一、零件的技術要求
零件在加工、檢驗時的各項技術要求,通常是指表面粗糙度、尺寸公差、形狀和位置公差,材料的熱處理及表面處理等。
二、尺寸公差與配合
1、零件的互換性(定義、作用)
在按規定要求大量製造的零件或部件中,任取一個,不經挑選或修配,就能裝配到機器當中,並達到規定的配合要求,零件的這種性質稱為零件的互換性。
2、尺寸公差的基本概念
1)誤差與公差定義、區別
2)公差的基本術語
下面以軸的尺寸

和孔的尺寸

為例,講述尺寸公差的基本術語和相互關係。
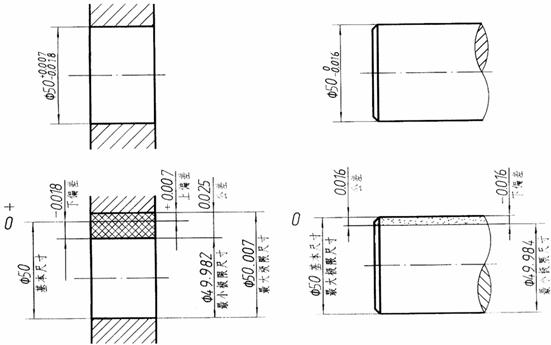
基本尺寸 設計給定的尺寸,如φ50。
實際尺寸 通過測量所得的尺寸
極限尺寸 允許尺寸變化的兩個極限值,它以基本尺寸為基數來確定。
最大極限尺寸:兩個極限尺寸中較大的一個尺寸稱,如軸為φ50,孔為φ50.007;
最小極限尺寸:較小的一個尺寸稱如軸為φ49.984,孔為φ49.982
尺寸偏差 有上偏差和下偏差之分,尺寸偏差可正、負或零。
上偏差(ES /es ) 最大極限尺寸與基本尺寸的代數差稱為上偏差,如50-50=0,50.007-50=0.007;
下偏差(EI /ei ) 最小極限尺寸與基本尺寸的代數差稱為下偏差如49.984-50=-0.016,49.982-50=-0.018。
尺寸公差 允許零件尺寸的變動量。它等於最大極限尺寸減去最小極限尺寸,或上偏差減去下偏差。公差總是大於零的正數.
如50-49.984=0-(-0.016)=0.016;50.007-49.982=0.007-(-0.018)=0.025。
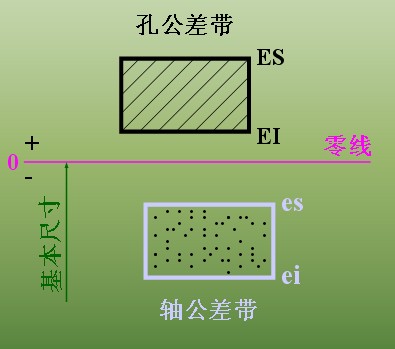
