ||
17 | 9 |
4 結束語
本案例技術方案比較容易實現,本文並非突出技術創新,只是藉助本文,體現台達DELTA機電產品在機電一體化解決方案和性價比方面的優勢,能夠在滿足客戶實際技術需求的基礎上,盡量為客戶節約經濟成本,也為用戶應用台達機電產品實現控制系統要求提供了借鑒和參照經驗。