前言:TK68125數控鏜銑床是由常州機床廠生產的以鏜削和銑削為主的大型數控設備。我廠於2000年8月份投入運行,主要用於各機型柴油機關鍵件機體、機座的加工。
一、系統簡介
1. TK68125數控系統採用目前處於世界先進水平的SIEMENS數控系統: SINUMERIK840D,它是電氣控制的核心部分,主要用來對各坐標軸的運行進行控制,並通過內裝PLC控制機床的輔助動作。伺服系統為SIMODRIVE 611D,它根據NCK輸出的坐標軸運動和主軸旋轉指令,驅動X、Y、Z軸和主軸電機實現要求的運動。
2.主軸
其主軸結構是通過SIEMENS交流主軸電機(17/22.5KW)直帶兩檔減速器(1:1和1:4),其輸出連1:1.25的同步齒輪帶傳動到主軸,主軸每分鐘的最高轉速可達到8000轉。
減速器的高、低速檔可手動、自動任意轉換,使主軸電機功率得以充分發揮,使機床具有高效率、高啟動扭矩、低啟動電流並可滿足強力切削的特性。
3.進給軸
X、Y、Z三個進給軸均採用摩擦係數小、傳動精度高的滾珠絲杠副作為進給驅動部件;各軸的伺服進給電機分別帶有高精度的脈衝編碼器,Y軸、Z軸更是採用進口光柵尺((FAGOR公司)構成閉環控制迴路,可進行精確定位。
4.TK68125具有先進的微處理系統和人機對話功能,採用SIEMENS-840D系統可直接控制加工工序,確定切削路徑、切削速度、切削量等。其特有的垂直交叉補償功能解決了卧式機床滑枕伸出后產生低頭的問題。
5.機床操作界面直觀、自然,有實用的I/O介面,3.5寸軟盤驅動器,安裝了南極星中文系統,使編程更加快捷,操作更加簡單。
機床本身所具有的上述功能和特點較好的保證了工件的加工精度,如樞軸孔與主軸孔的位置度、機座主軸孔的同軸度,從而為我廠柴油機整機質量打好堅實基礎。
二、故障排除舉例
1.機床NC數據的重裝:
故障現象:機床在接通電源,數據裝載完畢后出現300701號報警,報警內容:Axis% 1drive%2 needs setup。機床不能正常啟動。
故障分析:根據機床報警應答所給出的提示信息初步判斷是在NCK模塊與611D驅動模塊之間進行數據傳輸時出現異常,以致使四個軸驅動電機的參數丟失。
故障排除:經過仔細排查發現NCK.模塊上X172匯流排介面夾子鬆動,而此匯流排正是與驅動模塊611DX351介面連接進行數據傳送的,隨將夾子夾緊。但因為原來未在硬.盤中對NC數據進行備份,所以需要用備份軟盤上的NC數據進行重裝。具體操作步驟如下:
①從LCD面板上選擇「區域轉換」軟鍵;
②按LCD軟功能鍵「Service」,選擇「服務」操作區域;
③將備份軟盤插入磁碟驅動器,按LCD垂直軟功能鍵「Diskett」;
④在磁碟目錄樹中選擇最新的NC數據名,按下LCD垂直功能鍵「Start」,依據機床提示依次將NC所有數據裝載完畢。
⑤機床斷電后再通電或觸發「Nck rese」t鍵,使設置數據有效。啟動機床,故障現象消失。
小結:本機床所配備的硬碟、軟碟機使其操作更加貼近於電腦,一般的數據放於硬碟上,只將用到的零件加工程序等調人內存,關鍵數據還可以用軟盤對其進行備份,真正的做到了萬無一失。
2.主軸定位參數的設定:
故障現象:因TK68125不帶刀庫,不需要機械手換刀,所以廠方未對主軸定位參數進行設定。但是在加工210機體時,凸輪軸孔銑面的銑刀盤迴轉直徑大於機體觀察門蓋的窗口尺寸,必須定位在銑刀盤Y向高度最小時才可通過,此時需用到主軸定向。
故障排除:經過與廠方聯繫、商討,確定設定步驟如下:
①選擇「機床數據」操作區域;
②選擇「軸專用數據」區,選擇「SP(主軸)數據」;
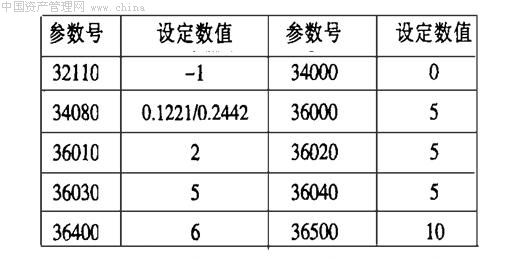
③設定具體參數數值如下表:
④按下「設置MD有效」鍵,機床斷電后再通電或觸發「NCK複位」使不同保護級別的機床數據均設置有效。
⑤啟動機床,各軸回參考點,在MDA方式下鍵入「SPOS=O。」或「SPOS=180。」等命令測試,定位正常。
⑥將「機床數據」參數用軟盤進行備份,以防數據更改或丟失時進行重裝。
說明:①32110為反饋極性,決定了第二測量迴路反饋值的極性;
②34000為此軸帶參考點擋鐵,因為主軸為旋轉軸,所以應設定為「0」。
③34080為參考點距離,34080(0)設定為0.1221, 34080 (1)設定為0.2442,均為第一、二測量迴路編碼器標誌數1024和2048在360。內的平均值;
④36000為粗略准停;36010為精停;
⑤ 36020為精停時的延時;
⑥36030為靜態誤差;36040為靜態監控的延遲時間;
⑦36400為輪廓監控公差範圍;
⑧36500為位置實際值轉換公差;
為了避免出現「主軸靜態監控」,上述時間參數可適當放大。