零件圖的尺寸標註
零件圖中的尺寸是零件圖的主要內容之一,是零件加工製造的主要依據。標註尺寸必須滿足正確、齊全、清晰的要求。在零件圖中標註尺寸,除了這三方面要求外,還需滿足較為合理的要求。
所謂尺寸標註合理,是指所注的尺寸既要滿足設計要求,又要滿足加工、測量和檢驗等製造工藝要求。為了能做到尺寸標註合理,必須對零件進行結構分析、形體分析和工藝分析,據此確定尺寸基準,選擇合理的標註形式,結合零件的具體情況標註尺寸。
一、設計基準與工藝基礎
零件的尺寸基準是指導零件裝配到機器上或在加工、裝夾、測量和檢驗時,用以確定其位置的一些面、線或點。
因此,根據基準的作用,一般將基準分為設計基準和工藝基準。
(一)設計基準
根據機器的結構和設計要求,用以確定零件的機器中位置的一些面、線、點,稱為設計基準。如圖1a所示,依據軸線及右軸肩確定齒輪軸在機器中的位置(標註尺寸A),因此該軸線和右軸肩端平面分別為齒輪軸的徑向和軸向的設計基準。
(二)工藝基準
根據零件加工製造、測量和檢測等工藝要求所選定的一些面、線、點,稱為工藝基準。如圖1b所示的齒輪軸,加工、測量時是以軸線和左右端面分別作為徑向和軸向的基準,因此該零件的軸線和左右端面為工藝基準。
(三)基準的選擇
任何一個零件都有長、寬、高三個方向(或軸向、徑向兩方向)的尺寸,每個尺寸都有基準,因此每個方向至少要有一個基準。同一方向上有多個基準時,其中必定有一個基準是主要的,稱為主要基準;其餘的其基準則為輔助基準。主要基準與輔助基準之間應有尺寸聯繫。
主要基準應為設計基準,同時也為工藝基準;輔助基準可為設計基準或工藝基準。從設計基準出發標註尺寸,能反映設計要求,保證零件在機器中的工作性能;從工藝基準出發標註尺寸,能把尺寸標註與零件加工製造聯繫起來,保證工藝要求,方便加工和測量。因此,標註尺寸時應儘可能將設計基準與工藝基準統一起來,如上例齒輪軸的軸線既是徑向設計基準,也是徑向工藝基準,即工藝基準與設計基準是重合的,稱之為“基準生命原則”。這樣既能滿足設計要求,又能滿足工藝要求。一般情況下,工藝基準與設計基準是可以做到統一的,當兩者不能統一起來,要按設計要求標註尺寸,在滿足設計要求前提下,為求滿足工藝要求。
可作為設計基準或工藝基準的面、線、點主要有:對稱平面、主要加工面、結合面、底平面、端面、軸肩平面;迴轉面母線、軸線、對稱中心線;球心等。應根據零件的設計要求和工藝要求,結合零件實際情況恰當選擇尺寸基準。
二、 尺寸標註的形式
(一)鏈狀式
