1 引言
傳統的升降機普遍採用交流繞線式非同步電動機轉子串電阻調速方式,電阻的投切用繼電器—接觸器控制,這種控制方式的缺陷明顯,不但制動和調速換檔時機械衝擊大,調速性能差,外接電阻能耗大,而且接線複雜,經常出現故障,安全性差。
採用結構簡單、價格低廉的鼠籠式電動機,並利用PLC及變頻器對升降機的控制系統進行改造,可實現升降機電動機的軟起動和軟制動,即起動時緩慢升速,制動時緩慢停車,還可實現多檔速度的程序控制,讓中間的升降過程加快,貨物上下傳輸快速、平穩、安全。
2 小型貨物升降機的基本結構
升降機的升降過程是利用電動機正反轉卷繞鋼絲繩帶動吊籠上下運動來實現。小型貨物升降機一般由電動機、滑輪、鋼絲繩、吊籠以及各種主令電器等組成,其基本結構如圖1所示。SQ1~ SQ4 可以是行程開關,也可以是接近開關,用於位置檢測,起限位作用。
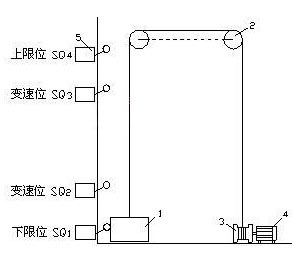
1. 吊籠 2. 滑輪 3. 捲筒 4.電動機 5.SQ1~ SQ4 限位開關
3 PLC和變頻器控制的調速系統
3.1 多檔速度控制
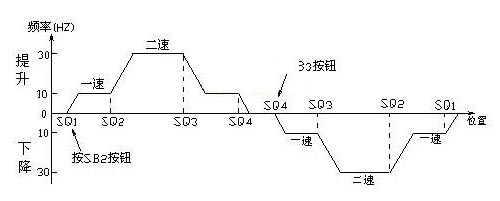
根據吊籠在升降過程中,要求有一個由慢到快然後再由快到慢的過程,即起動時緩慢升速,達到一定速度后快速運行,當接近終點時,先減速再緩慢停車,為此將圖1中的升降過程劃分為三個行程區間,各區間段的升降速度如圖2所示。按下提升起動按鈕SB2(或下降按鈕SB3),吊籠以較低的一速速度平穩起動,運行到預定位置時,以二速速度快速運行,等再到達預定位置時,以一速實現平穩停車。
3.2 系統的硬體構成
升降機自動控制系統主要由三菱FX2N—32MR可編程控制器、三墾SAMCO—i 變頻器、三相鼠籠式非同步電動機組成。系統的硬體接線如圖3所示。
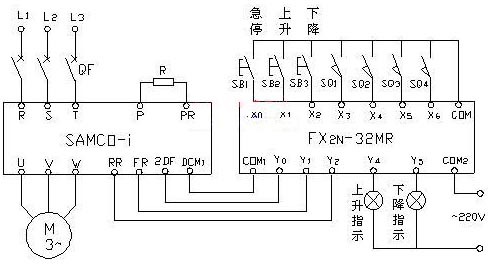
PLC控制一方面代替繼電線路,另一方面,對於系統所要求的提升和下降、以及由限位開關獲取吊籠運行的位置信息,通過PLC內部程序的處理后,在Y0~Y2 端輸出相應的「0」、「1」信號來控制變頻器輸入端子2DF、FR、RR的狀態,使變頻器及時按圖2所示輸出相應的頻率,從而控制升降機的運行特性。速度檔由2DF選擇,每檔速度的大小則通過對變頻器進行功能預置設定,再通過PLC的程序來控制頻率切換。當PLC輸出端Y0Y1Y2的狀態為「010」時,變頻器輸出一速頻率,升降機以10HZ對應的轉速上升,當為「110」狀態時,變頻器輸出二速頻率,升降機以30HZ對應的轉速上升;相應的,當Y0Y1Y2的狀態為「001」、「101」時,升降機分別以10HZ、30HZ對應的轉速下降。
圖中QF為斷路器,具有隔離、過電流、欠電壓等保護作用。急停按鈕SB1、上升按鈕SB2、下降按鈕SB3根據操作方便可安裝在底部和頂部,或者兩地都安裝,操作時,只需按下SB2或SB3,系統就可自動實現程序控制。
3.3 SAMCO—i 變頻器主要功能指令設定
Cd000=1 ; 選擇變頻器監視器顯示頻率(HZ)
Cd001=1 ; 選擇外部端子信號作為變頻器運轉指令
Cd002=1 ; 選擇由操作面板設定變頻器1速頻率
Cd007=30 ;變頻器上限頻率為30HZ
Cd029=10 ;變頻器一速頻率為10HZ
Cd030=30 ;變頻器二速頻率為30HZ
Cd049=5 ; 使用制動電阻
Cd050=1 ; 電機可以正反轉
3.4 PLC梯形圖
當吊籠在底部位置,且SQ1常開觸點閉合時,按下SB2 , 電動機以一速緩慢上升,到達SQ2 、SQ3位置時,依此以快速、慢速上升。下降時與此類似,當遇到緊急情況時,按下SB1 ,升降機會停在任意位置。

4 結束語
以PLC和變頻器控制的調速方式取代原來的轉子串電阻調速方式,具有加、減速平穩,運行可靠,大大提高了系統的自動化程度。該系統可廣泛應用於建築施工、倉庫、酒樓餐飲業等貨物的上下傳輸系統中。