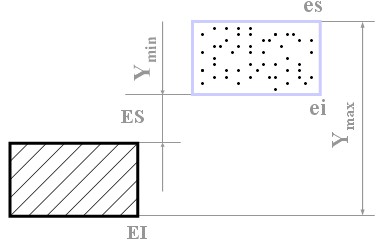
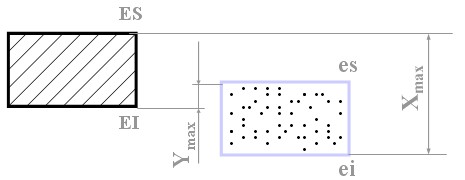
公差帶:在公差帶圖中,由代表上、下偏差的兩條直線所限定的一個區域。如下圖所示的矩形上邊代表上偏差,下邊代表下偏差,矩形的長度無實際意義,高度代表公差。
零線:在公差帶圖中,確定偏差的一條基準直線,通常零線表示基本尺寸。當零線畫成水平時,零線之上的偏差為正,零線之下的偏差為負
公差帶圖
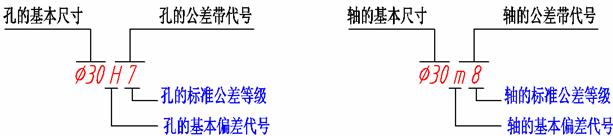
3.標準公差與基本偏差
表示公差帶的代號是由基本偏差代號和公差等級(數字)組成,例如:
(1)標準公差確定公差帶的大小20個等級:IT01、 IT0、IT1、…、IT18。用於確定公差帶的寬度。見書附表。
(2)基本偏差確定公差帶的位置
用於確定公差帶相對零線位置的上偏差或下偏差,一般是靠近零線的那個偏差。
(3)公差帶代號及查表,如:h7,D6
4、配合
配合:基本尺寸相同的相互配合的孔和軸,其公差帶之間的關係稱配合。
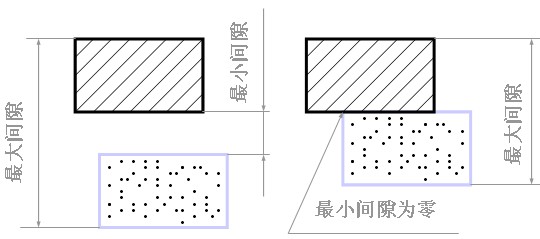
種類:間隙、過盈、過渡
不同的公差帶決定配和精確程度和鬆緊程度。
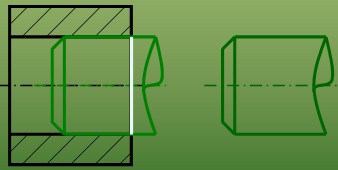
間隙配合(孔的公差帶在軸的公差帶之上)
過盈配合(孔的公差帶在軸的公差帶之下)
過渡配合(孔和軸的公差帶相互交疊)
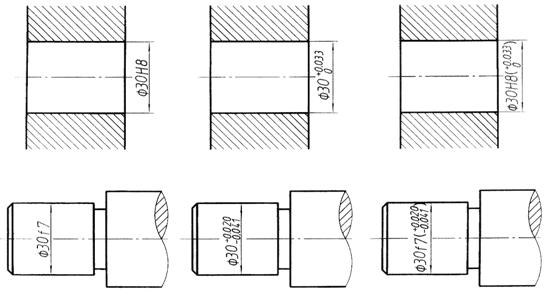
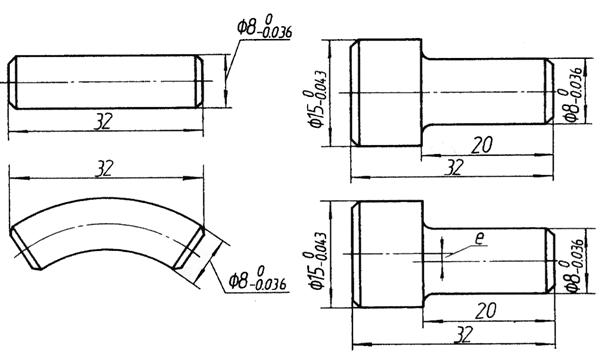
6、公差的標註和識讀
