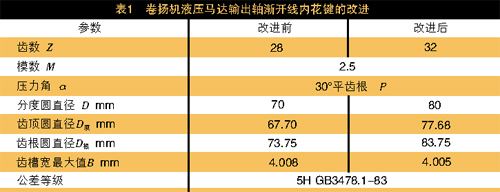
因不改變卷揚機液壓馬達輸出軸的外徑尺寸(直徑109mm)而改變卷揚機液壓馬達輸出軸內花鍵尺寸,齒數增加后齒與齒的平均承受力下降。根據機械設計手冊國標規定,球墨鑄鐵要求的最小壁厚不小於6mm,而現設計的厚度為12.625mm[(109-83.75)/2],滿足要求。花鍵連接的主要失效形式是齒工作面受擠壓造成的壓潰和磨損。因此,對於重新設計的花鍵,進行了齒工作面擠壓強度的校核。
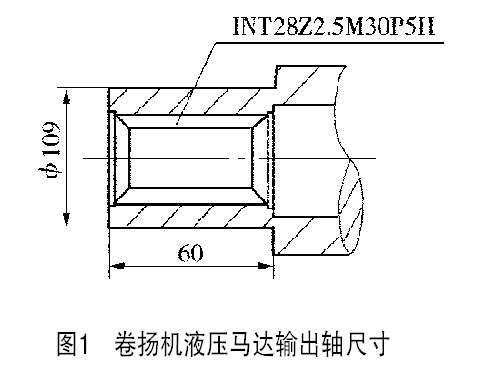
圖1 卷揚機液壓馬達輸出軸尺寸
計算結果:漸開線花鍵連接強度為102.9N/mm2,在許用擠壓應力80~120N/mm2範圍之內。
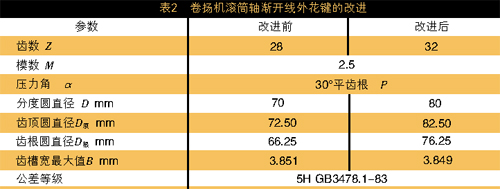
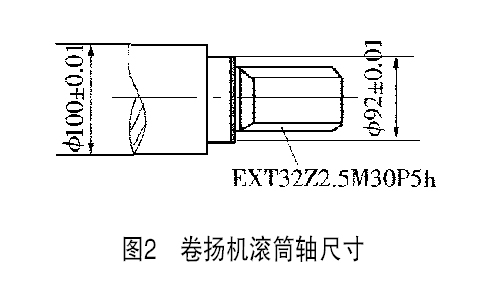
卷揚機滾筒軸外花鍵採用40Cr鋼進行熱處理。高溫淬火840~850℃,油冷再回火400℃保溫,硬度達到HRC25~29,再進行整根軸的車削加工,加工工藝不複雜易完成。雖然卷揚機動力輸入滾筒軸的外花鍵徑向尺寸增大了,但這不影響軸向裝配,因為設計后的外花鍵(增大尺寸)最大尺寸齒頂圓D頂=82.5mm(整根軸的最大直徑為100mm),如圖2所示。
實踐證明,以上改進設計能夠滿足卷揚機最大限度地傳遞輸出轉矩,工作平穩可靠,同時整體加工費僅有2000元左右,節省資金,說明在卷揚機液壓馬達輸出軸本體上修復花鍵是可行的。