高速線切割機床斷絲故障控制方法
劉煒峰
高速走絲線切割機床發生斷絲后,都會造成加工中斷,往往要重新繞絲和穿絲。由於工件切縫內存有放電后形成的臟物,或加工后材料變形使切縫變窄等原因,使穿絲工作變得困難,從頭切又要浪費很多時間。另外,高速走絲機床基本上是開環控制設備,由於重複定位精度難以控制,頻繁斷絲會使加工精度變差、甚至會造成廢品。總之合理控制斷絲率可以達到提高加工精度和加工效率的目的。
高速走絲線切割機床發生頻繁斷絲故障,和幾個原因關係密切,如鉬絲質量、運絲系統、冷卻液和供液系統、脈衝電源、脈衝加工規准等,通過控制這些因素,可減少頻繁斷絲故障。
一、電極絲本身質量的影晌
高速走絲線切割機床大多使用0.12~0. 2mm直徑的冷拔鉬絲作為電極絲。該絲有怕濕、怕折、怕熱的特性,難於長期儲存。品質變差的鋁絲,由於表面氧化易折斷,拉伸性能變差,放電加工時極易斷絲,機床穩定加工時間變短。採購真空密閉包裝的鋁絲,可避免儲存期間的氧化問題,但由於鋁是貴重金屬,大批量儲存會佔用資金,建議一次購買量不要超過兩個月用量。購買鉑絲要檢查其質量,一看色澤,發黑髮亮有金屬光澤是新絲,色澤發暗發灰的為氧化了的鉬絲。二折,抓住一段絲,在同一點反覆折彎,堅持折彎次數越多的質量越好。三看長度,針對機床儲絲筒儲絲能力的大小,購買儲絲長度整數倍的絲比較經濟。
二、運絲系統及相關操作的影響
運絲系統可靠性體現在儲絲筒排絲均勻,加工區鉬絲抖動輕微,換向可靠等幾方面。
1.對儲絲筒來說,每正轉或反轉一周,能使鉬絲沿絲筒軸向走0.2mm以上,以保證有足夠的排絲距離,同時進出絲時,一般由寶石導柱夾持鋁絲,防止由於鋁絲沿絲筒軸向竄動而疊絲,造成斷絲。一般發生疊絲時要檢查絲筒傳動及寶石導柱:①絲筒無軸向竄動及徑向跳動。②絲筒每轉動一周拖板沿絲筒軸向走0.2mm以上。寶石導柱由於經常與鉬絲摩擦會磨損,要調整寶石導柱使之能夾持住鑰絲。
2.鉬絲抖動是比較複雜而難以解決的問題,鋁絲在加工區抖動輻度比較大,會使鋁絲局部過於靠近工件,使放電電流過大或拉弧從而燒斷鉬絲,同時會使切割面表面質量變差。目前比較一致的認識是:盡量減少導向環節,即減少傳動導輪數量以達到減少振動的目的,同時提高運絲系統正反換向對鋁絲拉力的一致性。以三光產DK7725g運絲系統(圖1)為例來說明。
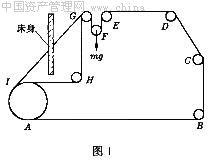
F為自動緊絲配重鎚,D、E、G、H為單邊導輪,B、C為雙邊導輪,當儲絲筒順時針轉動時A、B為收絲系,I、H、G、F、E、D、C為放絲系,當絲筒逆時針轉動時A、B為放絲系,其餘為收絲系。可見順逆轉動時鑰絲受到的拉力是不同的,由於拉力不同使儲絲筒繞的絲一個方向緊一個方向松,易造成絲筒、拖板、導絲輪系統的傳動部件磨損,精度變差,加劇絲的抖動。在使用過程中早期加上自動緊絲配重鎚F,發現經常收絲(主要因絲被拉伸變長)易斷絲,緊絲后取下F,每連續加工4h左右緊一次絲,但抖絲情況沒有明顯改善。
經研究發現在I、H、G、F、E、D、C系統中,除了F以外H的影響較為明顯,將走絲路徑改為I、G、E、D、C、B、A,在機床相應部位開孔並採取一定的防濺措施后,鑰絲抖動情況明顯改善。同時降低了儲絲筒和導輪的磨損,加工時斷絲故障明顯降低,工件表面質量有所提高。在日常維護中如發現抖絲或異響應儘早檢查儲絲筒各導輪系,及時更換磨損件。一般情況導輪每滿負荷運行3個月,要全部更換;絲筒軸承每1.5~2年全部更換;儲絲筒要精密磨圓,同時做靜平衡測試。在實際操作中,如果恆張力緊絲系統不可靠,在加工中可不用,而是每切割一段后停止加工,進行緊絲,這是因為鋁絲會在加工運行中拉伸變長變細,放電也會使鉑絲損耗。為避免張力不夠產生電極絲抖動,一般每加工4h左右緊一次絲。加工純銅材料例外,由於銅冷卻快會反濺到鉬絲上,使鋁絲變粗、張力變大,從而加重運絲系統負載,使軸承等傳動零件精度迅速變差,建議每加工2h左右松絲10mm左右。