1)上、下偏差的字高比尺寸數字小一號,且下偏差與尺寸數字在同一水平線上;
2)當公差帶相對於基本尺寸對稱,即上、下偏差互為相反數時,可採用“±”加偏差絕對值的標註方法,如φ48±0.008。此時,偏差的高度和尺寸數字的高度一樣。
3)上、下偏差的小數位數必須相同、對齊。當上偏差或下偏差為零時,小數點末位的“0”一般不必注寫。
4)在裝配圖上一般只標註配合代號。配合代號用分數形式表示,分子為孔的公差帶代號,分母為軸的公差帶代號。
5)對於與標準件(如軸承)相配合的孔和軸,則只標註非基準件(配合件)的公差帶代號。如軸承內圈與軸配合,只標註軸的公差帶代號;軸承外圈與箱體孔座配合,只標註孔的公差帶代號 。
零件圖上的標註
三、表面粗糙度
1、粗糙度的定義
加工表面上具有的較小間距和峰谷所組成的微觀幾何形狀特性,稱為零件的表面粗糙度。
表面粗糙度是評定零件表面質量的一項重要指標,它對零件的使用性能有很大的影響,零件的耐磨性、抗腐蝕性及配合質量都和表面粗糙度有關。
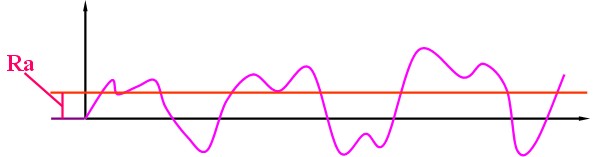
2、粗糙度的評定參數:
國標規定粗糙度以參數值的大小進行評定。常用的參數值有輪廓算術平均偏差Ra、微觀不平十點高度Rz、輪廓最大高度Ry三種。
生產中最常採用的是參數值有輪廓算術平均偏差Ra。書上圖表給出了國標推薦的Ra優先選用系列。
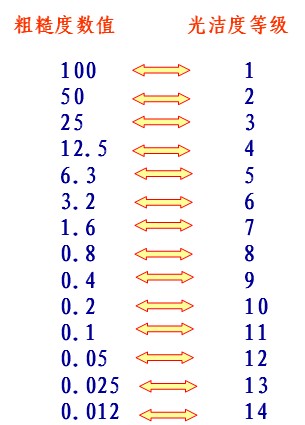
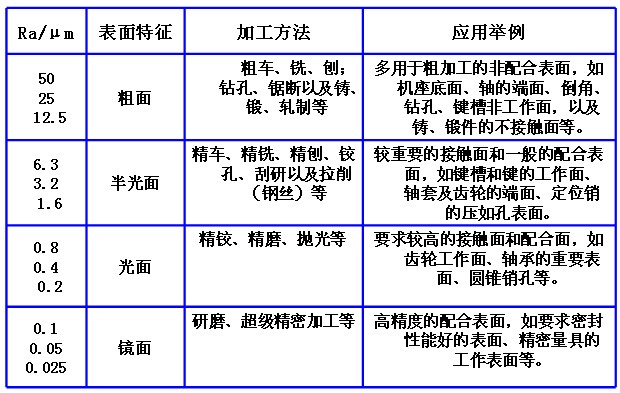
由表Ra值與常用加工方法的對應關係中可見,Ra值越大,加工表面越粗糙;Ra值越小,加工表面越光滑平整。
3、表面粗糙度與光潔度的比較(十四個等級)