零件同一方向的幾個尺寸依次首尾相接,后一尺寸以它鄰接的前一個尺寸的終點為起點(基準),注寫成鏈狀,稱為鏈狀式,如圖2a所示。鏈狀式可保證所注各段尺寸的精度要求,但由於基準依次推移,使各段尺寸的位置誤差累加。因此,當階梯狀零件對總長精度要求不高而對各段度的尺寸精度要求較高時,或零件中各孔中心距的尺寸精度要求較高時,適於採用鏈狀式尺寸注法。
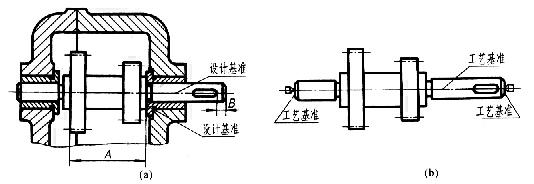
圖1 設計基準與工藝基準
(二)坐標式
零件同一方向的幾個尺寸由同一基準出發進行標註,稱為坐標式,如圖2b所示。坐標式所主各段尺寸其精度只取決於本段尺寸加工誤差,這樣既可保證所注各段尺寸的精度要求,又因各段尺寸精度互不影響,故又不產生位置累加。因此,當需要從同一基準定出一組精確的尺寸時,適於採用這種尺寸注法。
(三)綜合式
零件同一方向的多個尺寸,既有鏈狀式又有坐標式,是這兩種形式的]綜合,稱為綜合式,如圖2c所示。綜合式具有鏈狀式和坐標式的優點,既能保證一些精確尺寸,又能減少階梯狀零件中尺寸誤差積累。因此,綜合式注法應用較多,如圖3所示主動齒輪軸中的尺寸注法。
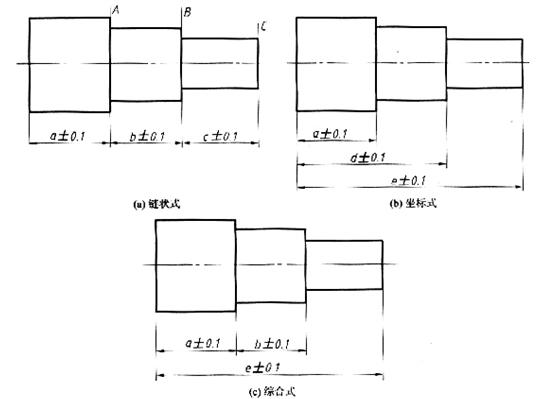
圖2 尺寸標註樣式
三、 合理標註尺寸應注意的事項
(一)按設計要求注尺寸
1.功能尺寸應從設計基準出發直接注出
零件的功能尺寸(重要尺寸),是指影響產品性能、工作精度、裝配精度及互換性的尺寸。如圖1中的尺寸A,圖4中的尺寸H和A。為保證設計要求,對零件的功能尺寸應從基準出發直接注出。在一個零件的尺寸中,功能尺寸的數量較少,約佔尺寸總數的10%~20%,其餘是非功能尺寸(一般尺寸)。一般尺寸在滿足設計要求情況下,可從工藝基準出發標註
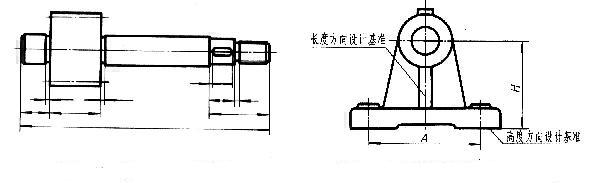
圖3 綜合式標註樣式 圖4 從設計基準出發標註功能尺寸
2.不能注成封閉的尺寸鏈
封閉的尺寸鏈是首尾相接,形成一個封閉圈一組尺寸。圖2a中,已汪出各段尺寸a、b、c,如再注出總長e,這四個尺寸就構成了封閉尺寸鏈,每個尺寸為尺寸鏈中的組成環。根據尺寸標註形式對尺寸誤差的分析,尺寸鏈中任一環的尺寸誤差,都等於其他各環的尺寸誤差之和。因此,如注成封閉尺寸鏈,欲同時滿足各組成環的尺寸精度是辦不到的。
因此,標註尺寸時應在尺寸鏈中選一個不重要的環不注尺寸,該環稱為開口環,如圖2、圖3中長度方向的未注尺寸段。開口環的尺寸誤差等於其他各環尺寸誤差之和,因為它不重要,在加工中最後形成,使誤差積累到這個開口環上去(加工時不測量),該環尺寸精度不予保證對零件設計要求沒有影響,從面保證了其他各組成環的尺寸精度。