3.換向的可靠性包括,儲絲筒運行到定位行程能急停並高速反向啟動,在這期間脈衝電源要能可靠停止加工,在電極絲達到一定速度時恢復加工。在老式機床中一般使用撞塊、行程開關、繼電器組等來完成,由於加工時經常要發生機械碰撞,撞塊和行程開關常會損壞,不可靠的換向會拉斷絲和燒斷絲。為解決這些問題,建議使用無機械接觸的磁性開關,一般磁性開關可直接控制24V的繼電器,所以機床不會有太大的改動。換向時斷開高頻應該有多個採樣控制點,如電機啟動運行的電流,絲筒電機繼電器接觸器上的觸點等,以保證換向斷脈衝及加工條件不具備不送脈衝的可靠性。
三、機床電氣、操作及工作液對斷絲的影響
1.機床電氣故障
脈衝電源及機床其它電氣故障會造成頻繁燒斷電極絲的故障,主要原因有:①間隙電流過大;②脈衝寬度或脈衝間隔發生變化;③波形畸變;④機床電氣如繼電器電源和步進電機驅動電源等,因故障與工件或電極絲髮生連接;⑤導電塊和脈衝進線,地線與機床及電極絲不可靠連接,發生二次放電造成斷絲故障;⑥機械進給機構傳動比失常,與數控系統不同步或失控等。
2.操作不當造成的斷絲故障
高速走絲電火花線切割機床由於是開環控制,諸如上絲、緊絲、選擇加工規准,變頻跟蹤等,都需要操作人員手工完成,而這些操作的不當,會造成非正常斷絲。
3.工作液對斷絲的影響
工作液是脈衝放電介質,工作液選擇不當,不及時更換,會使加工效率及穩定性變差,斷絲故障率升高。實踐中如果切割跟蹤不穩定,可適當提高工作液濃度,或直接添加洗滌劑或皂片。要注意對不同材料的切割,工作液成分適應性不同,應注意對比選擇。連續使用8天左右,或者工作液變黑結塊,要及時更換。供液系統,要能保證上下噴嘴噴液均衡,供液流量能保證排屑順暢及放電加工的要求。 四、工件材料對斷絲的影響
加工的工件材料由於存在加工應力、淬火應力、內部夾渣、工件未消磁等原因。在切割過程中如果加工路徑和工藝規准選擇不當,會造成斷絲。如切割U形零件,如果是未淬火而存在加工應力會形成張口變形,存在淬火應力的會形成縮口變形。如果加工路徑沒有選擇好,工件變形會夾斷鉬絲。
解決方法是對於未淬火存在加工應力的工件,應在坯料上鑽出凸模外形起點的穿絲孔,選擇夾壓工件的位置在最後一條程序處。對於存在淬火應力的工件,經3次以上回火,使工件達到最小應力和穩定金相組織目的,同時也要選擇正確的加工路徑。採取以上控制方法如果效果不理想,可選擇重複切割工藝,用多次切割釋放完殘餘應力后,最後完成成型切割。
有些工件因內部夾渣,其夾渣物質一般是導電率較低的氧化物,在放電切割的過程中由於沒有與金屬組織同時熔化,而凸顯出來拉斷電極絲。如曾加工一批H13模具鋼時遇到過夾渣情況,處理方法是在功率管數量不變的情況下,增大一擋脈寬和脈間,將進給速度降至原速度1/3后,切割2~3mm將規准復原,利用電火花的放電溫度將夾渣物氣化,效果不錯。工模具加工中,線切割工藝一般安排在最後,前面工序中如磨削加工,會在工件中產生剩磁,線切割加工時,切縫中的金屬或氧化物不易排除,造成放電穩定性變差,引起斷絲,可在線切割加工前退磁。
五、結論
對高速走絲線切割機床的斷絲故障,找出相應對策,可以有效控制斷絲率,使每次繞絲后能保證穩定加工8000~l0000mm2不斷絲,提高了機床的使用效率和加工精度。當然造成斷絲故障的原因還有許多,需要機床生產和使用單位共同努力,不斷提高機床的技術水平,完善綜合加工工藝。