表面粗糙度Ra值與加工方法
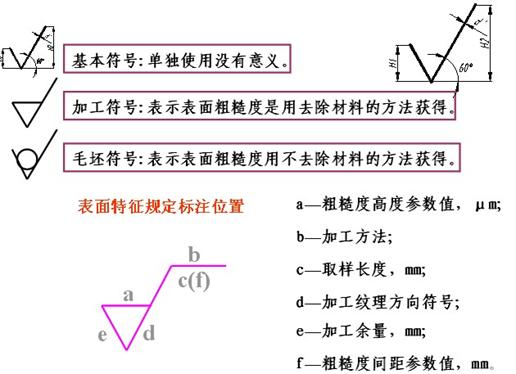
4、表面粗糙度的符(代)號
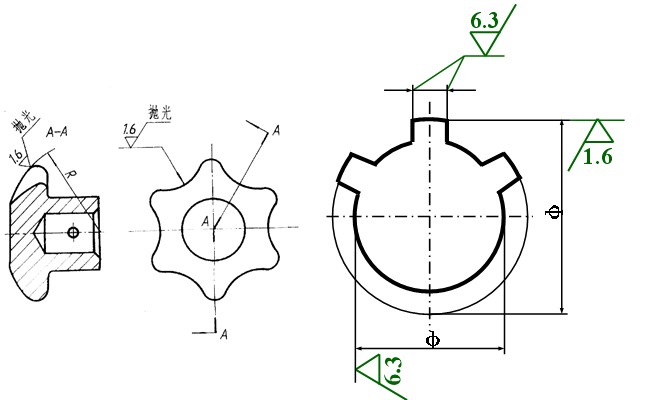
五、表面粗糙度的標註
根據國標GB/T131-1993規定,表面粗糙度的代號的標註方法 如下:
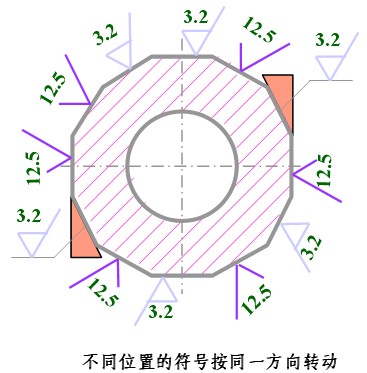
1、表面粗糙度數字和符號的方向必須遵守下圖的規定。代號中數字的方向與尺寸數字的方向一致。
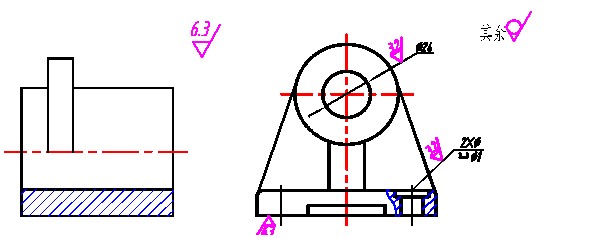
2、表面粗糙度符號、代號一般標註在可見輪廓線、尺寸界限、引出線或它們的延長線上,符號的尖端必須從材料外指向表面;同一圖樣上,每一個表面一般只標註一次符號、代號,並儘可能靠近有關尺寸線。
當位置狹小時符號、代號可引出標註。
3、當零件所有表面粗糙度要求一致時,其符號、代號在圖樣的右上角統一標註,其高度應該是圖中字元的1.4倍;
零件中使用最多的一種粗糙度符號、代號可統一標註在圖樣的右上角,並加註“其餘”其兩字。此時符號、代號、文字高度應該是圖中其它字元的1.4倍。
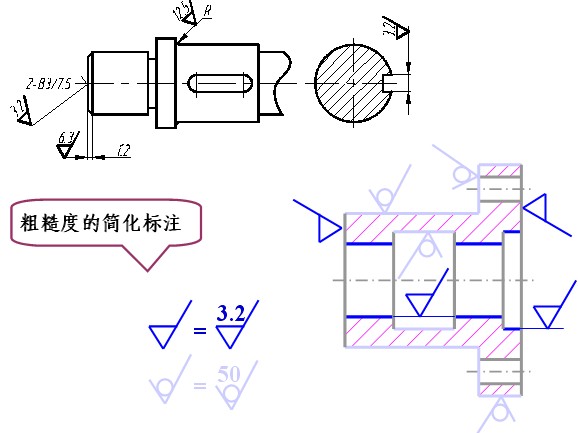
4、零件上連續表面和重複要素(孔、槽、齒等)的表面,其表面粗糙度的符號、代號只標註一次。
5、螺紋工作表面牙型未畫出時,粗糙度代號必須標註在尺寸線的引出線上。
齒輪輪齒部分的粗糙度可標註在分度線上。
6、中心孔、鍵槽工作面、圓角、倒角標註(可簡化形式標註)
六、形狀公差與位置公差
1. 形位公差的概念