圖5所示的小軸,其長度方向尺寸一般注法如圖a所示。但出於某種需要有時也可注出開口環尺寸,但必須括弧,稱為參考尺寸,加工時不作測量和檢驗,如圖b中的(N)。
3.聯繫尺寸應注出,相關尺寸應一致
為保證設計要求,零件同一方向上主要基準與輔助基準之間,確定位置的定位尺寸之間,都必須直接注出尺寸(聯繫尺寸),將其聯繫起來。如圖6a泵體中確定螺孔、銷孔位置和圖6b泵滾珠軸蓋中對應確定沉孔、銷孔位置的定位尺寸R27、30與現兩圖中確定齒輪位置的中心距35±0.02,都必須對應一致,注法不能矛盾,而R27就是30與35±0.02間的聯繫尺寸,應直接注出。
對部件中有配合、連接、傳動等關係(如軸和軸孔、鍵和鍵槽、銷和樂孔、內螺紋和外螺紋、兩零件的結合面等)的相關零件,在標註它們的零件圖尺寸時,應儘可能做到尺寸基準、尺寸標註形式及其內容等協調一致,以利於裝配、滿足設計要求。
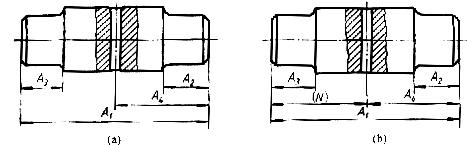
圖5 封閉尺寸不標註(或標為參考尺寸)
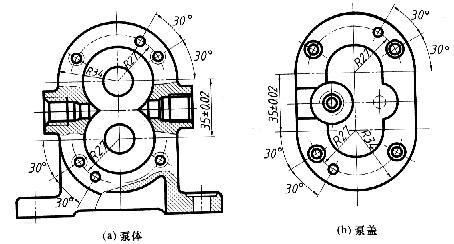
圖6 零件間相關尺寸的注法
(二)按工藝要求注尺寸
i. 按加工順序標註尺寸
按加工順序標註尺寸符合加工過程,方便加工和測量,從而易於保證工藝要求。軸套類零件的一般尺寸或階梯孔等都按加工順序標註尺寸。根據齒輪軸在車床上的加工順序,車削加工后還要銑削軸上鍵槽和加工輪齒。從加工順序的分析中可以看出,圖7對該齒輪軸的尺寸注法是符合加工要求的。圖中除了輪齒寬度 這一功能尺寸從設計基準直接注出之外,其餘軸向尺寸因結構上沒有特殊要求,都按加工順序標註。
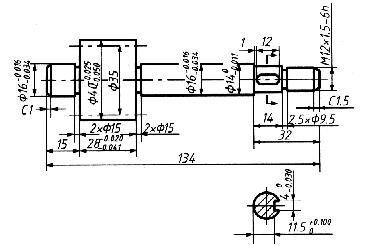
圖7 齒輪軸的尺寸注法
ii. 不同工種加工的尺寸應盡量分開標註
如圖7齒輪軸上的鍵槽是在銑床上加工的,標註鍵槽尺寸應與其他的車削加工尺寸分配,有得看圖。圖中將鍵槽長度尺寸及其定位尺寸注在主視圖上方,車削加工的各段長度尺寸注在下方,鍵槽的寬度和濃度集中標註在斷面圖上,這樣配置尺寸,清晰易找,加工時看圖方便。
iii. 標註尺寸應盡量方便測量
在沒有結構圖上或其他重要的要求時,標註尺寸應盡量考慮測量方便。如圖8a所示的一些圖例是由設計基準注出的中心至某面的尺寸,但不易測量;考慮到對設計要求影響不大,按圖8b所示的注法則便於測量。在滿足設計要求前提下,所注尺寸應盡量做到使用普通量具就能測量,以減少專用量具的設計和製造。
iv. 鑄件尺寸按形體分析法標註