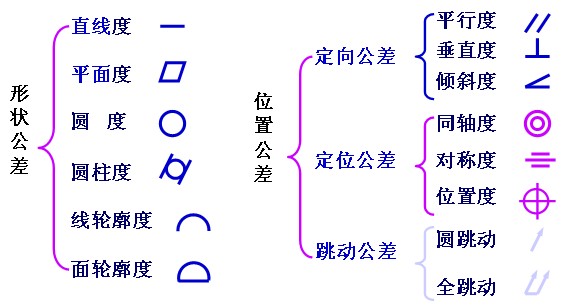
形狀和位置誤差允許的變動量稱為形狀和位置公差(簡稱形位公差)。形狀誤差是指實際要素和理想幾何要素的差異;位置誤差是指相關聯的幾個幾何要素的實際位置相對於理想位置的差異。
2、基本術語
3、形位公差項目及符號
4、形位公差代號和基準代號
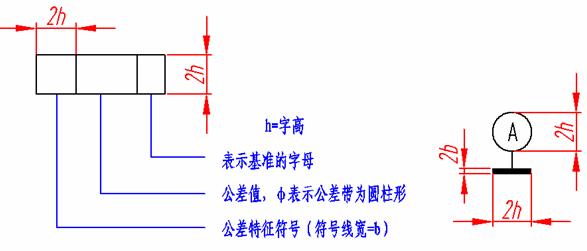
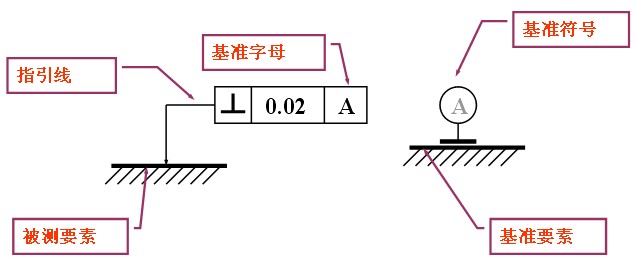
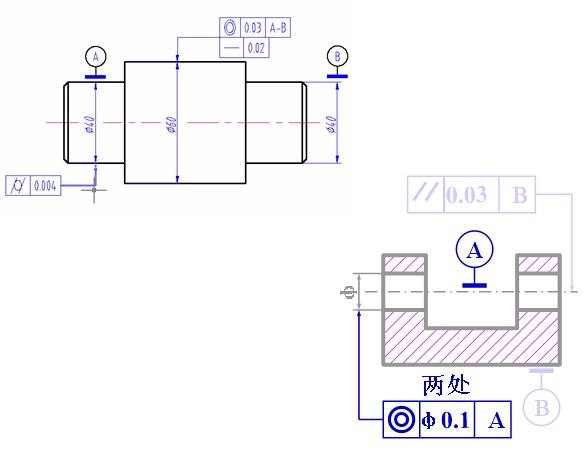
形位公差框格右若干小格組成,指引線的箭頭指向被測要素的表面或其延長線,框格中的字元高度與尺寸數字的高度相同。
基準代號由基準符號(粗短橫線)、帶小圓的大寫字母和細實線組成 。基準中的字母一律水平書寫。
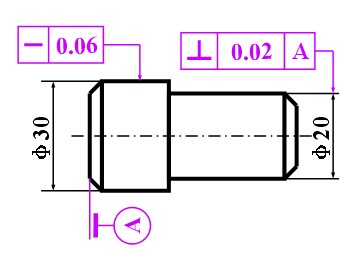
形位公差的代號由形位公差符號、框格、公差值、指引線、基準代號和其它有關符號組成。
5. 形位公差的標註
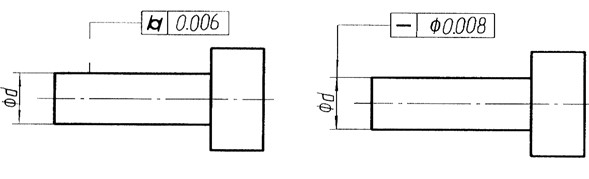
被測要素的標註
1)當被測要素是輪廓線或表面時,框格指引線的箭頭應位於要素的輪廓線或其延長線上(但必須與尺寸線明顯錯開)。
2)當被測要素是軸線或中心平面時,框格指引線的箭頭應與相應尺寸線的延長線重合。
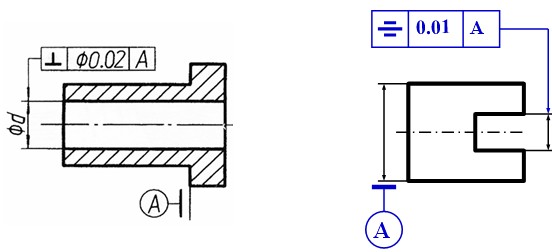
6.基準要素的標註
1)當基準要素是輪廓線或表面時,粗短橫線應靠近要素的外輪廓線或其延長線上(但必須與尺寸線明顯錯開)。
2)當基準要素是軸線或中心平面時,基準代號中的細實線應與相關尺寸線對齊。