鑄件製造過程是先製作木模及芯盒,再造出砂型並澆注金屬液而鑄成。木模是由基本形體接合(堆疊)成的,因此對鑄件尺寸應按形體分析法標註基本形體的定型尺寸和定位尺寸,
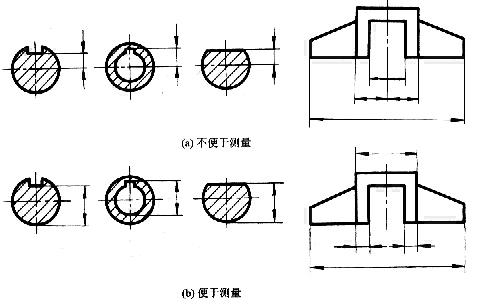
圖8 標註尺寸要便於測量
這樣,既反映出設計意圖,又方便製作木模。圖b是木模形體分析的軸測分解圖,按圖9a標註尺寸,直接給出了各基本形體的定型尺寸和定位尺寸,是符合製作木模工藝要求的。
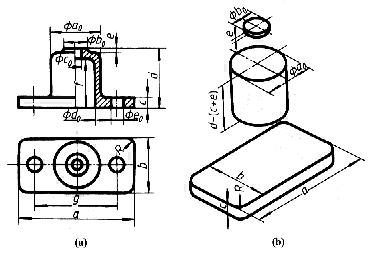
圖9 鑄件的尺寸注法
v. 加工面與不加工面只能有一個尺寸相聯繫
因為鑄件、鍛件的不加工面(毛坯面)的尺寸精度只能由鑄造、鍛造時來保證,如果同一加工面與多個不加工面都有尺寸聯繫,既以同一加工耐煩基準來同時保證這些不加工面尺寸的保證的,(只有開始加工第一個加工面時,非以毛坯面為基準不可,以後的加工面都必須以另外加工面為基準)。所以零件在同一方向上的加工面與不加工面之間,一般只能有一個尺寸(稱過度尺寸)相聯繫(凸台、凹槽和沉孔等除外),而其他不加工面只能與別名步加工面發生尺寸聯繫。這樣,不僅加工面的尺寸精度要求容易保證,而且不加工面的尺寸精度也能從工藝上保證設計要求。如圖10a中,同一加工面(底面)同時與不加工面A、B、C有尺寸10、28、34相聯繫,故不合理;圖10b中該方向加工面(底面)無聯繫,故合理。‘
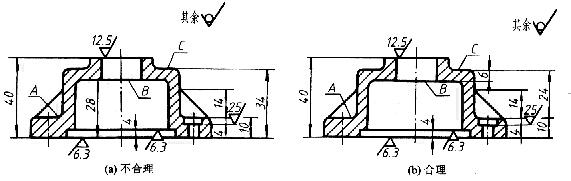
圖10 毛面與加工面的尺寸注法’
6.標註尺寸應考慮加工方法和特點
如圖11a所示軸承獸的關圓柱孔,是與軸承卒的半圓柱孔全在一起之後加工出來的,以保證裝配后的同軸度。因此,應注直徑不注半徑,以方便加工和測量。又如圖11b所示軸上的鍵槽,是用盤銑刀加工出來的,除應注出鍵槽的有關尺寸之外,由刀具保證的尺寸,即銑刀直徑也應注出(銑刀用又雙點畫線畫出),以便選用刀具。標註尺寸有時還要考慮檢不測方法上的某些需要。
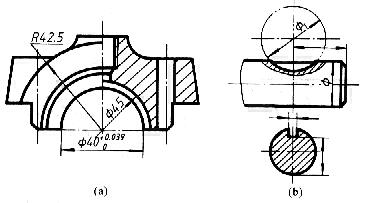
圖11 考慮加工特點注尺寸
7.零件上各處常見孔的尺寸注法
圖12表示階梯孔和不通孔(盲孔)的加工方法、畫法和尺寸注法(簡化前)。由於通常是用鑽頭加工,而鑽頭的端部是一個接近120o的錐角,所以當鑽階梯孔或通孔時,在孔的階台處或孔的末端應畫成120o的錐台或錐坑。
圖13為螺栓連接用的沉孔的加工方法、畫法和尺寸注法(簡化前);圖14為螺釘連接用的沉孔的畫法和尺寸注法(簡化前)。
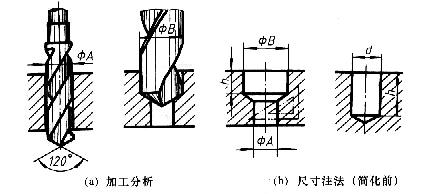
圖12 階梯孔和不通孔
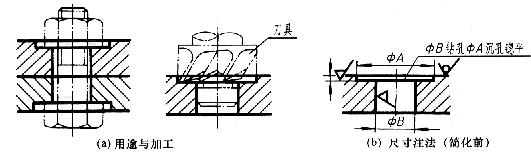
圖13 螺栓聯接用魚眼坑
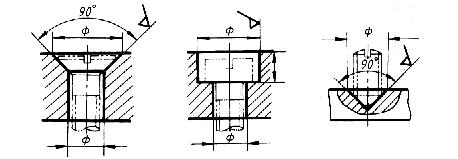
圖14 螺紋聯接用的沉孔尺寸注法
各種孔的尺寸注法(簡化前後)。
國家標準GB/T16675.1—1996中規定,各類孔可採用旁註和符號相結合的方法標註。
vi. 零件標準結構調整素尺寸標註
零件標準結構圖要素尺寸,應取標準值,並按規定形式標註。
四、 零件尺寸標註的步驟及舉例
[例1] 參照齒輪泵的軸測裝配圖(圖1)和它的主動齒輪軸零件圖(圖2),試分析該零件尺寸的標註步驟。
如圖15,其尺寸標步驟如下:
(1) 分析零件
按照題給的幾個相關圖,分析該主動齒輪軸的結構形狀和作用,弄清它與其他他零件之間的聯繫及其加工方法。
(2) 選擇基準
如圖15a, 圖中處設計基準,B和為工藝基準。
(3) 標註功能尺寸
如圖15b,,將認定的功能尺寸優先注出
(4) 標註其餘尺寸
如圖15c,將其餘的非功能尺寸注全。
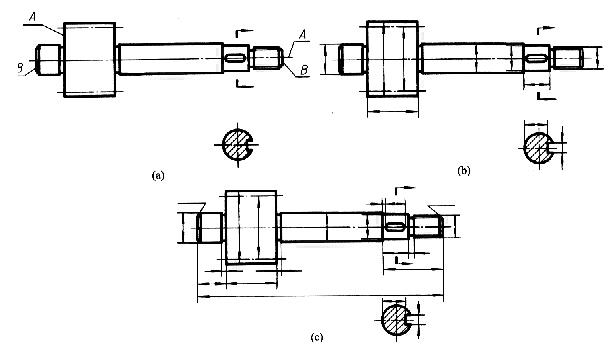
圖15 主動齒輪軸的標註步驟
[例2] 參照齒輪泵的軸測裝配圖和泵體表達方案),試分析泵體零件尺寸的標註步驟。
如圖16,其尺寸標註步驟如下:
(1)分析零件
泵體是容納傳動零件(主、從動齒輪軸等)的箱體零件,泵體在主動齒輪軸的伸出端有填料盒,用壓蓋緊;另一端有泵蓋等零件。泵體結構由內部空腔(嚙合腔)、進出油口、支承及填表料盒、底板等腰三角形組成。並沒有按結構在求、設計在求和製造工藝在求合理標註尺寸。
(2)選擇基準
如圖16所示,長度方向的主在基準是泵體對稱平面(基本對稱),輔助基準是進、出油口處凸台端面;寬度方向的主在基準是泵體的前端面(與泵蓋的結合面,輔助基準是後部填料盒端面;高度方向的主在基準是泵體的前端面(與泵蓋的結合面),輔助基準是後部填表料盒端面;高度方向的主在基準是泵體底平面,輔基準是嚙合腔兩軸孔的軸線。
(3)標註功能尺寸
泵體的功能尺寸如圖中已注出尺寸數值的尺寸,應從設計基準(主在基準)出發直接注出。
(4)標註其餘(非功能)尺寸
按工藝要求標註其餘尺寸(如圖中末注出尺寸數什的尺寸)。其中非加工尺寸按形體分析法標註。注意同一方向的主在基準與輔助基準之間聯繫尺寸應直接注出。
(5)檢查調整
檢查調整, 補遺刪多, 完成尺寸標註。
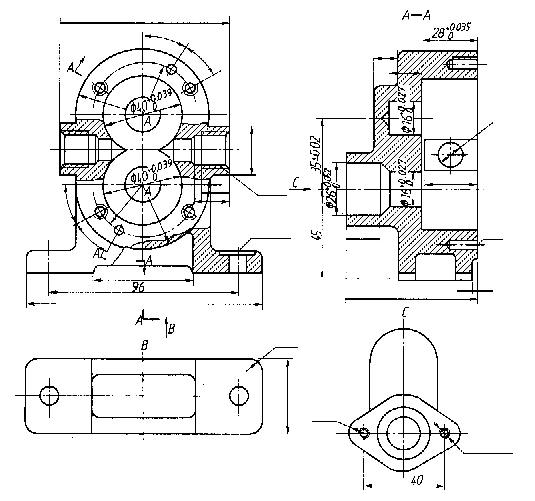
圖16 泵體的尺寸標註